Détermination du besoin d'affûtage
La pertinence de cette question concerne principalement les outils de menuiserie, car le travail du bois ne tolère pas les imprécisions. Si quelque chose est trop coupé ou si la coupe est oblique et ne correspond pas aux paramètres spécifiés, alors tout le travail devra être refait.
Par conséquent, les caractéristiques telles que la facilité d'entretien et la qualité sont fondamentales et nécessitent une détermination en temps opportun. Ceci s'applique également à tous les types de raboteuses, ou plutôt à leurs couteaux, qui doivent toujours être affûtés et prêts à l'emploi.
Pour identifier le besoin d'affûtage, vous devez faire attention aux subtilités suivantes:
- La lame du couteau est en contact permanent avec différents matériaux, ce qui conduit à leur matité progressive. Il faut se rappeler qu'il est situé à un certain angle et que sa netteté garantit la précision et l'exactitude de la coupe.
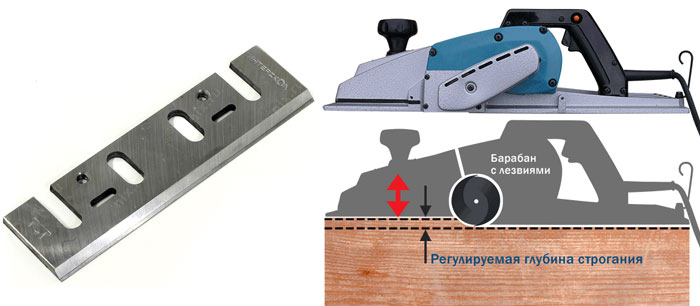
- Dans la raboteuse électrique, les couteaux sont situés directement sur le tambour rotatif et ont deux tranchants. Lorsqu'au moins l'un d'entre eux s'émousse, le couteau commence à se retourner. Malgré le fait que ces couteaux soient en acier doté d'indicateurs de haute résistance (carbure de tungstène), ils s'émoussent également avec succès avec le temps.
On sait qu'une forme différente est un indicateur inhérent à toutes sortes de modèles d'avions. Ils peuvent être droits, arrondis et ondulés. Certains amateurs pensent que les couteaux droits sont surtout émoussés, mais ce n'est pas vrai, ce processus peut toucher n'importe quelle structure, il est donc nécessaire de surveiller l'état.
Les personnes qui, en raison de leurs fonctions professionnelles, travaillent presque constamment à la transformation du bois, sont plus souvent confrontées à ce phénomène. Habituellement, les changements se reflètent dans la qualité et la rapidité du travail effectué et s'accompagnent des signes suivants :
- difficulté dans les mouvements produits;
- les surfaces avec lesquelles on travaille depuis longtemps ne changent pas de forme;
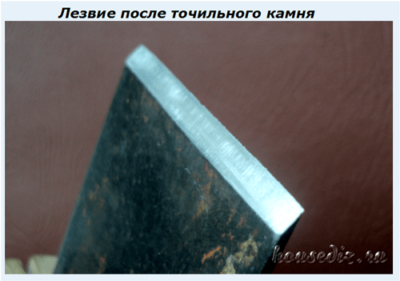
- l'apparition d'une bande filiforme brillante sur le chanfrein (tranchant).
Affûtage et réglage des fers de rabot sur la machine
Les fers à raboter électriques sont des consommables.
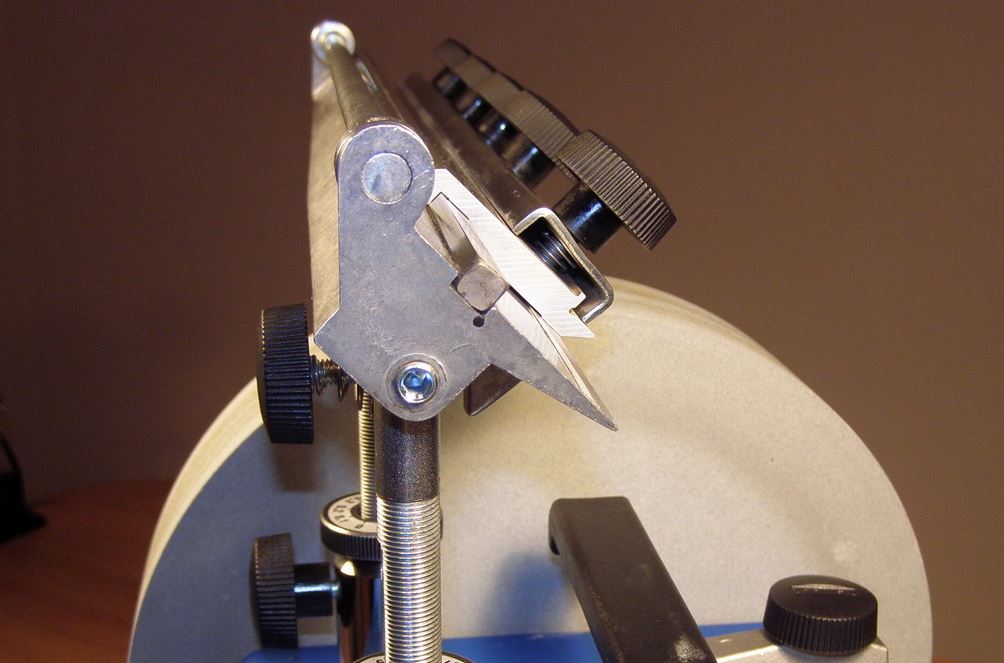
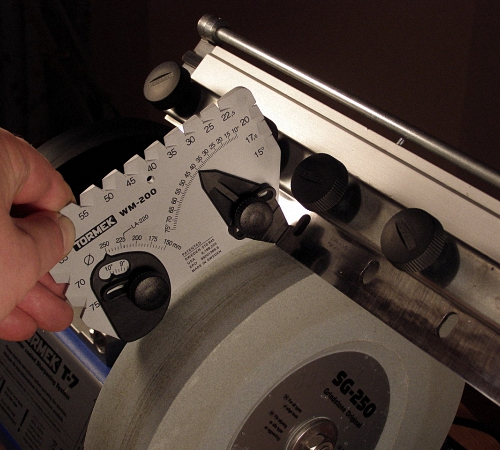
Dans la plupart des cas, une machine spéciale est utilisée pour affûter une raboteuse. Il est assez facile d'apprendre à affûter correctement un outil - il vous suffit de lire les instructions. Cet équipement comprend la machine Tormek (image 4). Il est équipé d'un moteur puissant, a une faible vitesse et peut affûter l'outil pendant une période de temps assez longue. La grande propreté et la précision de l'affûtage assurent le refroidissement à l'eau du tranchant du couteau.
Les couteaux aiguisés sont serrés par des supports qui sont fixés au support. Pendant le fonctionnement de la machine, il est possible de régler la pression, la largeur du chanfrein, la vitesse de rotation de la roue. La machine peut affûter des outils en n'importe quel métal. Le processus de travail sur la machine elle-même est très simple, il vous suffit de suivre quelques règles de sécurité.
Un type courant de rabot à main est sa version électrique. Ses couteaux sont des consommables. Il y en a généralement 2. Ils sont montés sur un tambour spécial et enlèvent la couche supérieure de bois de la pièce. Ces produits sont fabriqués à partir d'une qualité spéciale d'acier à outils. Ils se prêtent bien à l'affûtage. Pour certains modèles, ils sont en carbure de tungstène, particulièrement résistant.
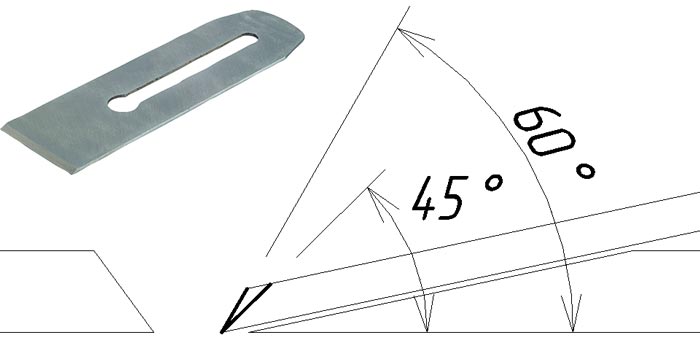
L'angle de la raboteuse doit être affûté à un angle de 45 à 60 degrés.
Les couteaux diffèrent également par leurs formes. Elles sont:
- droit;
- arrondi ;
- frisé.
Les lames droites sont utilisées pour les pièces étroites et les quartiers. Les lames arrondies sont utilisées pour couper des surfaces larges. Les courbures aux extrémités rendent les transitions entre les lignes de passage de la raboteuse nettes. Des lames bouclées ondulées sont utilisées pour simuler diverses surfaces vieillies. Avant de commencer à travailler avec l'avion, il est nécessaire de vérifier l'installation correcte des couteaux. Pour ce faire, retournez la raboteuse et regardez la lame : son tranchant doit dépasser de 0,3 à 0,5 mm au-dessus de la semelle.
Les raboteuses Interskol et Baikal sont de très bonne qualité par rapport aux autres fabricants.
Ajustez les lames si nécessaire. Pour le réglage, les vis de fixation sont desserrées, puis les vis de réglage sont tournées dans différentes directions jusqu'à ce que les couteaux prennent leur place. Après cela, il reste à les réparer. Les nouvelles raboteuses électriques sont généralement préréglées en usine. Ils peuvent être utilisés immédiatement. Mais les réglages doivent être vérifiés périodiquement, car ils peuvent changer au moment où la lame rencontre un nœud ou un clou. Après réglage, l'avion est vérifié sur une barre ou une planche inutile.
Les avions Baikal et Interskol ont des pales très fiables et durables. Ils sont légèrement plus larges que le reste des modèles, leur épaisseur est également légèrement plus grande. Ils sont affûtés de la manière habituelle. L'angle d'affûtage est d'environ 30 degrés. Pour que la qualité du rabotage soit élevée, le tranchant doit être exempt de bavures. Pour ce faire, les couteaux aiguisés doivent être taillés à l'aide d'une meule. Le morceau de fer est installé dans l'appareil et déplacé d'un côté à l'autre. La pression sur la roue ou la pierre à aiguiser doit être minimale afin de ne pas surchauffer la pièce. Grâce à cette manipulation, le couteau recevra un tranchant particulier.





Lors du réglage fin avec l'utilisation de divers types de pierres à aiguiser, l'eau, l'huile, le kérosène sont utilisés comme liquide de refroidissement. Si la pierre à aiguiser a une structure différente de chaque côté, utilisez d'abord le côté à grain grossier, puis le côté à grain fin. La pierre de touche doit être rincée périodiquement afin qu'elle ne devienne pas grasse.
Comment affûter un couteau de rabot
Et ainsi, les deux faces du couteau ayant développé leur ressource de tranchant, nous procédons à l'affûtage. En règle générale, du premier mouvement à la finition du dressage, l'angle de contact entre le couteau et l'outil d'affûtage doit rester inchangé. Le mouvement de l'émeri doit se faire à travers la surface de coupe.
Il existe plusieurs manières :
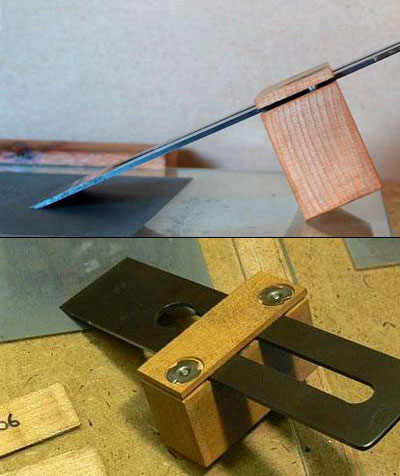
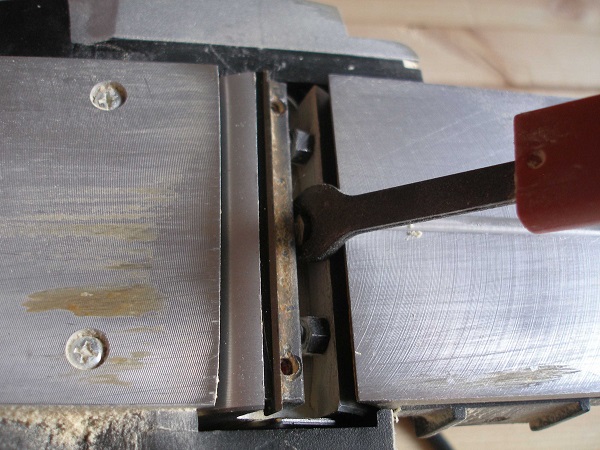
Affûtage manuel avec verrou non réglable
Un dispositif spécial d'affûtage est utilisé - un porte-couteau (gabarit). Avec une force uniforme, nous effectuons des mouvements circulaires le long d'une pierre à aiguiser ou d'une pierre à aiguiser, en prenant soin de traiter l'ensemble du tranchant.

Vous pouvez utiliser du papier de verre étalé sur une surface plane. Cette option ne convient que pour les couteaux courts.
De tels supports sont souvent livrés avec un avion électrique. Un inconvénient important est l'impossibilité d'ajuster l'angle d'affûtage. Les couteaux en métal dur ne peuvent pas être affûtés de cette façon.
Affûtage manuel avec verrouillage réglable
Cette méthode est semi-professionnelle. La qualité de traitement est au plus haut niveau, mais la petite mécanisation n'est pas utilisée. Une butée à hauteur réglable agit comme un dispositif qui fixe l'angle. Pour plus de commodité, il peut être équipé d'un rouleau.

- En déplaçant le couteau longitudinalement sur la surface abrasive, vous pouvez obtenir un traitement de haute qualité.
- La pression est régulée par l'effort de la main.
- Un tel appareil vous permet d'aiguiser des couteaux de toute largeur à la maison, tout dépend de la zone de l'émeri.
La condition principale est une surface parfaitement plane. Il est pratique d'utiliser du verre épais comme substrat.Un papier de verre imperméable humidifié avec de l'eau est fixé dessus. Le processus commence par une fraction grossière, passant progressivement à "zéro". L'angle d'affûtage doit être d'environ 25-30 degrés, il est facile de contrôler la hauteur de la butée.
L'inconvénient de cette méthode est qu'elle prend du temps. Ceci est plus que compensé par la haute qualité du travail. L'affûtage des couteaux en carbure avec cette méthode est presque impossible.
Affûtage manuel avec gabarit d'émeri
Dans ce cas, le couteau est fixé de manière rigide et la pierre émeri a la capacité de se déplacer le long de la surface traitée à un angle constant.
Si vous vous assurez que le sens de déplacement de l'émeri est perpendiculaire à la surface à affûter, le résultat sera de grande qualité. L'une des versions est représentée sur le schéma.

Le processus est laborieux, mais la fabrication de l'appareil ne nécessite en réalité pas de coûts financiers. Il est à noter que cette option n'est pas adaptée à l'usinage d'alliages durs.
Méthodes d'affûtage mécanisées
De petites rectifieuses avec un gabarit réglable sont utilisées. Ils peuvent être achetés au magasin, mais le coût de ces articles est élevé. Par conséquent, la plupart des artisans à domicile préfèrent fabriquer eux-mêmes de telles machines.

A l'aide d'un guide situé le long de l'axe de rotation, le couteau se déplace sur l'émeri sans modifier "l'angle d'attaque". L'affûtage est de haute qualité, les coûts de temps sont minimes. En changeant de cercle, vous pouvez à la fois affûter et modifier les couteaux.

Il est nécessaire d'affûter jusqu'à l'apparition de bavures à peine perceptibles, semblables à du papier d'aluminium. Ils sont enlevés avec une pierre de touche, qui doit être portée le long de l'envers de la coupe parallèlement au couteau.






L'inconvénient de cette méthode est la complexité de la conception et le coût relativement élevé des composants. Dans le même temps, il n'y a aucune restriction, à la fois en termes de taille et de dureté des fraises à usiner.
La dernière étape est le redressement du couteau.
Dans ce cas, la surface est amenée presque à une finition miroir. La netteté du bord est vérifiée avec du papier. Il doit couper comme une lame de rasoir. L'édition se fait de la même manière que la netteté.
Vous pouvez corriger manuellement le tranchant du couteau rabot électrique, voyez comment faire dans cette vidéo.
Seule la granulométrie de l'abrasif doit être pratiquement nulle. L'option idéale est d'utiliser du papier de verre japonais imperméable au stade final, avec un grain de 2000-3000.
Vous pouvez faire briller la surface comme un miroir à l'aide d'une pâte à polir et d'une meule en feutre. Mais ne vous laissez pas emporter par l'apparence, afin de ne pas ternir le bord.
Affûtage des couteaux de rabot électrique
Les principales caractéristiques des couteaux pour raboteuses à entraînement sont leur double face, ainsi que leur travail exclusivement dans le sens du grain du bois. Si les couteaux sont en acier à outils, ils peuvent être affûtés, tandis que les couteaux en carbure devront être remplacés. Lorsqu'une partie du couteau est émoussée, elle est retournée du côté opposé et continue d'être utilisée.
Il existe les versions suivantes de couteaux de rabot électrique :
- Droit - ils sont utilisés pour travailler avec des rainures étroites de produits;
- Arrondi - convient au rabotage de surfaces plus larges;
- Bouclés ou ondulés, qui sont utilisés pour former des surfaces texturées sur le produit.
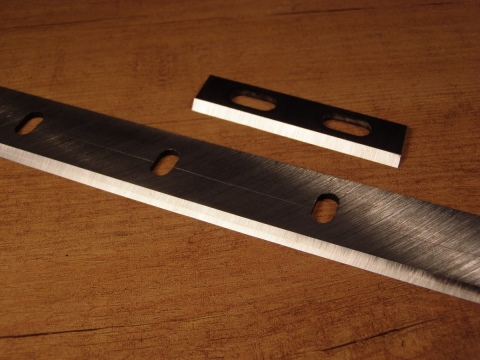
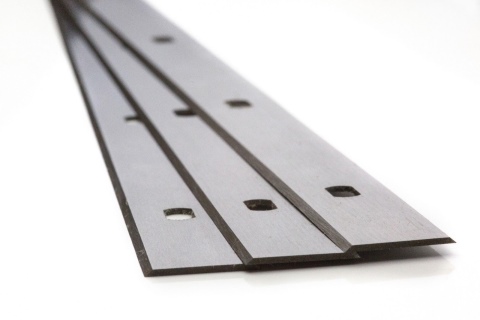
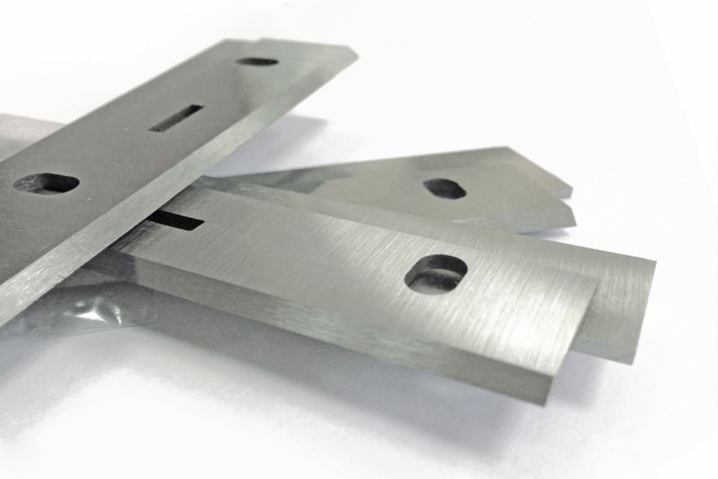
Les couteaux diffèrent également par leur taille, en particulier par leur longueur. Pour les outils importés, la taille standard est de 82 mm, de tels couteaux sont appelés "plaques" en pratique. Cependant, certains fabricants nationaux rendent les couteaux compatibles avec les outils fabriqués à l'étranger. Les raboteuses électriques de puissance accrue (conçues pour travailler avec du bois plus durable) sont équipées de couteaux plus épais d'une largeur de 110 mm. La particularité de tels couteaux est la présence de trous de montage.
Plus le couteau est long, plus il est facile à affûter.
Comme dans le cas précédent, il est important de connaître le matériau à partir duquel le couteau est fabriqué.Le processus d'affûtage des couteaux pour les raboteuses électriques est le suivant
Tout d'abord, l'état actuel de l'arête de coupe est déterminé. Si une bande brillante est clairement visible sur le chanfrein du couteau, un tel outil doit être affûté. Elle est réalisée sous un angle d'affûtage de 30°, à l'aide d'une meule avec un gabarit de guidage, préalablement humidifiée avec de l'eau. Le meulage peut être effectué avec des mouvements alternatifs et circulaires du couteau. Dans la première variante, les mouvements doivent être effectués sur toute la surface de travail de la lame. Le refroidissement est essentiel pendant le processus de meulage : les lames des raboteuses électriques fonctionnent à des vitesses beaucoup plus élevées, et sont donc extrêmement sensibles à une diminution de la dureté. C'est exactement ce qui se passe si le meulage est effectué à l'air normal : l'acier est libéré, et sa dureté chute.

Il convient de noter que tous les modèles de raboteuses électriques sont équipés de supports spéciaux. Après avoir fixé un couteau dans un tel support, il est relativement pratique de l'aiguiser sur une barre de meulage ordinaire. Lors de l'affûtage, l'état de la surface de la lame est contrôlé visuellement : le bord de travail doit avoir une surface miroir.
Après le travail de finition, la surface de la meule ou de la pierre doit être soigneusement nettoyée de la graisse.
Comment affûter un couteau d'avion
La première tentative de redressement du tranchant a montré de bonnes performances du dispositif créé pour l'affûtage des outils de menuiserie, mais a immédiatement souligné ses lacunes, qui ont été admises à la hâte.
Ce qui complique le travail du chariot d'affûtage
A propos de la hauteur du corps
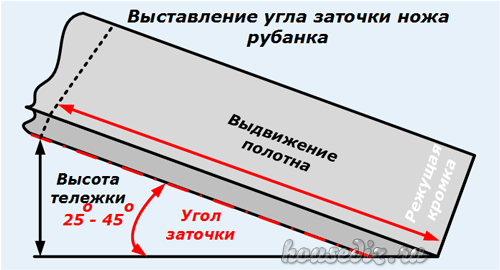
Pour créer un tranchant de haute qualité, vous devez régler correctement l'angle d'affûtage. Il est formé en prolongeant un couteau plan utilisé comme hypoténuse d'un triangle rectangle.

Ce facteur doit être pris en compte lors de la création de la hauteur du chariot. Pour former les coins les plus pointus, j'ai dû pousser le couteau hors de l'aiguiseur autant que possible, et ce n'est pas très pratique.










Par conséquent, lors de la mise en place, j'ai réduit la hauteur de l'appareil au minimum, en coupant une partie du corps. Cela n'a pris que quelques minutes et les possibilités et la convivialité de l'outil se sont étendues.
À propos de la largeur de la distance entre les roues
Ici aussi, une erreur a été commise. Un chariot large nécessite une grande meule ou du papier abrasif de grande surface. Ce n'est pas économique.
J'ai réduit autant que possible la distance entre les roulements à billes et ils ont commencé à s'adapter sur une meule maison que j'ai fabriquée à partir de carreaux de céramique. Avec son aide, il est pratique d'effectuer la finition du tranchant après l'avoir redressé sur une peau à grain grossier.
Autres recommandations
Il est plus pratique de réaliser un corps constitué d'une barre à partir d'une barre à partir de trois composants :
- l'inférieur, qui sert d'axe pour la fixation des roues et est fixé à l'adaptateur supérieur ;
- moyen rectangulaire;
- le haut de la plaque de montage fixe.
L'ébauche inférieure avec roulements peut être rendue plus étroite que la largeur de la lame de rabot et fixée avec des vis séparées à celle du milieu, et les goujons peuvent être placés dans les parties médiane et supérieure. Cela rendra l'outil de coupe plus confortable.
Technologie d'affûtage
Il n'y a rien de difficile dans cette affaire si le couteau de rabot est correctement installé. Son plan des avances doit se trouver exactement sur la surface de la meule au moment où le chariot est en position de travail
Vous devez faire attention à :
- densité et uniformité des surfaces;
- position strictement perpendiculaire du tranchant par rapport au sens de déplacement du chariot d'affûtage ;
- aucun obstacle sur le chemin des roues.
L'affûtage lui-même est rapide. Mon assistant, un élève du primaire, a effectué ce travail simple avec beaucoup d'intérêt, en roulant l'appareil préparé sur une bande de papier de verre uniformément répartie.

Il a obtenu un résultat assez satisfaisant : un plan de biseau tout à fait normal et régulier, mais pas complètement formé en bas.

Il me reste encore un peu de travail pour réparer le défaut indiqué. Puis il a remis en bon état la surface de coupe sur une meule artisanale à grain fin.

La qualité de surface s'est améliorée. Ensuite, vous devez éditer sur du cuir ou du caoutchouc avec de la pâte GOI.
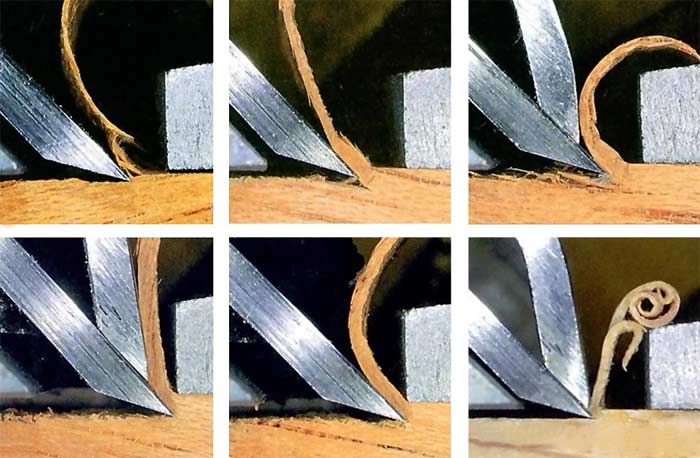
Mais même dans cet état, le rabot a commencé à bien raboter le bois, créant des copeaux fins et uniformes.
Pour terminer la présentation du matériel, je souhaite attirer votre attention sur le fait que les dispositifs d'affûtage des couteaux de rabot, des burins et autres outils de menuiserie ont des conceptions différentes. Les plus simples sont créés à partir d'un bloc de bois ordinaire, dans lequel une coupe d'angle est faite pour attacher la lame de coupe.
Ce bloc est conduit sur une meule. L'affûtage est tout à fait satisfaisant, mais il y a un frottement supplémentaire du bois, qui, de plus, est progressivement meulé. Et dans la conception décrite, les roulements soulagent cette charge.







Le design que je recommande est destiné aux débutants sans expérience pratique. Les menuisiers professionnels utilisent des outils coûteux et de haute précision.
Andrey Yarmolkevich en parle en détail dans sa vidéo "Affûtage du rabot à main".
Biens utiles
- Lames de sculpture sur bois
- Outil d'ouverture de tablette
- Niveau laser pour 3 modes de fonctionnement
Comment fabriquer un appareil pour affûter et affûter un couteau de rabot ou un ciseau de vos propres mains
Si un coin du presse-étoupe dépasse, il est corrigé par un léger coup de marteau sur le presse-étoupe du côté du coin saillant (Fig. 4c).
Après l'installation correcte du morceau de fer, il est finalement fixé avec une cale. La cale ne doit pas être enfoncée trop fort pour éviter de fendre les épaules.
Riz. 4 Réglage du rabot : a - bonne prise en main ; b - réception d'assommer un couteau (morceau de fer); d - fixation du biais du presse-étoupe (vue de face)
Le réglage des charrues métalliques s'effectue à l'aide d'une vis de serrage. Après accord, l'instrument doit être testé sur une planche. Un rabot bien réglé élimine facilement les copeaux, les rabots en douceur, sans rayures ni rayures.
Charpenterie. Cours de maîtrise. Teneur
Conception de couteau
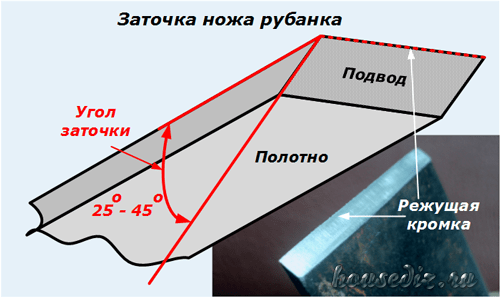
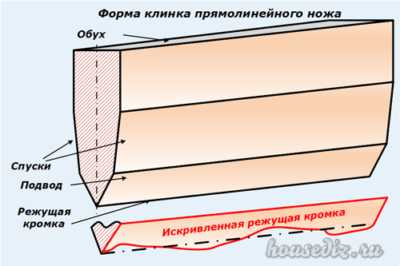
Le rabot à main se compose d'une partie de travail et d'une partie de support. Dans la configuration de la partie travaillante du couteau, il y a :
- Un chanfrein qui se forme à l'arrière de la lame. Il permet de réduire la force de coupe du couteau dans le bois en éliminant le frottement de la partie arrière contre le matériau de la pièce.
- Angle de coupe, qui coïncide dans la plupart des cas avec l'inclinaison acceptée du couteau dans le corps de la raboteuse.
- Le coin arrière du chanfrein lui-même.
- Angle de travail d'affûtage, qui est égal à la différence entre les valeurs de l'angle de chanfrein et l'angle d'inclinaison du couteau dans le plan.
Pour la durabilité de l'outil en question, l'angle de coupe est de la plus haute importance : c'est lui qui détermine la régularité de la surface rabotée, les conditions d'évacuation des copeaux de la zone de traitement et la charge sur la lame.

Lors du choix de la valeur optimale pour un angle donné, les facteurs suivants sont pris en compte :
- Propriétés physiques et mécaniques du matériau traité. En particulier, lorsque la dureté augmente, l'angle doit être augmenté. Pour le traitement des bois tendres (tilleul, tremble, pin, mélèze), il est recommandé de régler le couteau à un angle de 45 ± 5 °, pour les travaux sur bois plus dur (charme, chêne, poirier) - 60 ± 5 °, et lorsque traiter des matériaux encore plus durs - même jusqu'à 80 °. De telles recommandations sont liées à l'action abrasive qui produit le passage des copeaux lorsqu'ils montent de la zone de rabotage ;
- Type de rabotage. Presque tous les types de bois nécessitent un certain angle d'inclinaison de la raboteuse par rapport au plan de la pièce à usiner. Par exemple, un pin est mieux raboté lorsque l'outil est incliné à un angle d'affûtage du couteau à main de 40 ... 50 ° par rapport à l'axe de la planche. Les qualités moins tendres sont traitées à un angle d'affûtage de 25 ... 30 °. Cette technique permet une meilleure qualité de rabotage, mais en même temps le couteau chauffe plus et, par conséquent, s'émousse plus vite ;
- Matériau du couteau et dureté.Les aciers rapides P12 ou même P18 sont les plus adaptés à ces fins (pour cette raison, certains artisans à domicile utilisent des pièces de lames de scie à friction pour fabriquer des couteaux de rabot, qui fonctionnent dans des conditions similaires). Les couteaux de rabot en acier à outils U7 ou U8 ordinaire seront moins durables.
Vérification de l'alignement des lames
Après l'affûtage, le couteau ne doit pas être démarré immédiatement. Il est nécessaire de vérifier et d'ajuster la position de la lame dans la raboteuse. Lorsque les lames ont été traitées et installées, il est nécessaire d'inspecter soigneusement l'avion et d'estimer la distance sur laquelle le couteau se déplace hors de sa position. Les paramètres optimaux sont les suivants.
- La saillie de la lame ne doit pas dépasser 0,5 mm. Si une coupe grossière est nécessaire, l'élément de coupe peut être rallongé de 1 mm.
- Un grand écart produit de gros copeaux. Pour améliorer la qualité du travail, vous devez réduire l'écart entre la surface du bois et la lame. Ensuite, les copeaux seront minimes, ce qui réduira l'usure du métal.
De plus, il convient de garder à l'esprit que lors de la comparaison d'une raboteuse avec d'autres outils, elle différera d'eux par la possibilité de l'utiliser pour un traitement fin. Ceci ne peut être réalisé qu'en ajustant correctement l'emplacement des couteaux dans la conception de l'outil et en choisissant un angle approprié. Lorsque toutes les procédures d'affûtage et de réglage des couteaux sont terminées, il est nécessaire d'évaluer les performances de la raboteuse. Pour ce faire, il vaut la peine d'essayer de traiter la surface du bois. S'il devient lisse pendant le traitement, cela signifie que l'affûtage a été effectué correctement.
Les nuances de l'affûtage d'un couteau de rabot à main dans la vidéo ci-dessous.
Caractéristiques du travail
Les couteaux de rabot sont affûtés à l'angle le plus approprié dans les conditions d'usine, mais lorsqu'il devient nécessaire d'affûter un outil qui a perdu son affûtage, il est nécessaire de préserver les caractéristiques d'affûtage existantes
Si le travail est effectué sans l'utilisation d'appareils appropriés, une attention particulière devra être accordée à la position correcte de la surface affûtée lorsqu'elle est exposée à un abrasif. Mais s'il est nécessaire de modifier l'angle d'affûtage, des dispositifs spéciaux doivent être utilisés ici.
Leur description sera présentée ci-dessous, et ce n'est pas un hasard s'ils sont destinés à un affûtage manuel, car les affûteurs alimentés à l'électricité ne permettent pas d'obtenir des résultats élevés. Des révolutions élevées de la surface abrasive font que la lame traitée après le prochain affûtage devient douce et terne en un temps plus court. Un certain nombre de spécialistes n'ont pas utilisé de meuleuse électrique depuis longtemps pour affûter un outil de leurs propres mains.








Aperçu des espèces
En fonction de la qualité des couteaux de rabotage, la vitesse de l'outil est déterminée, ainsi que le résultat final.
De plus, le type de lame affecte la façon dont la surface est traitée et la forme qui peut être obtenue à la fin du travail. Les fabricants de machines-outils produisent plusieurs types de raboteuses, dont chacune diffère principalement par le type de lame fourni dans la conception.
Si nous classons les raboteuses selon la méthode de traitement de surface, on distingue les types de couteaux suivants.
Direct
Avec leur aide, il est possible de traiter des pièces de petite taille. Si vous le souhaitez, vous pouvez choisir un quartier pour effectuer les travaux nécessaires. Les lames sont classiques droites et coudées pour créer le résultat souhaité.

Arrondi
Ils sont recherchés pour le traitement de surfaces de grande largeur. De telles lames sont utilisées lorsqu'il est nécessaire d'organiser une transition nette et en douceur entre les plans de rabotage.

Frisé
Cette catégorie comprend les raboteuses, dont les couteaux vous permettent d'obtenir des formes géométriques complexes lors du traitement d'une surface en bois. Structurellement, les lames ressemblent aux couteaux des raboteuses classiques, cependant, elles présentent un certain nombre de caractéristiques.En utilisant des couteaux bouclés, une surface ondulée est créée, une imitation de bois "vieilli" est réalisée. Pour déterminer un couteau approprié, les fabricants utilisent des marquages spéciaux que l'on peut trouver sur la surface. Ainsi, lors de l'achat d'une lame, vous pourrez rapidement sélectionner l'option appropriée.

Spirale
Fournir la coupe la plus précise. Ils sont installés principalement dans des modèles légers de raboteuses, qui se distinguent par leur facilité d'utilisation. L'avantage est la possibilité d'ajuster la profondeur de rabotage. Les couteaux intégrés dans la structure de l'équipement de menuiserie diffèrent non seulement par la forme de l'affûtage de la surface, mais également par un certain nombre d'autres paramètres.
