Classification
- Le mandrin de perçage à changement rapide est utilisé avec une douille interchangeable pour les forets à queue conique ;
- Le mandrin de sécurité pour le taraudage dans les trous borgnes et débouchants a une structure plus complexe. Il se compose de cames d'embrayage, de demi-embrayages entraînés, d'un embrayage principal, d'un ressort et d'un écrou de réglage. Il est utilisé comme support pour les cueilleurs.
- Le mandrin de perçage se compose d'une tige reliée à une pièce cylindrique. Une douille fendue est située entre la pince et la tige à l'intérieur du mandrin.
- Le mandrin de perçage à deux mors saisit la perceuse par l'intermédiaire d'un engagement interne à ressort au sommet du mandrin. Ceci explique sa particularité d'utilisation pour les forets fins et d'utilisation avec de faibles charges sur le foret.

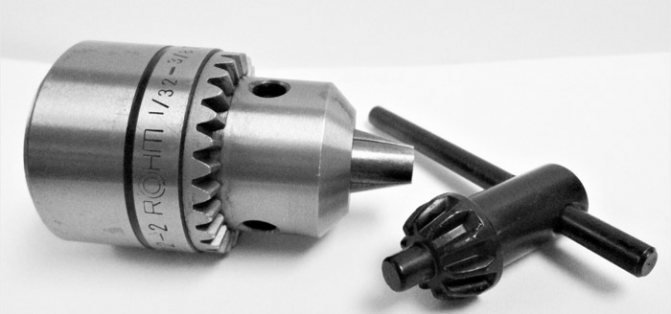
Seuls les mandrins de perçage avec une clé qui ont un cône Morse ont les exigences correspondantes conformément à GOST 8522-79, ayant satisfait à une indication de conformité GOST avec la taille du cône Morse utilisé pour une taille donnée peut être déterminé à partir du tableau. La pince sans clé n'a pas de cône, mais contrairement à son homologue avec une clé, elle possède un filetage intérieur dont la plage est obligatoirement indiquée dans le marquage.
Trois caméras
Le marquage ressemble le plus souvent à ceci (sur les produits des fabricants russes):
- PSK 3-16 parle de la gamme de diamètres de forets en mm;
- km B12 ; B16 ; B18 - indiquant un cône Morse du trou de connexion ;
- GOST 8522-79 - une telle désignation dans le marquage indique sans ambiguïté le respect de tous les paramètres du tableau compilé en 79.
Le marquage sur l'outil de serrage rapide indique uniquement la taille du filetage intérieur et la gamme de diamètres des forets à serrer.
Le mandrin à trois mors pour perceuse, avec fixation de la perceuse avec une clé, est non seulement conforme à GOST 8522-79, mais son cône Morse répond aux normes de SEV 148-75. Ce qui rend les mandrins de perçage, fabriqués en Russie conformément à GOST 8522-79, adaptés aux perceuses de fabricants étrangers fonctionnant conformément aux normes internationales.
Les dimensions conformes à GOST 8522-79 sont des directives strictes pour la conformité de la taille standard dans la plage de serrage et le faux-rond radial autorisé. Dans le même temps, le respect des paramètres de base n'est pas une indication d'une conception spécifique. Les mandrins de perçage peuvent avoir une apparence différente :
- par la forme et la longueur de la partie travaillante ;
- la présence ou l'absence d'un étui de protection en plastique ;
- la méthode de fixation des parties principales de la cartouche les unes aux autres,
- couleur de l'alliage.
Le cône Morse change vers le haut à mesure que le numéro de taille augmente. Les tolérances de faux-rond radial changent avec la dimension.
Par exemple, le cône Morse B16 a des mandrins de perçage de 10 et 13 tailles standard. Ces chiffres correspondent au paramètre supérieur de la pince de perçage, le paramètre inférieur est défini par GOST 8522-79. Le mandrin n°16 est fabriqué avec le cône morse B18 selon le même tableau. Son serrage minimum est de 3 mm, le maximum est de 16 mm.
Le mandrin sans clé doit être sélectionné en fonction des dimensions du trou de fixation et du filetage de la machine. Les mandrins à clé, grâce au cône Morse, ont un avantage. Les adaptateurs coniques permettent d'installer des mandrins avec un cône Morse plus petit ou plus grand sur la machine, augmentant ainsi les capacités de la machine.
Le mandrin sans clé le plus durable, mais aussi le plus cher, est le mandrin de précision à changement rapide. Il est idéal pour une machine à grande vitesse. Les tiges coniques font du mandrin sans clé de précision un outil polyvalent.
PRÉCISION RAPIDE
- Fabriqué en Allemagne.
- Le faux-rond de l'outil fixe est inférieur à 0,040 mm.
- Surface d'atterrissage B16.

| Modèle | mm | tr/min | code de fournisseur | LE PRIX | Disponibilité |
| B16 | 1-13 | 6000 | 305 0656 | 4 738 | en stock |
| B16 | 3-16 | 6000 | 305 0657 | 4 124 | en stock |
EN HAUT
- Le faux-rond de l'outil fixe est inférieur à 0,050 mm.
- Tige conique morse.

| Modèle | mm | tr/min | code de fournisseur | LE PRIX | Disponibilité |
| Morse 2 | 0-8 | 6000 | 305 0582 | 7 434 | en stock |
| Morse 2 | 1-13 | 6000 | 305 0572 | 6 431 | en stock |
| Morse 2 | 1-16 | 8000 | 305 0571 | 7 375 | en stock |
| Morse 3 | 0-13 | 6000 | 305 0585 | 9 558 | en stock |
| Morse 3 | 1-16 | 6000 | 305 0573 | 7 493 | en stock |
| Morse 4 | 1-13 | 6000 | 305 0587 | 10 561 | en stock |
| Morse 4 | 1-16 | 6000 | 305 0574 | 7 493 | en stock |
| Morse 4 | 3-16 | 6000 | P17514 | 6 567 | en stock |
EN HAUT
MANDRIN AUTO-SERRAGE "CPC"
| Modèle | mm | tr/min | code de fournisseur | LE PRIX | Disponibilité |
| À 10 | 0.5-8 | 6000 | 33182 | 2 112 | en stock |
| À 12 | 1-10 | 6000 | P443182 | 2 242 | en stock |
| B16 | 1-13 | 8000 | P3251 | 3 000 | en stock |
| B16 | 1-16 | 6000 | P39993 | 3 200 | en stock |

| Modèle | mm | tr/min | code de fournisseur | LE PRIX | Disponibilité |
| B18 | 3-16 | 6000 | P61121 | 2 320 | en stock |
| B22 | 5-20 | 6000 | P79893 | 2 400 | en stock |
EN HAUT
mandrin de perçage auto-serrant

Queue - 7 : 24-40NT (ISO40) (DIN 2080, GOST 25827 isp. 1) pour machines-outils sans CNC
| Modèle | mm | tr/min | code de fournisseur | LE PRIX | Disponibilité |
| ISO40 | 0.5-8 | 6000 | P16514 | 4 222 | en stock |
| ISO40 | 1-10 | 6000 | P26514 | 4 242 | en stock |
| ISO40 | 1-13 | 8000 | P36514 | 4 000 | en stock |
| ISO40 | 1-16 | 6000 | P46514 | 5 200 | en stock |

Queue - 7 : 24-40BT (MAS 403) pour machines CNC
| Modèle | mm | tr/min | code de fournisseur | LE PRIX | Disponibilité |
| 7 : 24-40BT | 0.5-8 | 6000 | P56514 | 4 222 | en stock |
| 7 : 24-40BT | 1-10 | 6000 | P66514 | 4 242 | en stock |
| 7 : 24-40BT | 1-13 | 8000 | P76514 | 4 000 | en stock |
| 7 : 24-40BT | 1-16 | 6000 | P86514 | 5 200 | en stock |
EN HAUT
BARRES D'ADAPTATION POUR MANDRIN DE PERCEUSE
| Modèle | mm | code de fournisseur | LE PRIX | Disponibilité |
| KM1 / B10 avec pied | — | P98723 | 436 | en stock |
| KM1 / B12 | 6x1 | P40313 | 126 | en stock |
| KM1 / B12 avec pied | — | P78892 | 456 | en stock |
| KM1 / B16 avec pied | — | P09723 | 521 | en stock |
| KM1 / B18 | 6×1 | P50313 | 432 | en stock |
| KM1 / B18 à pied | — | P88892 | 530 | en stock |
| MK2/B10 | 10×1.5 | P27723 | 306 | en stock |
| MK2 / B10 avec pied | — | P19723 | 620 | en stock |
| MK2/B12 | — | 60313 | 320 | en stock |
| MK2/B16 | 10×1.5 | 305 0670 | 973 | en stock |
| MK3 / B16 | M12 | 305 0669 | 1 298 | en stock |
| MK4 / B16 | M16 | 335 0304 | 1 000 | en stock |
| ISO30 / B16 | M | 335 2069 | 3 200 | en stock |
| ISO40 / B16 | M | 335 2070 | 3894 | en stock |
EN HAUT
MANDRIN TOURNANT AVEC CNE INTÉGRÉ MORSE-2, MORSE-3
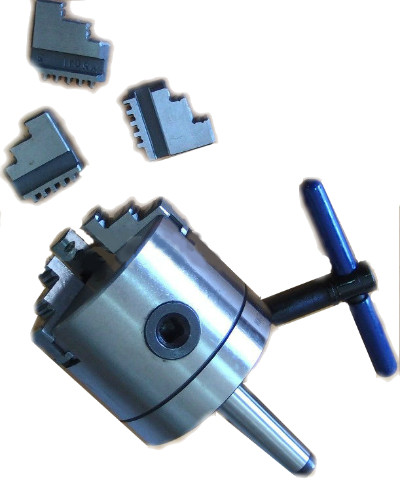
Peut être utilisé dans les cas
1.Comme mandrin de tour pour fraiseuses Pour la fixation à la broche d'une fraiseuse, pour serrer des outils non standard (par exemple, des fraises avec un diamètre de tige supérieur au diamètre de la pince) Et lors de l'installation de l'outil de tournage sur la coordonnée table de la machine (par exemple dans un étau) et en serrant la pièce dans le mandrin, il devient possible d'effectuer des travaux de tournage et d'alésage sur une fraiseuse.










2.Pour le serrage d'un outil ou d'une pièce non standard dans la poupée mobile d'un tour
Pour les travaux de tournage ou d'alésage.
Cames inversées incluses
| Modèle | Cône | code de fournisseur | LE PRIX | Disponibilité |
| 80mm | KM2 | K344 | 8 830 | en stock |
| 80mm | KM3 | K345 | 8 830 | en stock |
| 100 mm | KM3 | K345 | 8 350 | en stock |
| 100 mm | KM2 | K347 | 9 350 | Non |
| 125 mm | KM5 | P79835 | 11 510 | en stock |
EN HAUT
CARTOUCHE UNIVERSELLE "QWER" de 0-15mm
Le faux-rond de l'outil fixe est inférieur à 0,060 mm.
Le puissant mécanisme à crémaillère et pignon offre un ajustement sûr
- Mâchoires de fixation en acier qui s'emboîtent sur toute la longueur du mandrin comme des ciseaux à guillotine.
- Atterrissage VT-16 sur n'importe quel cône
- le principe de fonctionnement est similaire à celui d'un mandrin de tour autocentrant à 4 mors, serrant l'outil avec 4 points.
- Vue de face
- Mandrin universel 2 mors
- Il peut être utilisé dans les cas :
- 1-pince de pièce ou tige non standard 0-15mm
- Pince à 2 tarauds avec tige carrée, ronde et hexagonale
- Outil d'usinage à 3 pinces
- APPLIQUER DANS LES TOURS ET LES FRAISEUSES
| Modèle | Cône | code de fournisseur | LE PRIX | Disponibilité |
| 0-15 mm | BT16 | K3440 | 5 800 | par ordre |
Clé incluse
EN HAUT
PAGES À VOIR
Comment choisir une pince de serrage
La première chose à considérer lors du choix d'un tel mandrin est sa fixation à la broche. Il peut être installé directement sur la broche à l'aide d'un adaptateur approprié ou vissé sur le filetage.
Ensuite, nous regardons les dimensions de la bride. Le diamètre de la bride pour la connexion ou les paramètres du cône Morse aideront ici. Si vous ne connaissez pas ces indicateurs, vous ne pourrez pas trouver la cartouche nécessaire et, par conséquent, il n'y aura aucune possibilité de fonctionnement de haute qualité de vos outils.
Et enfin, le nombre de cames dans l'outil. Selon le but des outils, ils peuvent avoir de deux à six cames dans un ensemble. Vous pouvez également prendre un outil alliage dur ou mou, pour certains types de travaux, avec des caractéristiques techniques différentes.
Apprendre à retirer les mandrins filetés des perceuses et des tournevis nuances importantes
Tout d'abord, il convient de noter que selon le type de fixation des éléments considérés sur l'arbre des outils électriques, ils sont classés en filetés et coniques. Les dispositifs filetés sont plus populaires, mais les dispositifs coniques sont considérés comme fiables. Les supports coniques sont utilisés sur les perceuses et les perceuses.
S'il y a une cartouche filetée sur la perceuse, il ne sera pas difficile de la retirer si vous connaissez une caractéristique principale. Avant de retirer le mandrin de la perceuse, vous devez savoir qu'il est vissé de manière non standard. Pour retirer un tel élément d'une perceuse ou d'un tournevis, vous devrez suivre les instructions ci-dessous :
Desserrer les mâchoires au maximum pour ouvrir l'accès à l'intérieur de l'élément
La vis de fixation est située à l'intérieur. Cette vis a un filetage non standard - gauche
Pour le dévisser, vous devez appliquer une force non pas à droite, mais à gauche.
Les vis ont une conception de tête différente, donc pour savoir quel tournevis vous devez dévisser, vous devez mettre en évidence et regarder à l'intérieur de l'appareil
Si l'appareil est dévissé du tournevis, il est alors très important de tourner le cliquet ou le régulateur de force au mode maximum. Si cela n'est pas fait, le mandrin ne peut pas être dévissé de l'arbre.
Cependant, cela s'applique aux tournevis
Après avoir dévissé la vis, il reste à tordre le mandrin de la perceuse. Il se dévisse vers la gauche (c'est à dire normal)
S'il n'y a pas de vis de fixation à l'intérieur du mandrin, alors pour démonter la pièce, il vous suffit de dévisser la pièce de l'arbre. Pour ce faire, vous avez besoin d'une clé plate "14", ainsi que d'une clé à pipe, et mettez un peu d'effort physique. Une clé à fourche fixe l'arbre entre le corps de l'outil et le mandrin, et l'élément torsadé lui-même tourne vers la droite avec l'outil de tuyau.
Lors de l'exécution des travaux, il est recommandé d'utiliser de la graisse WD-40. De cette façon, les appareils sont retirés sur de nombreuses perceuses et tournevis. Cependant, il existe des organes exécutifs qui ont une conception de connexion conique. Comment les dispositifs de type cône sont supprimés, nous examinerons plus loin.









Vues
Il existe plusieurs types de mandrins à pinces avec mors à l'intérieur :
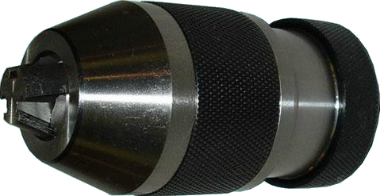
- serrage rapide;
- clé (couronne d'engrenage);
- mini-cartouches.


Les dispositifs de serrage rapide sont utilisés sans clé supplémentaire, ce qui est leur principal avantage. L'utilisateur a la possibilité de changer le mandrin rapidement et sans outils supplémentaires. Le serrage se fait automatiquement, ce qui permet de réduire considérablement le temps de changement de buse.


L'inconvénient du mandrin est l'instabilité avec une utilisation prolongée. Au fil du temps, le mécanisme se desserre et ne peut plus fournir le niveau de fixation requis, ce qui entraîne la rotation des tiges rondes.
Les mini-mandrins, qui sont installés sur une petite perceuse ou une perceuse, ne sont pas moins demandés aujourd'hui. Le plus souvent, les bijoutiers utilisent de petites cartouches.
Ces principaux types ont des sous-espèces :
- auto-serrant;
- tournant;
- angulaire;
- avec cône morse;
- avec un cliquet.


Par le type de fixation, la cartouche peut être :
- conique;
- fileté.

L'auto-verrouillage, comme le verrouillage rapide, a ses propres avantages : vous n'avez pas besoin de clé pour l'utiliser. Contrairement au second, où le serrage se fait automatiquement, avec un mandrin auto-serrant, vous devez utiliser votre main. A la main, l'utilisateur pousse l'élément vers lui, desserrant ainsi la fixation, et vous pouvez retirer la buse. Cette position est maintenue jusqu'à ce qu'un autre foret soit placé, puis relâché, et le mandrin fixe à nouveau la buse en la maintenant fermement. Dans la conception, un bloqueur joue le rôle d'un embrayage.

Le mandrin conique est mis en place sans utiliser de filetage, respectivement, le mandrin fileté est vissé sur la tige. C'est leur principale différence.
Le mandrin de tour peut être manuel à trois ou quatre mors, ainsi qu'à deux ou trois mors mécaniques.Certains modèles sont auto-centrants. Ils sont installés sur la bride avant de la broche ou sur la bride d'adaptation.
Le coin est utilisé lorsqu'il est nécessaire de faire un trou à un angle d'exactement 90 degrés ou dans un endroit difficile à atteindre. Cela ressemble à une buse spécialisée avec une cartouche clé dans la conception.

L'élément conique Morse est utilisé pour l'équipement avec une fixation appropriée. L'équipement doit nécessairement être conforme aux exigences de GOST. L'objectif principal est de réduire le faux-rond radial du foret et la distance à laquelle le foret est fixé dans le mandrin. Il est obligatoire que les dimensions du cône sur l'outillage et à l'intérieur du mandrin coïncident.
Peu d'utilisateurs savent ce qu'est un mandrin à cliquet et quelle est sa particularité. Le cliquet dans la conception est utilisé pour ajuster le couple
C'est grâce à elle que l'utilisateur a la possibilité d'ajuster la profondeur à laquelle la perceuse entre ou la vis est vissée, ce qui est très important lorsque l'on travaille avec des cloisons sèches, lorsque vous pouvez facilement passer la vis à travers
Pour plus d'informations sur le type de mandrins de perçage, voir la vidéo suivante.
Applications des mandrins à pince
L'élément structurel principal du mandrin à pince de serrage est un manchon à pétales élastiques, dont le nombre peut être différent. Ainsi, pour le serrage de pièces dont le diamètre ne dépasse pas 3 mm, des mandrins à trois pétales sont utilisés lors du traitement de pièces d'un diamètre allant jusqu'à 80 mm - avec quatre pétales, plus de 80 mm - avec six. Pour le traitement de pièces de très petits diamètres, des mandrins sont utilisés, dans lesquels les pinces sont élevées à l'aide de ressorts spéciaux. De plus, il existe des modèles de mandrins à pinces, qui sont équipés d'inserts remplaçables de différentes tailles, sélectionnés en fonction des paramètres géométriques de la pièce à traiter.










Les pinces de serrage sont utilisées non seulement pour fixer les pièces à traiter, mais également pour y fixer l'outil utilisé, qui peut être une fraise, une perceuse ou un taraud. La tige de l'outil est fixée par les éléments de serrage de la pince remplaçable, qui est maintenue dans la partie intérieure du mandrin par un écrou spécial. Un tel dispositif fonctionne selon le principe suivant : lorsque l'écrou est vissé sur la pince de serrage, qui est réalisée sous la forme d'un cône inversé, cet élément est aspiré dans le trou du mandrin, assurant ainsi une compression serrée et fiable de la tige de l'outil qui y est installée.

Jeu de pinces avec écrou et bague de retenue pour routeur Sparky
Parmi les avantages des mandrins de serrage pour une fraise, qui les ont rendus très populaires et demandés sur le marché moderne, il convient de souligner les suivants :
- simplicité de conception;
- facilité d'utilisation;
- haute fiabilité de la fixation des pièces et de la tige de l'outil.
De plus, les mandrins à pince garantissent un faux-rond minimal à la fois de l'outil et des pièces qui y sont fixées. Ceci s'explique par le fait que les corps de rotation installés dans une telle cartouche sont parfaitement centrés. La commodité et la facilité d'utilisation sont également garanties par le fait qu'il n'est pas nécessaire d'utiliser une clé spéciale et d'autres dispositifs supplémentaires pour l'activer.

Mandrin à pince ER20 pour fraises avec diamètre de la tige 8 mm
Bien entendu, comme tout appareil technique, les pinces de serrage présentent des inconvénients. Le plus important est que le diamètre de la pièce ou de la tige de l'outil pour la défonceuse dépend directement du diamètre de travail de la pince elle-même. Ainsi, pour des outils et des pièces de diamètres différents, il est nécessaire de sélectionner des pinces de tailles différentes.
L'un des domaines d'application les plus notables des mandrins à pince est l'équipement des machines à poupée mobile, où ils fixent la pièce à usiner.Sur de telles machines, en règle générale, des pièces de diamètre pas trop grand sont traitées, ce qui permet d'utiliser des dispositifs de serrage à pince pour les fixer. Pendant ce temps, les pinces de serrage utilisées pour équiper de telles machines automatiques diffèrent dans leur conception des mandrins de serrage utilisés sur les équipements de tournage. Les machines coulissantes sont souvent équipées de deux types de pinces, dont l'une, comme mentionné ci-dessus, sert à fixer la pièce à usiner, et la seconde à fixer la tige de l'outil utilisé.
Comment choisir le bon jeu de pinces
Lors de l'achat d'un jeu de pinces de serrage pour une défonceuse manuelle, vous pouvez rencontrer le fait que les pinces ne seront pas de très haute qualité. De plus, ils peuvent ne pas correspondre aux diamètres de tige des outils qu'ils sont censés contenir. De telles situations, malheureusement, ne sont pas très rares et sont particulièrement typiques des cas où un ensemble bon marché ou des produits de fabricants peu connus sont achetés. Le seul moyen de sortir de telles situations est l'achat d'un nouveau jeu de pinces pour la fraise.

La pince doit correspondre à la broche de la toupie et la pince doit correspondre à ce mandrin. Les pinces ont souvent des angles de convergence différents des cônes et ne s'adaptent qu'à "leur" écrou de serrage
Afin de ne pas faire face au problème de l'achat de pinces de qualité inadéquate et de taille inappropriée pour un routeur, il est préférable d'opter pour des produits de fabricants de confiance. Si cela n'est pas possible, il est nécessaire de vérifier soigneusement les pinces incluses dans le kit, pour leur conformité avec la qualité requise et les dimensions standard de l'outil de défonceuse.
Autoproduction
Une petite perceuse est idéale pour travailler le bois, le métal et les plastiques, et pour fabriquer une variété de cartes de circuits imprimés. Il doit être équipé d'une attache de type mini-pince prête à l'emploi. Mais si ce n'était pas à portée de main, vous pouvez facilement le faire vous-même. Ici, vous aurez besoin d'un fer à souder, d'un fil d'acier d'un millimètre d'épaisseur et de soudure. De plus, le processus de fabrication se déroule selon le schéma suivant :
- Nous tournons une spirale hors du fil. Son diamètre doit être égal au diamètre de l'arbre du moteur électrique et de la perceuse avec laquelle il faudra travailler;
- Nous soudons la spirale. La haute qualité est assurée par le flux de soudure ou des options similaires ;
- Ensuite, nous mettons la spirale sur l'arbre - et le mini-mandrin pour notre perceuse est complètement prêt.
 Les mandrins à pince faits maison sont parfaits en l'absence de pinces prêtes à l'emploi pour les perceuses et si vous avez les compétences appropriées pour fabriquer vous-même de tels mécanismes. Ils deviendront indispensables dans le ménage, lorsqu'un travail avec des détails spécifiques est requis, et les pinces prêtes à l'emploi peuvent ne pas convenir à certaines caractéristiques.
Les mandrins à pince faits maison sont parfaits en l'absence de pinces prêtes à l'emploi pour les perceuses et si vous avez les compétences appropriées pour fabriquer vous-même de tels mécanismes. Ils deviendront indispensables dans le ménage, lorsqu'un travail avec des détails spécifiques est requis, et les pinces prêtes à l'emploi peuvent ne pas convenir à certaines caractéristiques.
La pince est un élément important dans les tours de diverses modifications. Avec son aide, vous pouvez effectuer des travaux sur le traitement et le fraisage de pièces en métal et en plastique. De plus, vous pouvez facilement le fabriquer vous-même en utilisant des matériaux de récupération. La variété de ces mécanismes disponibles aujourd'hui vous permet de choisir le modèle de serrage optimal pour vos besoins personnels.
Il est également très important de prendre en compte la manière dont il est fixé à la broche et la taille de la bride, car sans eux, il sera impossible de saisir la pince. Travail réussi avec différents types de pinces !
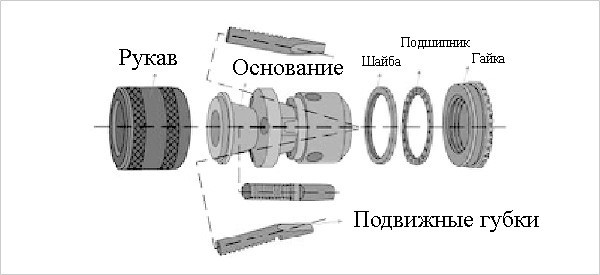








Schéma de fonctionnement avec support à changement rapide
Le changement d'outil de coupe peut se faire sans arrêter la rotation de la broche. Le mandrin a une conicité d'alésage qui correspond à la conicité de la tige. L'outil est inséré avec un manchon remplaçable, il a 2 rainures, et à l'intérieur du corps, le mandrin de perçage à changement rapide a 2 billes et des évidements pour eux. L'alignement des rainures sur le manchon remplaçable à billes assure la fiabilité du serrage de l'outil dans le support.

Les attaches sont fixées avec une bague de serrage externe.Lors du changement de foret, la bague monte jusqu'en haut, ouvrant les rainures où, lorsque le manchon est retiré, les attaches de fixation en forme de boule sont enfoncées. L'insertion du manchon s'effectue également avec la bague extérieure relevée. Lorsqu'il est abaissé, les billes sont alignées avec les rainures du manchon et sont enfoncées vers l'intérieur.
Pour éviter le desserrage spontané de l'outil pendant le travail, le mandrin à changement rapide est équipé d'une bague de retenue. La rotation est transmise de la broche au foret au moyen du cône de la tige au manchon, qui est maintenu de manière fiable par des billes dans le corps. Il s'agit d'un dispositif de forage à alimentation verticale. Pour une perceuse horizontale, la bague de fixation à bille est équipée de ressorts qui ferment les trous du corps, les empêchant de tomber dans les trous, ce qui entraînerait un dégagement périodique du manchon de différents côtés.
Pour accélérer le travail, les exercices sont préparés avant de commencer. Ils sont fixés dans des manchons remplaçables correspondant à la taille interne du mandrin et se déplient dans l'ordre d'utilisation. Un mandrin à changement rapide à double mors est utilisé pour percer de grands trous. Le principe de fonctionnement est le même, mais le serrage rapide à trois mâchoires a (selon GOST) moins de possibilités pour la taille de serrage maximale.
Le mandrin auto-serrant, ainsi que le mandrin à serrage rapide, sont conformes à GOST conformément au cône Morse avec la plage de serrage. De plus, les deux catégories de mandrins peuvent être qualifiées de serrage rapide, mais seuls ceux qui fixent le foret avec un écrou sur le corps, sans utiliser de clé, sont à serrage automatique. B16 et B18 sont les cônes les plus couramment utilisés pour tous les types de mandrins sans filetage. Le mandrin auto-serrant a un degré de battement différent. Avec une augmentation du cône Morse, sa valeur admissible augmente, quelle que soit la précision de la machine elle-même.
Machine de tournage n°1. Cône morse #2, mandrin de perçage - DRIVE2
Ici, c'est mon chéri pour 30 roubles :) Le principal casse-tête, ce sont les blancs. Mais il est intéressant d'essayer comment il rongera l'acier normal. J'ai pris un boulon de moyeu, il a une classe de résistance de 10,9 et en général ils sont de très haute qualité. Il est en acier trempé et revenu. Il est inutile de percer de leurs mains avec une perceuse - seulement pour gratter.
Donc, ce gamin chinois ronge un millimètre par passe, et vous pouvez attraper un mode sans vibrations - mais vous avez besoin d'une alimentation en liquide de refroidissement, j'ai immédiatement surchauffé le cutter. Et ce sont des incisives avec Ali, pas aiguisées. Ensuite, nous sommes allés avec une connaissance, et il a eu un sabbat en « affûtage » et il les a affûtés pour moi, woo ! c'est le truc. Oui, bien sûr, il manque de rigidité, mais avec des incisives pointues, même un bon acier peut être affûté.
Bien sûr, je n'ai pas réussi à couper - j'ai cassé le cutter :) L'ensemble que j'ai jusqu'à présent est le moins cher.

Pour être honnête, je ne sais pas pourquoi je l'ai acheté - je le voulais. L'autre jour, ma vieille perceuse cassée est tombée dans une grange. Nous en prendrons une cartouche. Il est nécessaire de faire uniquement du cône morse n° 2, avec un filetage pour la cartouche.
Nous attrapons le coin. À propos, le centre arrière serré du kit n'a atteint que cent mètres carrés, il s'agit de la précision de la broche et du mandrin (je n'ai pas rectifié les cames, bien sûr).
Mais la rigidité ... le mandrin peut être désactivé à la main d'une centaine de mètres carrés 5 - et que vouliez-vous d'un tel stock de matériaux de construction du magasin ? Et j'en ai aussi trouvé un rond - charnières de garage :)) Bien qu'un ami ait toujours des connexions à l'usine, peut-être qu'ils attacheront des pieds utiles.
 Avez-vous ri ? Mais ce cône COLLE ! J'étais heureux comme un enfant. La dernière fois que j'ai été si heureuse, c'est probablement lorsque la cuisine a commencé à fonctionner. Et j'ai encore été trollé sur cette machine uniquement pour affûter les rondelles. Aha rondelles, il suffit de couper le plus de douleur dessus
Avez-vous ri ? Mais ce cône COLLE ! J'étais heureux comme un enfant. La dernière fois que j'ai été si heureuse, c'est probablement lorsque la cuisine a commencé à fonctionner. Et j'ai encore été trollé sur cette machine uniquement pour affûter les rondelles. Aha rondelles, il suffit de couper le plus de douleur dessus
Cette machine ne sait pas couper un fil de pouce, mais dans le mandrin c'est un fil de pouce.Par conséquent, nous affûtons le boulon pour un ajustement transitoire dans le filetage de la cartouche. Et bien sûr la soudure ! :) J'ai oublié de prendre une photo, probablement pas tout à fait clair. Le cône est usiné à partir d'un écrou très haut, un boulon y est enveloppé, au verso il est usiné pour un ajustement de transition (nous le centrons) et qui ne tournerait pas - soudage.
Mais je ne suis pas un vrai soudeur, donc j'ai perdu 5 acres, mais il n'y a pas de moletage
Ne frappe pas
Donc, même pour une perceuse, c'est sur le côté, pas comme pour un mandrin stationnaire.
Eh bien, testons une perceuse 10k, je suis en train d'aléser un écrou - la pire chose en termes de démarrage. Alors la perceuse dans le mandrin a tourné, mais pas mon cône !
Il existe des cadrans sans décalage zéro. Goujon l'a changé en rouage pour qu'il puisse se déplacer au moins jusqu'à zéro.
Par conséquent, la première chose que j'y mets est le scrutateur. Eh bien, il y a aussi une CNC, au moins un "engrenage électronique". Car tous ces engrenages en plastique, en essayant de couper avec un ciseau émoussé, ont déjà dérapé (la guitare n'est pas très rigide), les dents sont toujours vivantes.










Fixation de la pince à la machine et aux outils à main
La fixation et le centrage de la pince sont effectués sur la broche du tour. A noter que les diamètres des cartouches et leurs modes d'installation sont standardisés. Les conceptions d'extrémité de broche les plus courantes comprennent les fixations de type C et de type D (verrouillage à came). De plus, pour installer des mandrins à pince, des brides et des plaques frontales sont souvent utilisées, qui sont situées sur la broche.
Nous allons maintenant vous expliquer comment centrer la pince sur l'arbre moteur d'un outil à main (perceuse électrique). Le réglage s'effectue dans deux plans, tandis qu'au début le battement est éliminé dans un plan, puis dans l'autre. L'avancement des travaux:
-
Fixez la perceuse à la table (en position allongée).
-
Tournez le mandrin jusqu'à ce que la paire de boulons souhaitée soit parallèle à la table.
-
Faites pivoter le mandrin de 180 degrés et fixez la déviation du mandrin.
-
Éliminez le faux-rond en serrant et desserrant quelques vis.
Faites de même avec la deuxième paire de vis. Pour rendre la déviation dans deux plans plus perceptible, utilisez une longue perceuse.