Quand l'affûtage est-il nécessaire ?
Si les perceuses à bois peuvent être utilisées longtemps tout en restant tranchantes, les outils en métal deviennent très rapidement inutilisables. Bien entendu, un artisan expérimenté identifie un foret émoussé à l'œil nu ou par son tout premier contact avec la surface métallique. Si vous êtes débutant, vous pouvez déterminer le besoin d'un outil d'affûtage par les signes suivants :
- en cours de forage, il y a un craquement et un sifflement;
- l'outil chauffe beaucoup plus vite que d'habitude;
- la qualité du trou est faible - il y a des entailles et des bavures;
- les copeaux sortent d'une seule rainure en spirale (ce signe peut également indiquer un affûtage incorrect).
Gardez à l'esprit qu'en travaillant avec une pointe émoussée, vous vous mettez en danger, car elle peut se casser. Dans ce cas, des parties volantes de celui-ci peuvent causer des blessures graves. De plus, la perceuse peut "mordre". Dans une telle situation, si la perceuse est puissante ou si vous travaillez sur une machine, la pièce vous est arrachée des mains, ce qui se termine souvent par des blessures. Par conséquent, il ne doit en aucun cas être serré avec un affûtage ou un changement de pointe.
Comment affûter correctement une perceuse à la maison
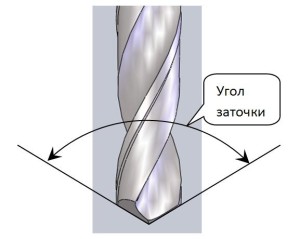
Pour l'acier, l'angle est de 140 degrés.
120 degrés est l'angle optimal pour la plupart des perceuses.
Angle d'affûtage des forets à bois
Familiarisons-nous avec le forage d'un arbre. Pour le perçage manuel des matériaux en bois, une perceuse et une entretoise sont utilisées, à l'aide de mandrins (serrage) de certaines formes.
Notez que les perceuses à vis manuelles sont souvent utilisées pour percer des trous d'un diamètre de 5 mm.
Lors du perçage, tenez compte de la dureté du bois, de l'emplacement des fissures, de la profondeur de perçage, de la présence de clous et d'autres matières étrangères.
Si le diamètre du trou est grand, alors il vaut mieux percer les centres à l'avance avec des forets fins pour que le foret ne change pas de direction, et si le bois est fragile, il est conseillé de faire un fraisage.
S'il y a des trous traversants, il est nécessaire de faire un certain obstacle lorsque le foret sort, par exemple, d'un morceau de bois.
Rappelles toi! Que lors du perçage, vous ne pouvez pas diriger l'outil de votre côté. Considérez attentivement l'état de la perceuse, l'alignement de la perceuse dans le mandrin. Utilisez ces directives pour la sécurité personnelle et l'efficacité matérielle.
Si, au cours du travail, des particules du matériau affûté pénètrent dans les yeux, consultez immédiatement un médecin.
Si le perçage est effectué dans le bois, vous ne devez pas vous soucier du tranchant de la perceuse, car la perceuse sert longtemps sans affûtage systématique.
Cependant, lorsque vous travaillez avec du métal, le tranchant de la perceuse joue un rôle important, car le métal ne peut être percé qu'avec une perceuse tranchante.
Ainsi, angle d'affûtage d'une perceuse à bois sera de 140 degrés.
Angle de perçage pour le métal
Par exemple, pour les métaux de type dur, il est acceptable angle de perçage environ 120 degrés, pour les métaux plus tendres - 90.
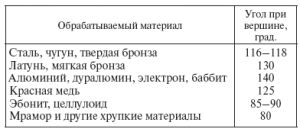
Si vous devez travailler avec du bronze tendre, l'angle au sommet sera égal à 120-130 degrés cuivre rouge - 125 aluminium -140 plastique - 90-100 matériaux cassants -140.
L'angle d'affûtage ne peut pas être le même pour tous les matériaux !
Ainsi, l'angle d'affûtage du foret est défini en fonction des caractéristiques du matériau (en tenant compte de sa plasticité et de son état).
Ainsi, plus le matériau est doux, plus l'angle d'inclinaison est grand.
Cependant, ce principe s'applique à la production.
A la maison, lorsqu'un même foret est utilisé pour de nombreux matériaux, l'angle d'inclinaison dépend du diamètre du foret et varie de 19 à 28° pour des forets d'un diamètre de 0,25 à 10 mm.
Variétés de forets pour le bois
En règle générale, les perceuses de qualité sont utilisées par des artisans expérimentés qui ont besoin de différents types de produits pour créer des trous dans le bois. Ceux-ci peuvent être des trous, par exemple, pour des pointes, des boulons ou des broches.De plus, le processus de perçage lui-même peut être de qualité très diverse, ce qui entraînera des réflexions sur la manière d'affûter correctement le foret après l'opération et s'il devra être affûté du tout.









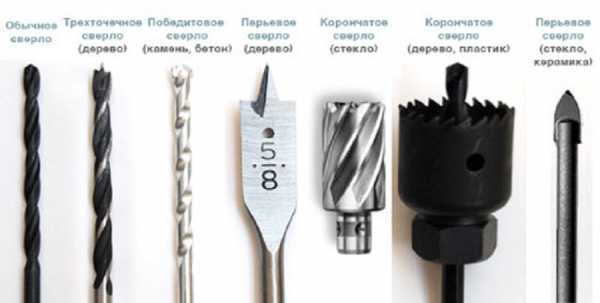
Les types de forets les plus courants aujourd'hui sont : les forets à vis, hélicoïdaux, à plume, à centre, à anneau et Forstner.
Vis
Si vous devez percer un arbre à travers les fibres, sans vous demander encore une fois comment affûter une perceuse sur un arbre, alors une perceuse hélicoïdale avec un fil fin au bout vous sera utile. Ils peuvent mesurer jusqu'à 50 millimètres de diamètre. Une forme de vis spéciale aidera à éliminer les copeaux du lieu de travail à temps et ainsi à ne pas surchauffer la tige. Selon la profondeur de trou requise, des forets plus longs qu'un centimètre peuvent être achetés, avec une taille minimale de 400 millimètres.
 Forets hélicoïdaux pour le bois
Forets hélicoïdaux pour le bois
Spirale
Le produit en spirale est immédiatement reconnaissable par la spirale fraisée parfaitement rectifiée avec une pointe acérée pour empêcher tout mouvement latéral de la tige pendant le fonctionnement. C'est grâce à la forme en spirale que les trous sont facilement percés dans les structures de placage. Les forets correspondants atteignent 52 millimètres de diamètre, et le plus petit peut être trouvé à 3 millimètres. Pour viser avec précision le site de forage prévu, la queue du produit est équipée d'une forme conique, ce qui donne beaucoup de commodité.
Si, lors de l'achat, le choix s'est porté sur des forets hélicoïdaux, vous devez toujours vous rappeler la relation entre le diamètre du produit et le nombre maximum de tours qu'il peut produire. Sinon, la durée de vie du produit sera considérablement réduite. Si vous devez usiner des surfaces en bois dur, il est préférable de régler un maximum de 900 tr/min avec un diamètre de perçage de 14 millimètres ou moins. Mais pour le bois tendre, vous pouvez régler 1800 tours sur l'outil de perçage.
 Jeu de forets hélicoïdaux pour bois
Jeu de forets hélicoïdaux pour bois
Pérovs
Le type de perceuse le plus courant est la perceuse à plumes. C'est lui qui suggère comment affûter une perceuse à plumes pour le bois et est le plus souvent utilisé dans les travaux de réparation et de construction. C'est le plus pratique et a différents diamètres.
Il n'a qu'un inconvénient important : une telle forme du foret ne facilite pas l'évacuation des copeaux et le processus de perçage devient beaucoup plus compliqué, surtout lorsqu'un trou de grande profondeur est requis. C'est pourquoi les experts recommandent d'utiliser ce type de perceuse lors du travail avec des panneaux à base de bois ou des planches épaisses, où le processus de perçage se déroulera le plus efficacement possible.
Un type spécial de pointe pour une perceuse à plumes ou un produit similaire avec une rallonge peut corriger la situation. Cette rallonge a une forme hexagonale et peut être utilisée pour d'autres types de perceuses. Dans ce cas, le diamètre du trou final peut atteindre jusqu'à 52 millimètres.
 Forets à bois
Forets à bois
Centre et anneau
Mais les forets à centrer sont utiles pour créer parfaitement même à travers des trous dans une surface en bois. En règle générale, ces produits se présentent sous la forme d'une tige de 50 mm (minimum - 12 mm) avec un bord tranchant en bas, atteignant une longueur allant jusqu'à 150 millimètres. Bien sûr, vous ne pourrez pas faire des trous assez profonds. Les forets qui ressemblent à une couronne ou à une bague avec des dents conviennent pour cela. Ils sont généralement vendus sous la forme d'un ensemble complet de mèches avec un foret central et une seule base.
Forstner perceuses
Lorsqu'il s'agit de rénover ou de créer des meubles, plutôt que de penser à affûter une perceuse à plumes sur du bois, vous pouvez immédiatement opter pour les perceuses Forstner les mieux adaptées à ce métier. Ils permettent de percer des trous complètement borgnes avec un fond parfaitement plat. Dans ce cas, le diamètre du produit atteint de 10 à 50 millimètres. La perceuse elle-même est recouverte d'un alliage spécialisé qui protège et augmente la durée de vie.
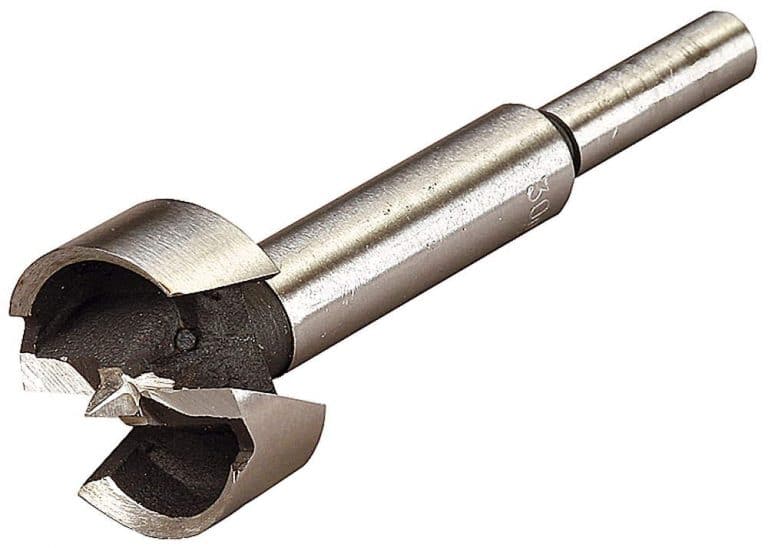 Perceuse à bois Forstner
Perceuse à bois Forstner
Forets à bois
Puisque nous avons un portail de toiture, nous nous intéressons aux forets à plumes conçus pour le travail du bois et d'autres matériaux en bois.
En termes de qualité et de précision du travail, ces perceuses sont imparfaites et ont leurs propres avantages et inconvénients. Ils sont principalement utilisés pour les opérations grossières.
Les perceuses à stylo se distinguent dans le travail par leur productivité élevée. Bien entendu, la facilité de perçage dépend directement de la dureté du bois et toutes les essences d'arbres ne sont pas faciles à percer. Mais avec le bois d'œuvre largement utilisé dans la construction, la perceuse ciseau s'adapte facilement au perçage. Il est souvent utilisé pour percer de grands trous, lorsque vous travaillez avec du bois collé, et peut même être utilisé pour travailler avec des cloisons sèches et des plastiques.
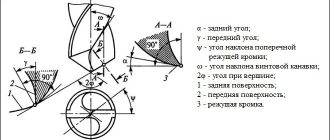
Les forets à plume pour le bois sont à simple face et à double face. En conséquence, ils sont destinés à fonctionner avec une rotation dans un et deux sens, respectivement. L'angle de coupe au niveau de l'incisive de la lame unilatérale est de 75 à 90 ° et pour la lame à double face de 120 à 135 °.
Fabrication
Comme pour tout autre outil, la qualité du foret et sa durée de vie dépendent directement de la matière première et de la méthode de son traitement. Visuellement, la qualité de traitement d'un foret peut être déterminée par sa couleur :
- Teinte gris acier - La partie de la perceuse n'a pas été traitée (peut être peinte avec de la peinture colorée) ;
- Foncé - La perceuse est traitée à la vapeur vive pour augmenter la résistance du métal (elle peut également être peinte avec de la peinture colorée);
- Or - Une technologie spéciale pour le traitement de la pièce de forage est utilisée;
- Or brillant - La surface de la perceuse a une couche de nitrure de titane pour une durabilité et des caractéristiques de résistance accrues.
Actuellement, il existe un grand nombre de fabricants de perceuses à plumes
Afin de ne pas vous tromper dans le choix d'une perceuse, lors de l'achat, vous devez faire attention à:
- forme - la pointe de la perceuse doit être symétrique;
- les fraises sur la perceuse doivent être parfaitement droites;
- manque de copeaux et d'irrégularités sur le foret;
- matériau et la fabrication du produit.
Comment affûter correctement une perceuse hélicoïdale
Vous n'avez pas à vous soucier de l'affûtage d'une perceuse à bois, vous pouvez travailler avec une telle perceuse pendant de nombreux mois et même des années sans aucun affûtage. Malheureusement, on ne peut pas en dire autant d'une perceuse à métal, qui doit nécessairement être tranchante. C'est-à-dire que le métal peut être percé avec une perceuse exceptionnellement tranchante et bien affûtée.
Un grincement aigu au début du perçage est caractéristique de la perte de netteté de la perceuse. Un foret non affûté à temps génère plus de chaleur et s'use donc encore plus vite qu'un foret affûté.
Vous pouvez affûter la perceuse sur des machines spéciales ou à l'aide d'outils. Naturellement, si possible, il est préférable de le faire sur un équipement spécial. Mais dans l'atelier à domicile, en règle générale, il n'y a pas de telles machines, vous devez donc utiliser un broyeur électrique conventionnel avec une pierre.
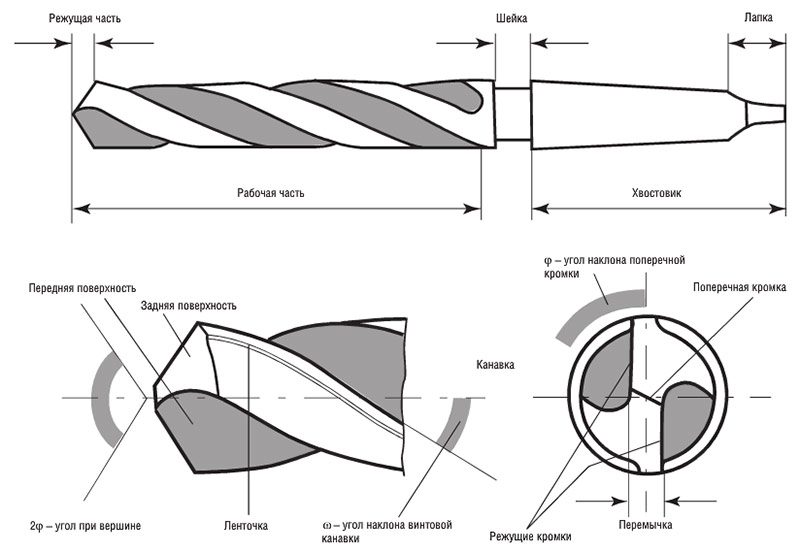
Les principaux composants de la perceuse hélicoïdale.
Le type d'affûtage dépend de la forme qui doit être donnée à la surface arrière du foret et peut être à un seul plan, à deux plans, conique, cylindrique et à vis.
La perceuse est affûtée le long des bords arrière. Les deux dents (plumes) du foret doivent être affûtées exactement de la même manière. Il n'est pas facile de le faire manuellement. Il n'est pas non plus facile de maintenir manuellement la forme de flanc et l'angle de flanc souhaités.









1. L'affûtage à un seul plan du foret est caractérisé par le fait que la surface arrière du stylo est réalisée sous la forme d'un seul plan. Dans ce cas, l'angle postérieur est compris entre 28 et 30 °. La perceuse est simplement attachée au cercle, de sorte que la partie coupante est parallèle au cercle et l'affûtage s'effectue sans rotation, sans déplacer la perceuse.
Avec un tel affûtage, les tranchants du foret peuvent être ébréchés lors du perçage, ce qui est un inconvénient de ce procédé d'affûtage.C'est la méthode d'affûtage à la main la plus simple et peut être utilisée pour des forets fins jusqu'à 3 mm de diamètre.
2. Les forets d'un diamètre supérieur à 3 mm doivent de préférence être affûtés de manière conique. Il est difficile d'effectuer un tel affûtage manuellement sans compétences, mais c'est possible. Le foret est pris de la main gauche par la partie travaillante au plus près du cône d'admission, et de la main droite par la queue.
Le foret est pressé contre l'extrémité de la meule par le tranchant et la surface de la partie arrière, et est légèrement agité avec la main droite, tout en créant une surface effilée sur le bord arrière de la plume. La perceuse ne se détache pas de la pierre lors de l'affûtage, les mouvements de la main sont lents et fluides. Pour le deuxième stylo, tout se répète de la même manière.
Guidez le foret avec le tranchant vers la meule.
Nous balançons la perceuse vers le bas, puis vers le haut.
Lors de l'affûtage, essayez de conserver autant que possible la forme d'origine de la surface d'origine de l'arrière afin de conserver les angles arrière souhaités. Si l'affûtage est fait correctement, alors sur des forets d'un diamètre allant jusqu'à 10 mm, c'est tout à fait suffisant. Pour les diamètres supérieurs à 10 mm, cet affûtage peut être amélioré en affûtant la face avant, comme indiqué sur la photo :
Affûtage de la face antérieure.
Quel est l'intérêt de saper ? En réduisant l'angle de coupe et en augmentant l'angle du tranchant, la résistance à l'écaillage augmente, ce qui augmente la ressource du foret. De plus, la largeur du bord transversal devient plus petite. Le bord transversal ne perce pas, mais racle le métal au centre du trou. La deuxième figure montre clairement qu'elle est ici raccourcie, ce qui facilite le perçage.
Pour les forets avec un petit angle de dépouille sélectionné, vous pouvez en plus affûter la surface de dépouille. Dans ce cas, la perceuse frotte moins que la surface arrière dans le trou de perçage. Regarde la photo:
Contre-dépouille de la surface arrière.
Dans les conditions de production, après l'affûtage, en règle générale, la finition est effectuée, ce qui lisse la surface en supprimant les petites encoches. Le foret, sur lequel la finition est effectuée, s'use moins qu'un simple foret affûté. Si possible, un réglage fin doit être effectué sans faute.
Pour la finition, vous devez utiliser des meules rondes en carbure de silicium vert (grade 63C, granulométrie 5-6, dureté M3-CM1) sur un liant bakélite, ainsi que des cercles en elbor LO (granulométrie 6-8) sur un liaison bakélite.
Ci-dessous, nous présentons à votre attention une excellente sélection de vidéos de formation en regardant lesquelles vous pouvez certainement affûter vos exercices.
Dimensions (modifier)
Selon la nature du travail, les artisans acquièrent des exemplaires individuels ou un ensemble complet de plumes, qui comprend généralement les buses les plus populaires des diamètres suivants : 25 mm, 35 mm, 40 mm, 50 mm et 60 mm. Ce sont ces diamètres de menuiserie qui vous permettront de faire face aux tâches standard lors de la formation de divers trous. Si vous devez couper une rainure d'un diamètre supérieur à 60 mm, il est préférable de refuser d'acheter des forets à plumes, car ils ne pourront pas couvrir une grande partie du matériau et le perçage ne sera pas correct.

Règles de fonctionnement
Pour que la perceuse à plumes ne se déforme pas pendant le fonctionnement et que le travail ait été effectué correctement, il est nécessaire de suivre les règles de base de son utilisation. Avant de commencer le perçage, les artisans recommandent de marquer l'endroit où le trou sera formé, et de faire une petite dépression à l'endroit donné à l'aide d'une carotte. Dans la mesure du possible, il est préférable d'utiliser une perceuse à vitesse variable lorsque vous travaillez avec des perceuses en forme de plume. Le fait est que dans ce cas, le diamètre de la plume dépend directement de la vitesse de coupe : plus la taille de la fraise est grande, plus le nombre de rotations de l'arbre doit être faible, et vice versa. Si vous négligez cette règle, vous pouvez faire face à un moment désagréable où, à grande vitesse, une usure rapide des couteaux sera provoquée ou la perceuse se cassera tout simplement.
Si vous devez percer des trous profonds, achetez d'abord une extension spéciale.Un tel dispositif auxiliaire, installé sur des forets à plumes pour le bois, est équipé d'un élément de verrouillage qui est serré à l'aide d'un hexagone de 3 mm, ce qui rend la fraise elle-même et son extension en une seule pièce.
Pour définir correctement le contour de la rainure au début du perçage, réglez la rotation minimale de l'arbre de perçage, pour cela, il est recommandé d'utiliser un outil électrique réglable. Le foret doit être installé sur la surface de la pièce strictement perpendiculairement, avec une pression modérée sur celle-ci.
Nous attirons votre attention sur le fait qu'en raison des caractéristiques de conception du stylo, la sciure de bois n'est pas projetée pendant le processus de perçage, comme c'est le cas, alors n'oubliez pas d'arrêter périodiquement le travail et de retirer les copeaux de la rainure.

Règles de sélection
Toutes les entreprises qui produisent des outils de menuiserie produisent des forets à plumes. Par conséquent, pour sélectionner un échantillon de qualité, ne soyez pas trop paresseux pour vous familiariser avec les paramètres de produit suivants :
- configuration - doit être symétrique ;
- les éléments de coupe sont nécessairement égaux, ce qui témoigne de la qualité décente du modèle d'usine;
- l'absence de défauts sur les forets est un must, car les éclats et toutes sortes d'irrégularités sont plus caractéristiques des produits artisanaux.
En plus des signes énumérés ci-dessus, faites attention à la couleur de la perceuse à stylo, car elle peut en dire long sur la qualité du métal. Si vous voyez un élément de coupe de couleur acier avec une teinte grise, cela ne se prête pas à un traitement supplémentaire, ce qui améliore la qualité du foret
Le métal foncé indique que les fabricants ont renforcé l'article à la vapeur, augmentant ainsi la résistance de l'emballage.
Si la perceuse est fabriquée à l'aide d'une technologie spéciale qui consiste à retirer le matériau par pression interne, le métal prendra une couleur dorée. Les forets d'usine de la meilleure qualité ont une couleur dorée brillante, typique des produits recouverts d'une couche de nitrure de titane. Un tel revêtement augmente considérablement la durée de fonctionnement de l'outil en améliorant ses caractéristiques de résistance, ce qui signifie qu'avec son aide, vous pourrez percer des rainures plus longtemps et qu'un mandrin pour forets à plumes est ici beaucoup moins souvent nécessaire.










Comment affûter un outil ?
À en juger par les commentaires des propriétaires, il n'est pas difficile d'affûter les outils de coupe de stylo.
Pour le travail, vous avez besoin d'une meule diamantée installée sur une rectifieuse. Si un tel matériel n'est pas disponible, le bricoleur peut profiter de la règle de qualité. La procédure d'affûtage sera simple et rapide si vous respectez la séquence suivante :
- Préparez un accessoire de coupe inutilisé. Il servira d'échantillon.
- Au cours de l'affûtage, vérifiez périodiquement l'accessoire de coupe en cours de traitement avec les paramètres géométriques d'un outil neuf usé.
Il est recommandé d'être aussi prudent que possible lors du guidage des arêtes de coupe de la perceuse à stylo. L'essentiel est qu'après l'affûtage, la saillie centrale de l'outil ne soit pas endommagée.
Selon de nombreuses critiques d'artisans expérimentés, il n'est pas toujours conseillé d'affûter de tels produits. Les forets à stylo très usés avec des bords de coupe très usés sont considérés comme du matériel usagé. Comme un tel outil n'est pas très cher, il vaut mieux acheter immédiatement une nouvelle perceuse que de perdre du temps et de "planter" une meule diamantée.
Forets pour céramique et verre
Les carreaux de céramique ou le verre sont percés avec une couronne ou un outil spécial en forme de lance. Sa pointe est en Pobedit ou en carbure de tungstène. Si un outil dédié au verre ou au carrelage n'est pas disponible, une perceuse à béton peut être utilisée.
Seulement nécessairement tranchant, et ils doivent travailler avec soin, car sa forme n'est pas tout à fait adaptée à un tel travail.
Perceuse à pointe pour carreaux de céramique et couronne diamantée.
Une couronne pour le verre et les carreaux est presque la même qu'une couronne pour une pierre. Ce n'est que sur son tranchant que le diamant est saupoudré à la place des dents.
Pour percer de gros trous dans le carreau, utilisez un outil appelé ballerine. Cela ressemble à une boussole ordinaire. Le perçage se fait du côté jointif de la tuile. La vitesse de perçage est réglée au minimum.
Caractéristiques principales
Lors de l'utilisation de perceuses à bois pour le bois, il est conseillé de savoir en quoi elles diffèrent des autres types d'outils de coupe et quels en sont les avantages.
Comparaison avec d'autres types d'instruments
Comme les perceuses pour le métal, les outils conçus pour le travail du bois sont disponibles dans différents modèles et, par conséquent, diffèrent les uns des autres par leurs caractéristiques et leurs fonctionnalités. Lorsque vous choisissez de tels outils, vous devez être conscient des avantages et des inconvénients qu'ils présentent.
Tableau 1. Comparaison des différents types de forets à bois
Comme on peut le voir dans le tableau présenté, les perceuses à stylo présentent un certain nombre d'avantages par rapport à d'autres types d'outils. Cependant, il est déconseillé d'utiliser un outil de type stylo pour faire des trous de grand diamètre (plus de 60 mm), car leurs bords peuvent être déchirés. À ces fins, il est préférable d'utiliser des carottes, qui se présentent sous la forme d'une coupelle métallique avec des dents de coupe situées sur sa partie terminale.
Une plume avec une pointe filetée est plus adaptée pour travailler sur une machine : elle perce plus vite, mais le trou peut sortir ovale si vous ne fixez pas la pièce avec des pinces
En raison du faible coût des forets à plumes pour le bois, tout artisan à domicile peut en acheter un ensemble. La présence d'un tel kit dans un atelier à domicile permet de trouver facilement et rapidement un outil pour percer des trous de différents diamètres.
Caractéristiques de conception
La perceuse à stylo a une conception très simple, dont les éléments sont la partie travaillante et la partie tige.
Conception de perceuse à stylo
La partie active est une lame plate, au centre de laquelle se trouve une saillie tranchante utilisée pour centrer le trou en cours de réalisation. La pointe des forets stylo a deux lames de coupe situées de chaque côté de la lèvre centrale. Chacune de ces lames débute à la pointe de la saillie centrale et s'étend jusqu'à l'un des bords de la partie travaillante. L'inclinaison de l'affûtage des lames des forets à plumes pour le bois, si vous regardez leur partie active en coupe transversale, est effectuée vers la droite. Dans la fabrication de forets de ce type, les fabricants respectent certains rapports entre l'épaisseur et la largeur de la pièce coupante.



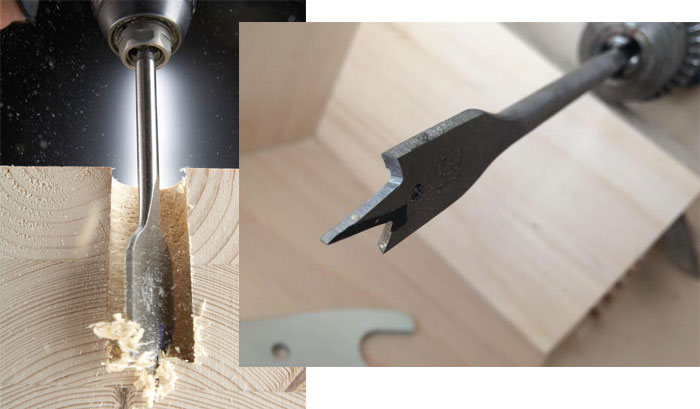

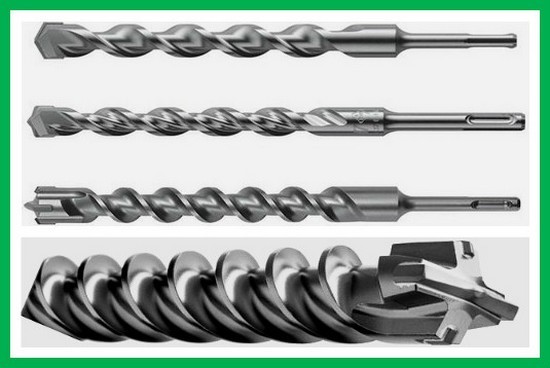




Tableau 2. Le rapport entre l'épaisseur et la largeur de l'élément de coupe du foret
La section de queue est réalisée sous la forme d'un hexagone. Cette forme de section transversale permet non seulement de fixer de manière fiable l'outil dans les mandrins des perceuses et des tournevis, mais également d'utiliser des adaptateurs magnétiques et des rallonges à ces fins.
La simplicité de la conception, qui distingue les forets liés aux plumes, l'absence de rainures en spirale, rubans et autres éléments complexes ne sont pas des indicateurs de la faible efficacité de cet outil.
Les forets à plumes à double coupe pénètrent plus facilement dans le bois et laissent moins de bavures sur les bords des trous
Recommandations de sélection
Lors du choix d'une perceuse de type stylo destinée à effectuer des travaux de menuiserie, vous devez faire attention à plusieurs paramètres:
- l'exactitude de la forme (les plumes du foret à bois, situées sur les côtés droit et gauche de la saillie centrale, doivent être symétriques et identiques dans leurs dimensions linéaires);
- le degré d'affûtage de la partie coupante (l'affûtage des nouveaux forets à stylo doit être effectué en usine et être conforme aux exigences de la norme);
- absence de défauts visibles (s'il y a des défauts visibles de nature différente à la surface d'un nouveau foret, c'est un indicateur clair de la mauvaise qualité d'un tel produit, très probablement fabriqué dans des conditions artisanales) ;
- couleur (en fonction de la couleur du métal, vous pouvez déterminer les types de traitement supplémentaire que le produit fini a subi).
Tableau 3. Influence de la technologie de fabrication sur la couleur du foret à pointe
Comment le faire soi-même ?
Si vous ne souhaitez pas acheter de rallonge dans une quincaillerie, vous pouvez fabriquer vous-même une longue perceuse. Pour ce faire, vous devez d'abord prendre un long clou d'un diamètre approprié. Son chapeau devra être soigneusement riveté. Cela peut être fait avec un simple marteau. Tous les bords de la tête du clou sont progressivement affûtés, lui donnant progressivement la forme pointue d'un foret conventionnel.
Si à l'avenir vous devez percer des surfaces de bois meubles, il est préférable de riveter la tête du clou en forme de pointe. Lors du perçage avec une pièce artisanale, les parois de ce matériau sont scellées, ce qui est une condition importante pour un serrage facile et rapide des vis. Vous pouvez également allonger le foret vous-même en augmentant la longueur de la tige. Pour ce faire, vous devez créer un petit trou pour un filetage interne. Ensuite, il est coupé avec un robinet. Un filetage extérieur est réalisé sur une tige métallique rigide. Les pièces résultantes sont torsadées ensemble.
La tige peut être allongée d'une autre manière. Pour ce faire, vous devez d'abord préparer une tige métallique solide et mince. De plus, son diamètre doit être légèrement supérieur au diamètre de la tige. Sa surface doit être absolument plane, sans petites rayures ni fissures. Vous aurez également besoin de matériel de tournage pour le travail. Le montage commence par le fait que le diamètre de la tige est légèrement réduit sur un tour. Dans le même temps, une petite empreinte est réalisée dans la tige métallique. Il servira de trou pour insérer l'outil lui-même. Après cela, la tige est fixée aussi étroitement et fermement que possible dans la tige.
Il est recommandé de souder et de nettoyer le joint. Au stade final, les diamètres de l'ancien foret et de la nouvelle tige allongée sont égalisés. Cela peut également être fait à l'aide d'un équipement de tournage.Dans certains cas, une rallonge est réalisée en soudant une nouvelle barre de métal et une perceuse. Mais en même temps, les diamètres des deux parties constitutives doivent être les mêmes. À la fin, la jonction des pièces est soudée et nettoyée afin qu'il n'y ait pas d'irrégularités et de rayures sur la surface.
Pour plus d'informations sur l'extension de forage à choisir, voir la vidéo suivante.
Angle d'affûtage correct, méthodes de travail
Un angle d'affûtage différent est utilisé pour différents matériaux.
- Acier dur - 140 °;
- Acier inoxydable - 135 ° -140 °;
- Forage profond - 130 °;
- Fonte - double angle. Principal - 118 °, auxiliaire - 90 °;
- Aluminium, laiton, bronze - 118 °;
- Cuivre et alliages à base de - 100 °.

Une affûteuse est utilisée pour affûter la perceuse, il est inutile d'utiliser une pierre à affûter ou une feuille abrasive pour cela. Pour terminer le travail, vous aurez besoin d'une meule abrasive tournant au moins à 1400 par minute. L'abrasif est sélectionné avec un grain fin.
Lorsque la perceuse surchauffe, le métal perd ses caractéristiques, il est donc important d'appuyer la perceuse contre la meuleuse pendant une courte période, pas plus de 4 secondes. Afin de ne pas gâcher les forets, refroidissez-les périodiquement dans de l'eau .. Tout d'abord, choisissez la méthode d'affûtage de la partie active de l'outil
Voici ce qu'ils sont :
Tout d'abord, choisissez la méthode d'affûtage de la partie travaillante de l'outil... Voici ce qu'ils sont :
- un plan;
- à deux plans;
- conique;
- cylindrique;
- vis.
Dans cet article, nous examinerons les méthodes courantes d'affûtage d'un foret telles que le plan unique et le conique.
Tout d'abord, meulez le bord à l'arrière.Une petite couche est enlevée afin qu'aucune irrégularité ne soit perceptible sur la surface. S'il y a des trous ébréchés jusqu'à 3 mm, le foret doit être raccourci du même montant.










Pendant le travail, regardez la symétrie du bord de travail, la planéité du linteau. Normalement, il est situé clairement entre les bords de travail.
Le foret jusqu'à 3,5 mm est affûté selon la méthode 1. Lorsque l'extrémité arrière est correctement configurée, elle est guidée vers l'abrasif à un angle de vingt-cinq à trente degrés.
Ne pas faire tourner la perceuse ni modifier l'angle de coupe. Sinon, le bord ne sera pas parfaitement plat. De plus, lorsque le foret est déroulé, une partie du matériau de bord peut s'écailler.
Comme le foret à affûter a un petit diamètre, il est affûté en un seul passage et ne surchauffe pas.
Jetez un œil à la toute fin du foret - les plans convergents doivent être proportionnels au même angle d'usinage.
Vérifiez la correspondance avec le coin selon le modèle. Il est impossible de redresser le bord, si le travail n'a pas fonctionné du premier coup, vous devrez l'aiguiser à nouveau.
La méthode d'usinage conique est complètement différente de celle à un plan décrite ci-dessus. L'outil est tenu à deux mains et lorsqu'il entre en contact avec le plan abrasif avec le bord de travail, le foret commence à tourner le long de la face arrière et forme un cône.
Avec cette méthode, vous ne pouvez pas arracher l'outil de l'émeri. Chaque approche commence au bord d'attaque et se termine par un tour complet jusqu'au bout du flanc.
Après chaque étape d'usinage, vérifiez les coins du foret contre le gabarit.
Les gros forets ne peuvent pas être usinés à plat car le foret surchauffera et les copeaux ne seront pas retirés du trou.