Comment utiliser?
Le fonctionnement de la meule à tronçonner "meuleuse" commence par le respect des règles de montage et de démontage.

Installation
Vérifier la position du contre-écrou inférieur sur lequel repose le disque. Sa fente doit correspondre à la fente de l'arbre du broyeur. Faites glisser le cercle sur l'arbre. Le côté contenant les données de marquage doit être visible.
Visser le contre-écrou supérieur. En le tenant avec votre main, essayez de tourner le disque dans le sens de son mouvement. Lors de la découpe du métal, la différence de sens de rotation du disque et de l'écrou crée un effet d'auto-serrage. Lors de l'installation, il n'est pas nécessaire de serrer l'écrou supérieur avec une clé.


Ramasser
Attendez que la rotation s'arrête complètement. Débranchez le broyeur du secteur. Insérez les « cornes » de la clé spéciale dans les trous du contre-écrou supérieur et appuyez sur le bouton de verrouillage.
Tournez la clé dans le sens antihoraire. Lorsque l'écrou est déplacé (en raison de la force initiale), il peut être dévissé à la main. Toute meuleuse d'angle est équipée d'un connecteur de poignée. Ne travaillez pas avec la poignée retirée.


Sélection de disques à tronçonner
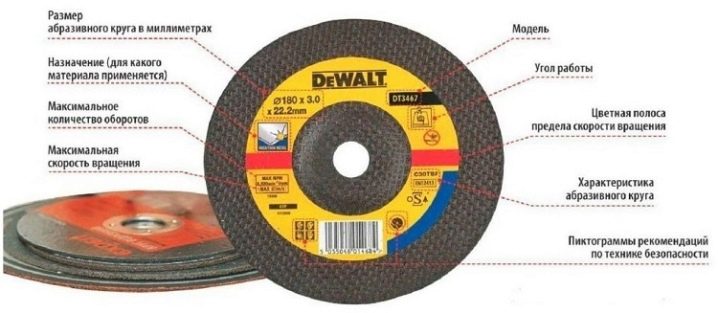
 Les meules de coupe les plus courantes pour le métal sont des outils avec un alésage de 22,0 et 22,23 mm. Cela signifie qu'il convient aux meuleuses avec un arbre de 22 mm. La deuxième taille d'atterrissage standard est de 32 mm, mais la taille extérieure du cercle sera de 300 mm et un outil similaire est utilisé sur les machines. Il existe également des disques avec un trou de 10, 13, 16 mm, mais leur diamètre extérieur est de 50-100 mm et leur utilisation est limitée.
Les meules de coupe les plus courantes pour le métal sont des outils avec un alésage de 22,0 et 22,23 mm. Cela signifie qu'il convient aux meuleuses avec un arbre de 22 mm. La deuxième taille d'atterrissage standard est de 32 mm, mais la taille extérieure du cercle sera de 300 mm et un outil similaire est utilisé sur les machines. Il existe également des disques avec un trou de 10, 13, 16 mm, mais leur diamètre extérieur est de 50-100 mm et leur utilisation est limitée.
Les meules d'un diamètre de 115 sont utilisées sur les meuleuses d'angle de faible puissance. Le disque à tronçonner pour métal pour meuleuses de 125 et 150 mm de diamètre est utilisé pour les meuleuses d'angle de puissance moyenne. Sur les outils professionnels, en règle générale, des meules à tronçonner d'un diamètre de 180 et 230 mm sont utilisées.
Lors du choix d'une épaisseur, ils sont guidés par la règle suivante: plus le cercle est fin, moins d'efforts sont appliqués pour la coupe et moins de temps est passé, et vice versa, plus le disque est épais, plus il faudra de temps et d'efforts. Le rapport de coupe d'un disque mince n'est pas moindre, mais il est plus sûr de travailler avec. Cela est dû au fait que les produits minces ont plus d'élasticité et de capacité à se plier que les cercles épais.
Adapter l'épaisseur des cercles aux diamètres les plus courants.
- Pour un diamètre extérieur de 115 mm, l'épaisseur standard est de 1,0 ; 1.6 ; 2,0 ; 2,5 ; 3.0 ; 3,2 mm avec un alésage de 22,23 mm ;
- Pour D = 125 mm, une épaisseur de 0,8 est prévue ; 1,0 ; 1,25 ; 1.6 ; 2,0 ; 2,5 ; 3.0 ; 3,2 mm et ajustement 13, 20, 22, 32 mm;
- D = 150 mm correspondent à une épaisseur de 0,8 ; 1,0 ; 1,25 ; 1.6 ; 2,0 ; 2,5 ; 3.0 ; 3,2 mm et ajustement 13, 20, 22,23 et 32 mm;
- Avec D = 180 mm, l'ajustement n'est que de 22,23 et 32 mm, l'épaisseur est de 1,0 ; 1,25 ; 1.6 ; 2,0 ; 2,5 ; 3.0 ; 3.2 ; 4,0 mm ;
- La même dimension d'alésage est prévue pour un diamètre extérieur de 230 mm, avec une épaisseur de 1,6 ; 2,0 ; 2,5 ; 3.0 ; 3.2 ; 4,0 mm.
Lors du choix de la dureté, le principe s'applique - plus le matériau à traiter est dur, plus la dureté de l'outil abrasif doit être faible. Pour les disques à tronçonner, la dureté CT1, CT2, CT3 est généralement utilisée - moyennement dure (O, P, Q) ou T1, T2 - dure (T, S). Ce choix apparemment illogique se produit parce que la dureté de la meule signifie la capacité du liant à empêcher les grains abrasifs de s'écailler sous l'action du matériau traité. Si vous choisissez un cercle trop dur, les grains "graisseront" et l'efficacité de coupe sera considérablement réduite.
Bakélite ou Vulcanite ?
 La principale différence entre les meules de coupe sur une liaison vulcanite et leurs homologues en bakélite est que, en raison de la plus grande élasticité de la vulcanite, les produits peuvent avoir une épaisseur plus petite et une productivité plus élevée. Ils sont utilisés pour la coupe fine sans coupure des métaux. Les roues à liant vulcanite peuvent également fonctionner en présence d'émulsions, mais le kérosène les détruit. Le principal inconvénient de la volcanite est sa faible résistance à la chaleur, seulement 160-200 degrés. Par conséquent, avec une augmentation de la charge et de la température, le disque commence à fonctionner moins bien.
La principale différence entre les meules de coupe sur une liaison vulcanite et leurs homologues en bakélite est que, en raison de la plus grande élasticité de la vulcanite, les produits peuvent avoir une épaisseur plus petite et une productivité plus élevée. Ils sont utilisés pour la coupe fine sans coupure des métaux. Les roues à liant vulcanite peuvent également fonctionner en présence d'émulsions, mais le kérosène les détruit. Le principal inconvénient de la volcanite est sa faible résistance à la chaleur, seulement 160-200 degrés. Par conséquent, avec une augmentation de la charge et de la température, le disque commence à fonctionner moins bien.
Les meules à tronçonner sur une liaison bakélite sont plus résistantes à la chaleur, mais avec un fonctionnement prolongé et un chauffage à 250-300 degrés, elles deviennent cassantes et scintillent. Soit dit en passant, il est correct d'installer le disque sur l'instrument de manière à ce que les étincelles volent vers vous pendant le fonctionnement. Ensuite, si le disque est détruit, les fragments voleront dans la direction opposée à celle de vous.
Comparaison par fabricants et prix
À la suite de l'essai des meules de coupe des marques les plus courantes, le coefficient d'efficacité des disques a été déterminé. L'usure de l'outil a été mesurée après une série de coupes, et la résistance à la traction a également été vérifiée, pour laquelle les roues ont été accélérées à une vitesse presque deux fois supérieure à celle déclarée.
Je voudrais ajouter que le marché présente des produits de nombreuses entreprises qui n'ont pas été inclus dans ce test. Traditionnellement, les meules de haute qualité et bon marché sont produites par l'usine d'abrasifs de Kosulinsky, l'usine d'abrasifs de Krasnogorsk et l'ISMA JSC d'Ivanovo. Les disques de marque NORTON ont de bonnes critiques et une catégorie de prix moyenne. Le choix appartient toujours au consommateur, et la promotion et le prix élevé ne sont pas du tout des indicateurs de qualité.
Les variétés et leurs tailles
Les meules à tronçonner ont une section de profil - épaisseur plus petite que les meules. L'œuvre utilise leur extrémité qui, au contact du métal, l'effiloche littéralement. Ce type de disque a deux configurations qui diffèrent en épaisseur : 1,5 et 2 mm. Le trou de fixation central est le même sur tous les types de disques : il correspond au diamètre de l'axe de fixation du broyeur. Il existe une norme unique pour cette valeur sur le continent eurasien. Toutes les meuleuses d'angle à usage général ont le même diamètre d'arbre de montage sur lequel la roue de remplacement est montée.
Les diamètres standard uniformes sont énumérés ci-dessous :
- 115 millimètres ;
- 125 millimètres ;
- 150 millimètres ;
- 230 millimètres.
Il existe des cercles spécialisés conçus pour scier des produits à partir de métaux "à problèmes": tendres, visqueux, à haute teneur en carbone. Pour les distinguer des autres variétés, les fabricants utilisent des codes de marquage. À l'aide d'une telle notation, vous pouvez déterminer quel cercle est préférable d'utiliser :
- pour travailler l'acier - l'acier;
- pour couper l'acier inoxydable - inox;
- coupe de produits en fonte - fonte;
- sciage des métaux tendres - aluminium.

Qu'est-ce que c'est?
Disques de coupe pour "meuleuse" - cercles durs de couleur gris foncé, rugueux au toucher, avec un trou de montage au centre, encadrés par un anneau en acier galvanisé. Ils diffèrent par le matériau de fabrication, la taille, la configuration et d'autres caractéristiques déterminées par le type de travail qui doit être effectué à l'aide de meuleuses d'angle. Dans la pratique de la construction, les cercles pour le métal sont largement utilisés.
L'effet de coupe est créé par des matériaux artificiels à haute résistance, broyés en petits copeaux. L'électrocorindon est utilisé - des composés super durs, réfractaires et chimiquement résistants à base d'oxyde d'aluminium.
Conformément à la finalité du cercle, l'électrocorindon peut être utilisé sur les bases suivantes :
- magnésium-silicium;
- titane boiteux;
- mono-corindon;
- zirconium;
- titanesque;
- chrome.
Disques à tronçonner meuleuse d'angle pour le métal - un consommable qui n'est pas fourni par le fabricant avec la "meuleuse". Le fabricant de l'outil n'est pas responsable de la qualité et de la durabilité des consommables.


Le progrès
Au moment de mettre en marche la "meuleuse", elle doit être maintenue avec l'application d'une force suffisante pour vaincre le couple de démarrage. La meuleuse d'angle libérée des mains au moment de la mise en marche peut nuire à la santé de l'opérateur et endommager les surfaces finies. Gardez la "meuleuse" de travail droite, en évitant une rotation brusque de son corps. Approchez lentement le disque rotatif de la pièce métallique. Immerger sans effort, permettant au propre poids de l'unité de créer le coefficient de friction requis.
Lorsque la meule à tronçonner est immergée dans le matériau à 10-20%, vous devez faire attention à la douceur du sciage.Si la meuleuse d'angle se contracte et essaie de tirer vers l'avant, cela peut valoir la peine de changer l'angle d'inclinaison de son corps ou de réduire la pression du disque sur le métal
Si la pièce métallique présente une contrainte interne, coupez 90 % et terminez le processus à la main. Dans le cas contraire, le relâchement des contraintes métalliques au moment du sciage peut entraîner un grippage brutal de la lame et sa destruction.

Dans la vidéo suivante, vous trouverez des tests de disques à tronçonner pour un broyeur et une comparaison de marques populaires.
Mesures de sécurité
Avant de commencer les travaux, il faut réfléchir à la manière dont la découpe sera réalisée (la position de la "meuleuse" dans l'espace par rapport au site de découpe), déterminer le vecteur direction du flux d'étincelles, qui accompagnera l'immersion de le disque dans le métal. Retirez tous les objets et substances inflammables de la ligne d'allumage. Si nécessaire, couvrir les surfaces finies exposées aux étincelles avec un équipement de protection.
Inspectez l'outil électrique lui-même à la recherche d'eau, de saleté, de sable et vérifiez l'intégrité du cordon d'alimentation. Effectuez un test de fonctionnement pour vérifier que l'unité fonctionne correctement et que le disque de coupe peut tourner librement. Évaluez l'objet à couper : il doit être solidement fixé, ne pas avoir de contrainte de déformation et être éloigné des fils électriques.

Les yeux doivent être protégés avec des lunettes spéciales qui offrent une vue large et claire. Les lunettes avec verres teintés ne sont pas recommandées. La protection faciale la plus sûre est un masque en plexiglas transparent. Si le disque se brise lors de la coupe, ses fragments sont dispersés dans le sens de la force centrifuge initiale à grande vitesse. Ce masque protégera l'avant de la tête d'y entrer. Les organes auditifs ont également besoin de protection. Pour cela, des écouteurs de construction ou des bouchons d'oreille en silicone sont utilisés.
L'équipement de l'opérateur LBM doit répondre aux mesures de sécurité suivantes :
- peignoirs en matériau durable et naturel;
- Les manches modérément amples, mais trop longues sont inacceptables ;
- des gants bien ajustés sur les mains, fabriqués dans un matériau solide pouvant contenir la coupe primaire;
- chaussures fermées avec inserts en composite.
