Comment la lame est installée
Dans un premier temps, il est nécessaire de se concentrer sur le fait que les couteaux des outils de menuiserie fonctionnent, en règle générale, à des charges maximales. Dans ce cas, nous parlons de la tension de cisaillement maximale
L'un des points clés dans ce cas sera les caractéristiques du matériau traité.
Si ce paramètre n'est pas pris en compte, la stabilité du couteau scherhebel pendant le fonctionnement est directement déterminée par les dimensions du passage. Il s'agit de la longueur maximale des parties cassantes des copeaux retirés.
Avec une diminution de cette portée et une diminution parallèle de la profondeur de rabotage, la surface de la pièce à usiner est progressivement nivelée. Dans le même temps, il y a un affaiblissement significatif de la charge de cisaillement sur le métal à partir duquel la lame est fabriquée.

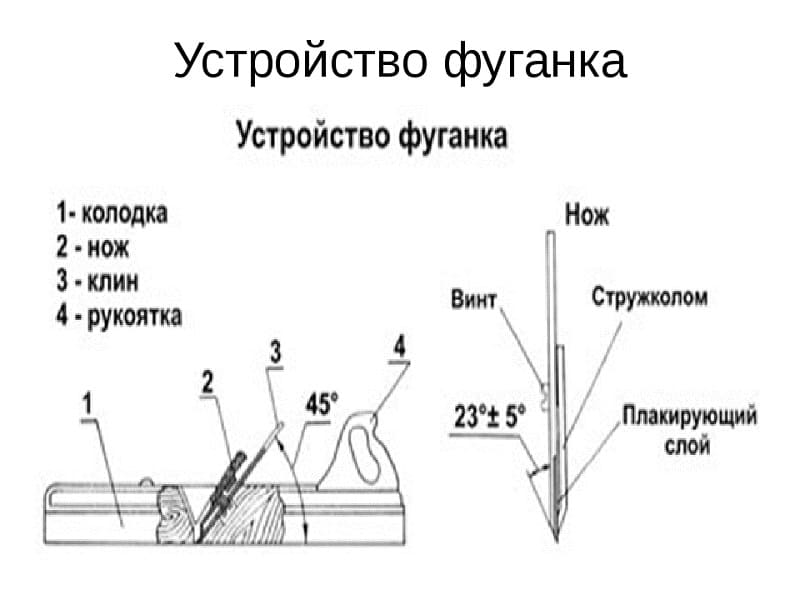
Pour comprendre comment ajuster correctement le couteau scherhebel, vous devez faire attention à certains points importants. Tout d'abord, nous parlons des caractéristiques de conception de cet élément.
Il comprend le support et les pièces de travail. Dans la configuration de ce dernier, on distingue :
- un chanfrein formé sur la face arrière et fournit une diminution de la force de coupe de la lame dans le bois en cours de traitement ; ceci est dû au fait que les frottements de ce plan très arrière contre la surface à traiter sont supprimés ;
- angle de coupe - un paramètre, en règle générale, identique à l'inclinaison de l'élément de coupe par rapport au corps de Scherhebel;
- angle arrière;
- angle de travail - dans ce cas, nous parlons de la différence entre les angles d'inclinaison et de chanfrein.

En choisissant la valeur optimale de cet angle, vous devez porter une attention particulière à plusieurs points :
Caractéristiques physiques et caractéristiques individuelles du bois traité. En particulier, le fait est que l'angle augmente avec l'augmentation de la dureté du matériau. Si le travail est effectué avec du mélèze, du pin, du tremble ou du tilleul, il est recommandé de positionner la lame à un angle de 45 degrés (± 5). Lors du traitement d'essences plus dures (chêne, charme, poirier et autres), ce paramètre est de 60 degrés (± 5). Si la densité du matériau est encore plus grande, l'angle est augmenté à 80 degrés.
Type de rabotage. En règle générale, pour chaque type de bois, il existe un angle d'inclinaison optimal de la lame et de l'outil lui-même par rapport au plan de la pièce. Ainsi, pour le pin, ce sera de 40 à 45 degrés. La variation de cet indicateur détermine la qualité du rabotage.
Cependant, il est important de prendre en compte que dans ce cas, le métal chauffera plus intensément, par conséquent, il s'émoussera beaucoup plus rapidement.
Le matériau à partir duquel le couteau lui-même est fabriqué et ses principales caractéristiques
Tout d'abord, l'attention est portée sur la dureté de l'acier. Le plus souvent, dans la production de lames, les nuances à grande vitesse P12 et P18 sont utilisées.
À propos, certains artisans, lorsqu'ils fabriquent eux-mêmes des couteaux, utilisent avec succès des éléments de disques de scie à friction comme ébauches.

Au stade préparatoire, avant chaque utilisation de l'outil, celui-ci est configuré en tenant compte des normes et règles existantes. Pour ce faire, vous devez effectuer les opérations suivantes :
- placez l'outil de manière à ce que sa semelle pointe vers le haut ;
- déterminer visuellement de combien le bord de la lame dépasse - dans une situation avec un scherhebel, cette valeur doit être de 3 millimètres; une règle peut être utilisée pour mesurer la hauteur du couteau;
- assurez-vous qu'il n'y a pas de distorsions même mineures ; la lame doit être positionnée strictement parallèlement à la semelle.




Pour fixer correctement le couteau dans le corps de l'outil, il devra être démonté.Dans les situations avec des modèles en bois qui ont une cale de fixation, l'algorithme d'actions comprend les points suivants :
- la charrue est placée dans la main gauche, la tenant par le bloc ;
- d'autre part, avec un marteau ou un maillet, de légers coups sont appliqués à l'arrière de l'outil jusqu'à ce que le coin soit complètement libéré ;
- la lame est exposée dans la position appropriée et cale;
- avec un marteau, le coin est enfoncé jusqu'au bout; à la suite de telles manipulations, la pièce est maintenue immobile;
- l'installation correcte de l'élément de coupe est vérifiée.

Dans les situations avec des modèles en métal, l'ensemble de la procédure décrite est aussi simple que possible. Comme indiqué ci-dessus, la lame d'un tel sherhebel est fixée à l'aide d'un mécanisme à vis. Soit dit en passant, cette unité fonctionne également comme brise-copeaux ou brise-copeaux. Ce nœud empêche l'écaillage des couches de bois retirées lors du rabotage.

Comment installer sur la machine
Un montage correct de la fraise est nécessaire pour obtenir la qualité et la précision correctes du traitement. De plus, les erreurs d'installation contribuent à l'usure rapide du tranchant.
L'outil est installé dans le porte-outil strictement au centre. Pour le régler en hauteur, l'arsenal du tourneur doit comporter des plaques métalliques d'une épaisseur de 1 à 4-5 mm. L'installation en dessous du centre poussera la pièce vers l'extérieur, ce qui est dangereux pour l'outil et le travailleur. Si le tranchant est trop haut, il surchauffe et s'use rapidement.
Lors de l'installation de l'outil de coupe, vous devez suivre des règles simples:
- Essuyez la surface d'appui du porte-outil.
- Fixez l'outil avec au moins deux vis.
- Le porte-à-faux de la tête ne doit pas dépasser 1,5 fois la hauteur du support.
- Lors de l'ébauche, une surestimation de l'arête de coupe de 0,3 à 1 mm est autorisée.
Après avoir installé l'outil, vous devez retirer les puces de test. Si la surface est plane et lisse, les copeaux ne s'enroulent pas autour du cutter - vous pouvez commencer à travailler.









Important!
Plus de trois espaceurs ne sont pas autorisés. Ils ne doivent pas non plus dépasser du porte-outil.
Affûtage du couteau de rabot à main
Le tranchant de travail du couteau est un tranchant avec un petit rayon de courbure. Avant de commencer à affûter, vous devez vérifier visuellement l'intégrité du tranchant : il ne doit y avoir aucune rupture de métal dessus. Si de tels défauts sont présents, le couteau devra être raccourci.
Pour maintenir le rayon d'angle aussi bas que possible, l'affûtage doit être effectué en deux étapes. Initialement, l'affûtage primaire est effectué. Pour ce faire, un couteau émoussé du côté du chanfrein doit être amené à la périphérie de la meule et pressé fermement. Le nombre de tours de l'affûteur doit être compris entre 600 et 700 min-1. Sinon, il en résultera trop d'enlèvement de métal.
Il est également important de ne pas en faire trop avec le pressage, car des teintes bleu-violet peuvent se former sur l'acier, ce qui est un signe désagréable de trempe du métal. La dureté du couteau diminuera et un traitement thermique sera nécessaire pour restaurer les caractéristiques de résistance du matériau
 S'il n'y a pas de taille-crayon, vous pouvez le faire. Aiguisez le couteau avec une barre d'affûtage grossière, qui doit être fixée sur un établi de travail. L'affûtage est effectué par des mouvements circulaires du chanfrein le long de la surface de la barre. Pendant ce travail, il vaut la peine d'humidifier le couteau de temps en temps avec de l'eau ou de l'eau savonneuse pour nettoyer la surface affûtée et refroidir l'outil.
S'il n'y a pas de taille-crayon, vous pouvez le faire. Aiguisez le couteau avec une barre d'affûtage grossière, qui doit être fixée sur un établi de travail. L'affûtage est effectué par des mouvements circulaires du chanfrein le long de la surface de la barre. Pendant ce travail, il vaut la peine d'humidifier le couteau de temps en temps avec de l'eau ou de l'eau savonneuse pour nettoyer la surface affûtée et refroidir l'outil.
Lorsque vous voyez des bavures, vous pouvez passer à la deuxième étape d'affûtage avec une barre à grain plus fin qui élimine ces mêmes bavures. La granularité des barres ressemble à ceci :
- granulométrie élevée de 30 à 180 microns. Ces barres sont en carbure de silicium ou en corindon.
- granulométrie moyenne de 7 à 20 microns. Ces barres sont créées à partir de corindon fondu ou de dioxyde de chrome.
- petite granulométrie de 3 à 5 microns. Ce matériau est utilisé pour l'affûtage final des couteaux.
À la fin de l'affûtage avec une lame de couteau, vous devez la tenir sur un morceau de bois dur. Il enlèvera définitivement les fragments de bavure.
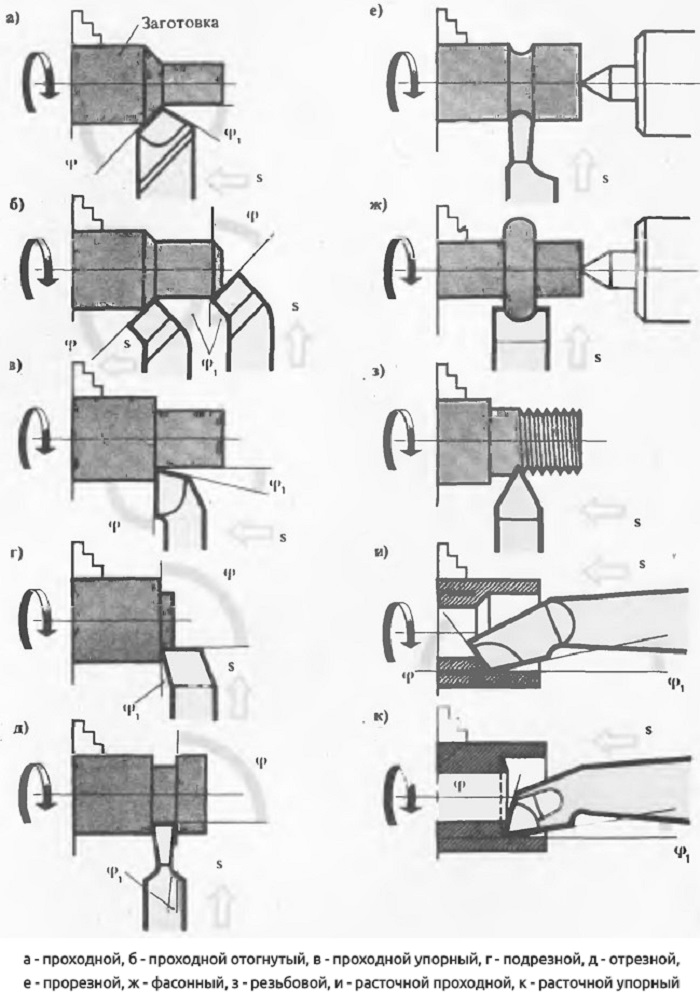
Classification des fraises pour le métal en fonction de la forme des têtes, de la conception, du sens de coupe et de la précision des opérations
Selon ces paramètres, il existe les classifications suivantes des fraises pour le métal.
Classement par forme de tête
Selon ce paramètre, les incisives sont divisées en 4 types.
-
Droit. Le support et la tête de travail sont situés soit sur le même axe, soit sur deux, mais parallèles.
-
Incurvé. Le support a une forme incurvée.
-
Rétracté. La courbure de la tête sur le côté est visible à l'œil nu.
-
Dessiné. La largeur de la tête est inférieure à la largeur du support. La tête peut être tirée vers la gauche ou la droite. Il existe également des modèles symétriques.

Image #3 : Classification des incisives par forme de tête
Classement par construction
De par leur conception, les couteaux sont classés en trois types.
-
Entier. Ces fraises sont entièrement en alliage ou en acier à outils (rarement). Ils sont peu coûteux, s'usent rapidement et ne conviennent pas à la manipulation de matériaux durs.
-
Pointe carbure. Ces fraises combinent une résistance à l'usure élevée et un coût moyen. Les soudures sont généralement constituées d'aciers VK8, T5K10 et T5K6.
-
Avec inserts en carbure remplaçables. Ils sont plus chers que les analogues. Aussi confortable que possible. Pas besoin de retirer l'outil de coupe pour changer les plaquettes.

Image n°4 : classification des outils de tournage par conception
Classement du sens de coupe
Il y a des incisives gauche et droite.
-
Droits. De telles fraises pour tours sont utilisées le plus souvent et sont alimentées de droite à gauche lors du traitement des pièces. Si vous placez votre main droite sur une telle incisive, le tranchant sera situé du côté du pouce plié.
-
La gauche. Servi de gauche à droite. Si vous placez votre main gauche sur une telle incisive, le tranchant sera situé du côté du pouce plié.
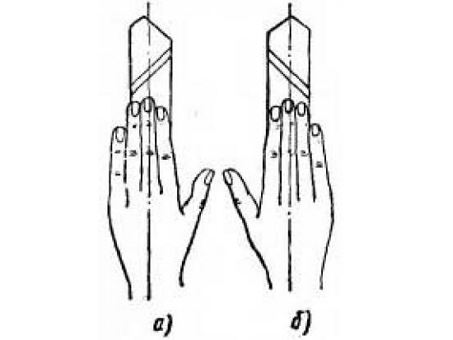
Image n°5 : incisives gauche (a) et droite (b)
Classification par précision des opérations
Sur cette base, les types d'incisives suivants sont distingués.
-
Dégrossissage (dégrossissage). Conçu pour le traitement grossier des pièces.
-
-
Moyen. La précision du traitement est moyenne.
-
Finition. La précision de traitement est à un niveau élevé.
-
Spécialement conçu pour effectuer des opérations technologiques délicates.








Fabricants populaires
Parmi les fabricants de ciseaux à métaux professionnels, il convient de distinguer les sociétés suivantes :
1. BRUT - les ciseaux sont fabriqués en acier de haute qualité, de sorte que tous les produits, quel que soit leur coût (620-1500 roubles), conviennent à un usage professionnel. En raison du large assortiment, vous pouvez facilement vous procurer un outil de qualité pour la coupe à droite ou à gauche du métal.
"PIRANHA", 250mm, coupe droite, acier-CrMo
Dans tous les modèles de cette société, sans exception, un ressort fiable est utilisé, ce qui vous permet de ramener rapidement et facilement les poignées des lames dans leur position d'origine.
2. Kraftol (kraftul) - permet d'effectuer une coupe de haute qualité de l'acier jusqu'à 0,8 mm d'épaisseur. Les mâchoires de l'outil sont en acier forgé, qui résiste parfaitement à des charges constantes. Grâce à ces améliorations de conception, la découpe du métal est réalisée sans bavures, ce qui peut réduire considérablement les coûts de temps.
Une caractéristique distinctive des outils de cette société est l'utilisation d'un manche à deux composants, qui a des projections spéciales pour les doigts. Cette conception vous permet de contrôler entièrement le processus de coupe de la tôle, éliminant ainsi le risque de glissement et de blessure de la poignée. Le coût moyen est de 780 roubles.
3. STAYER - peu coûteux (de 260 à 500 roubles), mais des ciseaux professionnels de haute qualité. Avec cet outil, vous pouvez facilement couper des feuilles jusqu'à 1 mm d'épaisseur.Presque tous les modèles de cette société ont un mécanisme à levier, grâce auquel la force de coupe est considérablement augmentée.
Les poignées en plastique et les encoches sur les arêtes de coupe permettent un travail stable et durable. Avec les ciseaux STAYER, vous pouvez traiter à la fois des tôles d'acier ordinaires et de l'acier inoxydable, ainsi que des alliages non ferreux.
4. Le bison est un outil d'un fabricant national, qui se distingue par une bonne qualité des surfaces de coupe en raison du durcissement par les courants à haute fréquence. Le coût est de 750 roubles.
Les ciseaux sont capables de couper des plaques métalliques plates jusqu'à 0,8 mm d'épaisseur. Il est facile de trouver en vente aussi bien des produits droits que ceux destinés à la découpe curviligne.
"Zubr" grâce aux matériaux de qualité utilisés dans leur fabrication durera de nombreuses années sans pannes ni réglages supplémentaires.
5. SPARTA - modèle à levier d'excellente qualité à un prix abordable (215 roubles). La surface de coupe est en acier trempé, les ciseaux Sparta ont donc une excellente capacité de charge et vous permettent de travailler avec du métal jusqu'à 0,8 d'épaisseur.
La poignée confortable ne permettra pas à la main de glisser pendant le fonctionnement, et à la fin de la coupe, l'outil est facilement fixé dans une position comprimée.
6. NVS - des ciseaux professionnels parfaits pour les découpes bouclées. Coût de 1200 à 2000 roubles.
La lame est équipée de micro-dents qui empêchent le métal de glisser lors de la coupe. Grâce à l'acier de haute qualité utilisé dans la fabrication de la surface de coupe, il est possible d'obtenir une coupe parfaitement lisse.
Les ciseaux NVS peuvent couper de l'acier de haute qualité jusqu'à 1 mm d'épaisseur. Les alliages non ferreux peuvent être usinés jusqu'à 1,4 mm d'épaisseur.










7. BESSEY - le modèle vous permet de travailler avec des matériaux en feuille jusqu'à 1,5 mm d'épaisseur. La productivité accrue du produit est obtenue grâce à la tringlerie, qui augmente considérablement la force de serrage des mâchoires.
Les ciseaux sont parfaits pour faire des coupes courbes et couper le métal en ligne droite. Les arêtes de coupe de l'outil sont en acier trempé, qui résiste facilement à des charges élevées lors du travail avec des métaux de dureté accrue. Ils demandent la qualité allemande - 2500 roubles.
Conclusion
Vidéo:
Tant sur Internet que dans un magasin ordinaire, vous devez faire attention au prix d'achat et ne pas acheter de produits trop bon marché. Malgré le fait que les produits de marques bien connues sont beaucoup plus chers, il vaut la peine de privilégier les fabricants éprouvés afin de vous assurer autant que possible contre l'achat d'outils à main de mauvaise qualité.
L'appareil et le principe de fonctionnement de l'outil
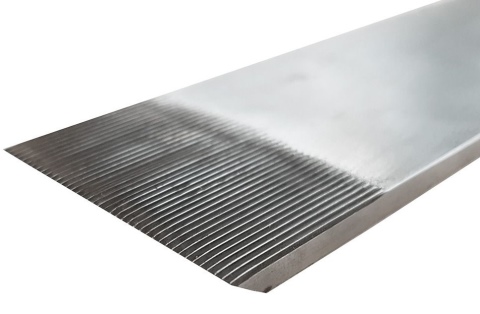
L'angle de coupe au Zinubel est proche de la perpendiculaire. Les particularités de l'action de cet outil permettent de l'utiliser même pour travailler avec des roches particulièrement dures. Les boucles ne poseront pas de problème sérieux. Le seul couteau Zinubel qui fonctionne même avec l'acajou et l'ébène a un tranchant unique. Dans la zone opposée au chanfrein, il est recouvert d'une encoche de taille moyenne. En conséquence, le tranchant semble être dentelé. Le pas de dent peut varier considérablement :
-
petit - 0,75;
-
zinubel moyen - 1;
-
grand outil - 1,25.

Ce dispositif est généralement appelé raboteuses plates. Les experts notent que l'angle de coupe pour la plupart des modèles de production est de 80 degrés. Lorsque les dents courent sur la surface, elles enlèvent des copeaux très étroits (0,8 à 1 mm). Un tel traitement, conduisant à l'apparition d'une surface ondulée, ressemble plutôt à ne pas raboter, mais à rayer le matériau.
Pour perfectionner le flan de bois, après l'avoir passé au cinubel, il est en plus nettoyé avec un cycle. Si vous remplacez un couteau spécial dans l'outil par un couteau standard, il pourra remplacer le broyeur. Le bloc au cinubel est raccourci et rétréci.

On pense que l'utilisation d'un zinubel est aussi douce que possible.La combinaison de la surface rainurée avec la pile surélevée augmente les caractéristiques de traction. Par conséquent, le collage devient beaucoup plus efficace. Pour utiliser en mode meulage, vous devez changer le couteau sur le Zinubel. Au lieu de l'outil standard pour cela, ils ont mis une double lame avec un brise-copeaux sur le bord.
La lame est positionnée à un angle de 50 degrés par rapport à la semelle. Dans ce cas, vous pouvez :
-
réprimander le dur à cuire;
-
supprimer les irrégularités ;
-
lisser les extrémités;
-
obtenir un alignement parfait des sections droites.

Dans la vidéo suivante, vous pourrez en apprendre davantage sur ce type d'outil.
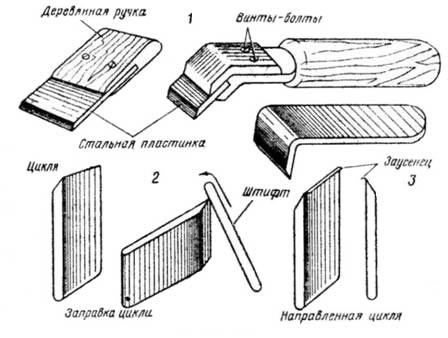
Pièces de meulage
Le meulage de la pièce finie est effectué avec un papier de verre, qui est enroulé autour de la pièce et tenu à la main (Fig. 31, a), ou avec un bloc de ponçage (Fig. 31, 6).
Riz. 31. Meulage d'une pièce : a - avec du papier de verre : b - avec une cale de ponçage









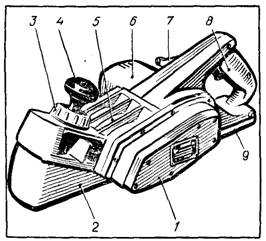
Parfois, des rayures annulaires décoratives sont appliquées à la surface de la pièce polie. Pour ce faire, prenez un bloc de bois plus dur que le bois de la pièce, et appliquez le bord du bloc sur la pièce en rotation sur la machine. La surface au point de contact chauffe et brûle un peu. Cela laisse des rayures brunes circulaires sur la pièce.
Réglage du rabot
Prenez le bloc de la raboteuse dans votre main gauche pour que le pouce
situé sur le dessus de l'arrière de la chaussure, et quatre orteils sur la semelle près de l'envergure.
Dans votre main droite, prenez le couteau par les bords, posez-le sur la base avec le chanfrein vers le bas et faites-le glisser
en vol vers la sole. La base doit être horizontale et la grande
le doigt soutient le couteau. Grip - quatre orteils sur la semelle à l'envergure, large sur
couteau à travers le coin.
Insérez la cale dans le trou de coulée et frappez-la légèrement avec un maillet. Puis
tournez l'avion avec le klaxon vers vous, la semelle vers le haut pour qu'il soit à distance
25-35 cm des yeux et à un angle de 35-45° par rapport au travailleur.
Trouvez la position lorsque la semelle est dans un plan, c'est-à-dire l'avant
et les nervures arrière de la semelle se fondent en une seule ligne.
D'un léger coup de maillet, assommez le couteau de la même taille partout
largeur de semelle en fonction de la rugosité requise et de l'épaisseur des copeaux
(0,2-0,5). Réduire la saillie de la lame au-dessus de la semelle en frappant l'arrière de la chaussure avec un maillet,
augmenter - avec un coup sur un couteau ou sur l'extrémité avant du bloc. Non-parallélisme
les lames et semelles sont redressées avec un coup de marteau sur les bords droit ou gauche du couteau. Ancre
couteau avec un coup léger avec un maillet sur l'extrémité de la cale. La saillie de la lame du couteau sous la semelle est vérifiée
approximativement. Pour ce faire, tournez le bloc de la raboteuse avec la semelle vers le haut et maintenez-le dans la main contre
lumière de sorte que sa partie avant soit face au visage du spectateur. Dans cette position
coussinets la saillie de la lame est facilement visible sur la surface claire et brillante de la semelle
sous la forme d'une bande sombre ou d'un fil fin et régulier.
L'ajustement correct et la saillie de la lame au-dessus de la semelle peuvent être vérifiés
à l'aide d'un rabotage d'essai. Si le couteau est placé obliquement, il partira sur la surface traitée
la surface de l'approfondissement du coin qui dépasse le plus. De plus, les copeaux
sera d'épaisseur inégale sur toute la largeur.

Réglage de la raboteuse : a - contrôle du déclenchement et du tranchant du couteau, b - réglage
dégagement du couteau, c - démontage d'un coup, d - extraction et pose du couteau sur
base (lit), e - techniques de fixation du couteau, e - libération du couteau d'un coup sur le bloc,
g - relâcher d'un coup sur le couteau, h - redresser l'inclinaison du couteau, et - fixer le couteau
Pour un rabotage propre, l'épaisseur de la couche à éliminer est vérifiée par rapport aux copeaux.
Si les copeaux sont mous, comme du papier de soie, la raboteuse est correctement réglée.
Lors de la configuration d'une raboteuse double, vous devez tout d'abord l'installer correctement
brise-copeaux, qui est situé à partir de l'arête de coupe à une distance de 0,5 à 2 mm, en fonction de
sur l'épaisseur des copeaux enlevés et la rugosité souhaitée du rabotage.
Le brise-copeaux doit être vissé très fermement pour que
travail, les copeaux ne pouvaient pas s'interposer entre lui et le couteau.
Au besoin, il est planté d'un petit dossier afin que
il n'y avait pas d'espace entre lui et le couteau. La surface extérieure du brise-copeaux doit être
lisser (broyé sur un âne) pour que les copeaux glissent facilement dessus.
Pendant le fonctionnement, le couteau ne doit pas bouger, cliqueter et vibrer,
sinon, il se froissera, serrera les copeaux, le bouchera et l'avion devra être nettoyé souvent.
Pour éviter cela, la cale doit appuyer fermement le couteau contre la base et la surface
la base est rendue très uniforme de sorte que le couteau repose sur tout son plan.
Une raboteuse ajustée doit répondre aux exigences suivantes :
1. Ajustement absolument serré du bord inférieur du couteau à la surface
la base (lit) de l'avion, ce qui exclut la possibilité de vibration du couteau pendant le fonctionnement.
2. Ajustement très serré du brise-copeaux au bord supérieur du couteau sans
dégagements sur toute la largeur, mais avec une légère contre-dépouille pour s'adapter à la déviation du brise-copeaux
lors de sa sécurisation. Le bord convexe avant du brise-copeaux doit être meulé
briller.
3. Serrage serré du couteau avec une cale sur toute la longueur de la butée (saillie) du mur
trou du robinet. Si le coin s'adapte bien, alors avec un léger coup de marteau, il se calera fermement
le couteau est dans le bloc et avec le même coup léger au bout du bloc le libère. Lorsque
cependant, il faut frapper fort et plusieurs fois avec un maillet au bout du bloc, ce qui signifie qu'un coin
n'est pas monté correctement et le couteau est coincé uniquement en haut ou en bas, ou avec un seul
côtés.
4. La distance entre la lame du couteau et le bord du vol de la raboteuse avec double
le couteau ne doit pas dépasser 1,5 mm. Avec une plus grande distance, un pentaèdre est collé dans la semelle
insérer (selle).
5. La semelle de la raboteuse est coupée exactement sous l'équerre, une règle
et sous des règles appariées de sorte que la semelle soit dans le même plan et la zone devant
travée n'a pas eu la moindre usure.
6. Le coin est si long que sur la surface supérieure du couteau
il n'y avait pas d'espace dans lequel la fin des copeaux pourrait tomber. Dans un avion bien réglé
les puces ne se coincent jamais.
7. La lame et le chanfrein du couteau doivent être droits et légèrement arrondis
coins, bien aiguisés et inclinés vers les bords sans convexité ni concavité.
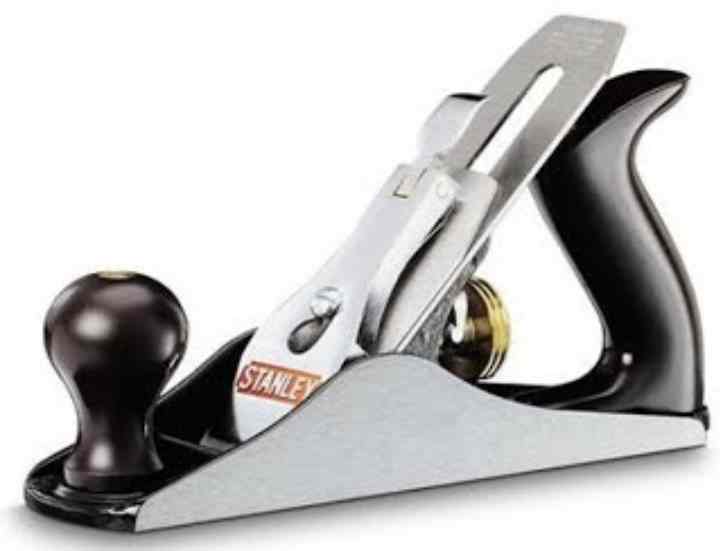
Fonctions et fonctionnalités
Un rabot (ou charrue) est un outil de menuiserie utilisé pour le rabotage du bois. Le processus de travail lui-même est une coupe longitudinale d'une surface en bois avec un couteau pour lui donner la rugosité ou la forme souhaitée. De plus, l'outil de rabotage est utilisé pour ajuster les dimensions des pièces, découper des rainures et des dépressions étendues de différentes formes (rainures). De plus, à l'aide d'une raboteuse, vous pouvez couper des chanfreins, effectuer une rainure (pli) le long du bord de la pièce et recevoir des saillies sur les bords des planches (langues). Dans la construction, cet outil est souvent utilisé lors du traitement du bois pour les sols ou les plafonds.
Le rabot est indispensable pour éliminer divers défauts à la surface d'un arbre, rugosités, distorsions et irrégularités. Lorsque vous utilisez un outil de haute qualité, bien affûté et correctement sélectionné pour la tâche à accomplir, une surface lisse et uniforme est obtenue pendant le processus de rabotage. Après avoir fini le bois avec un rabot spécial, la pièce n'a pas besoin d'être poncée avec du papier de verre, car la surface rabotée est plus facile à appliquer au vernissage, a l'air plus impressionnante après le séchage du vernis et absorbe moins d'humidité.
De plus, chaque type de bois a une texture unique qui est mieux visible sur la surface de coupe, par opposition à celle traitée par un broyeur. Aujourd'hui, des raboteuses mécaniques (manuelles) et électriques sont présentées sur le marché. Dans la forme, les deux types d'instruments peuvent être similaires, mais dans leur conception, ils présentent de fortes différences.
La principale différence entre les modèles électriques est un moteur électrique qui entraîne un arbre avec des couteaux fixés d'une manière spéciale.Dans un plan mécanique, la fonction de coupe est réalisée par un seul couteau fixé dans une base en bois ou en métal, et le processus de rabotage lui-même est dû à la force des mains humaines, qui effectuent un mouvement longitudinal alternatif de l'outil le long de la surface du produit . Les artisans menuisiers, dont la tâche principale est de terminer rapidement le traitement du bois, choisissent un outil électrique.

La raboteuse électrique est conçue pour effectuer de gros volumes de travail en peu de temps, mais cela ne donne pas toujours une surface parfaitement plane.
De plus, l'outil électrique augmente les exigences de sécurité, car le risque d'endommagement des membres par le tranchant s'ajoute à la possibilité de choc électrique dû au non-respect des précautions de base.
Le rabot à main est choisi par des artisans qui n'aiment pas la précipitation et font le travail avec soin. Par rapport à un outil électrique, la raboteuse manuelle élimine les copeaux plus fins et le travail fini est plus soigné. De plus, il est silencieux et léger.









Il est également important que le processus de nettoyage après le travail avec un outil à main soit plus facile. Et l'avion électrique laisse dans l'air de fines poussières nocives pour la santé.
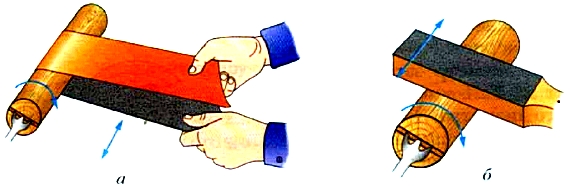
La conception de l'avion est assez simple dans l'exécution, mais lors du choix, c'est la qualité des composants qui joue un rôle important. L'outil se compose des parties suivantes :
- le corps (bloc) est l'un des éléments principaux de la raboteuse. Il a une fente de couteau sur laquelle le reste des pièces est fixé. La partie inférieure du corps (travail) s'appelle la semelle. Il existe des modèles avec une semelle en métal et une en bois. Dans certains types de raboteuses, le bloc a plusieurs étapes et une forme spéciale. Les caisses en bois sont principalement constituées de bois solide et sec (charme, poirier, frêne, hêtre, acacia) ;
- couteaux (pièce de fer, lame) - la partie principale pour faire le travail, la qualité de la pièce en dépend. Il existe trois types de couteaux. Straight est une lame ordinaire pour couper des surfaces droites. Arrondi - c'est le même couteau, mais avec des bords arrondis, grâce auxquels il n'y a pas de rainures. Il est utilisé pour le traitement de grandes surfaces, ne permet pas d'irrégularités. Curly - aide à obtenir un résultat décoratif. En forme, c'est un couteau ordinaire avec une extrémité cannelée ;
- pince - cette partie est chargée de fixer le couteau au corps, composé de différents matériaux;
- brise-copeaux - situé entre le couteau et la pince, conçu pour un processus plus pratique de fabrication d'une pièce;
- vis - avec elle, vous pouvez ajuster la position du couteau par rapport à la surface à traiter, ajustant ainsi l'épaisseur des copeaux à couper et la largeur d'un seul passage;
- grenouille - plaque de réglage de l'inclinaison des incisives ;
- deux poignées pour le travail : l'avant pour guider l'outil et choisir l'épaisseur des copeaux, l'arrière pour déplacer la raboteuse sur la surface de travail. Il existe des variétés d'outils avec une seule poignée.
Ce que c'est?
Le zenzubel est une sorte de rabot à main - un outil nécessaire en menuiserie et charpenterie. Contrairement à l'appareil classique, il est utilisé pour le rabotage bouclé et non plat. Un autre nom est l'échantillonnage. Dans la plupart des cas, un zenzubel est utilisé aux fins suivantes :
-
nettoyage de sections rectangulaires;
-
choix des quartiers sur les planches ;
-
création de plis;
-
nettoyage et sélection des quartiers sur lattes et barres.

Grâce à la conception individuelle, la fraise ou la partie métallique du ciseau peut être réglée à un angle de 90 ° par rapport au bloc. Il y a un trou latéral dans le corps de l'outil de menuiserie. Grâce à elle, les puces inutiles sont supprimées. La forme des couteaux à ciseau ressemble à une spatule qui pousse et coupe rapidement une couche de bois.

Avant de commencer à travailler avec une raboteuse pour le rabotage façonné, des lignes de marquage sont tracées sur la pièce à l'aide d'une raboteuse.Tout d'abord, la taille du quartier est notée, après quoi le zenzubel est pris. L'avion est guidé soigneusement le long des marques, en enlevant les premiers copeaux pour créer un petit rebord. À l'avenir, vous pourrez prendre des mesures plus confiantes et plus rapides.

En raison d'une utilisation prudente, le ciseau est utilisé pour la finition, au cours de laquelle il est possible d'obtenir la rugosité nécessaire de la surface de travail et d'ajuster les dimensions de la pièce. Un quart est généralement choisi avec un falzgebel
Ce dernier est de structure similaire à un zenzubel et appartient également aux raboteuses figurées, mais présente un certain nombre de caractéristiques individuelles. Ceux-ci incluent la semelle extérieure étagée.

Règles de fonctionnement
Les outils de tournage sont capables de remplir leur fonction principale pendant longtemps jusqu'à ce que la surface de travail soit meulée. Mais une mauvaise utilisation réduira la durée de vie de l'outil. Afin d'éviter une usure préliminaire, vous devez suivre des règles de fonctionnement simples :
- Placer au centre.
- Plus la pièce est grande, plus la fraise doit être grande.
- Activez le refroidissement lorsque vous travaillez dans des conditions difficiles.
- Aiguiser en temps opportun.
- Affinez périodiquement les surfaces de travail avec un galet à grain fin, sans retirer l'outil du porte-outil.
- Approchez-vous de la pièce manuellement, après avoir touché, activez l'avance automatique.
- Lors de l'arrêt de la machine, retirez d'abord l'outil manuellement, puis éteignez l'unité.
- Sélectionnez les conditions de coupe correctes.
- Ne stockez pas l'outil en tas - cela entraînera des éclats et des fissures sur le tranchant.
- Lorsque vous travaillez avec un outil de tronçonnage, déplacez-le le plus près possible du mandrin.
De nombreux types de travaux sont effectués sur un tour. Un couteau séparé est fourni pour chaque processus. Il est sélectionné en fonction du matériau à traiter, des conditions de coupe, des paramètres de propreté et de rugosité. L'outil doit être affûté en temps opportun, les règles de fonctionnement et de stockage doivent être respectées.