De l'histoire de l'instrument
L'histoire de cet outil est indicative à considérer dans le contexte de l'histoire du travail des métaux et de l'une des directions de son développement - le tournage. La période historique des 15-18 siècles se caractérise par une série de découvertes scientifiques et la mise en œuvre pratique de ces découvertes dans tous les secteurs de l'économie de cette période.
L'utilisation d'une approche mathématique en astronomie a élargi les horizons de la navigation maritime, l'ère des grandes découvertes géographiques a élevé le volume du commerce et de la production industrielle à un nouveau niveau. La production à petite échelle a cédé la place à la fabrication, et la révolution industrielle des 18-19 siècles a finalement établi la transition vers l'utilisation massive des machines et l'industrialisation.
Chronologie des événements
Pour plus de clarté, vous pouvez imaginer la chronologie de ces événements, y compris les points clés de l'apparition de l'étrier :
- Début du XVIe siècle - les tours sont principalement utilisés pour le traitement du bois, de l'os et des métaux tendres. L'entraînement, bien qu'amélioré depuis l'Antiquité, est toujours à main ou à pied, tout comme le cutter reste entre les mains du maître. Un jalon peut être considéré comme l'apparition d'un centre en acier et d'une lunette pour la fixation de la pièce.
- La tentative du mathématicien portugais Pedro Nunez, directement liée au pied à coulisse, de créer un appareil de mesure précise des angles à l'aide d'un ensemble de cercles concentriques divisés en parties égales, remonte à la même période. Le but n'était pas le travail des métaux, mais les problèmes urgents de la navigation. La question n'est pas venue à la fabrication et à l'application pratique de l'appareil, mais la direction de la pensée n'est pas passée inaperçue.
- Au milieu du XVIe siècle, les tours étaient équipés d'un entraînement mécanique par roue hydraulique, ce qui permettait de commencer à couper l'acier. A cette époque, les premiers échantillons d'un pied à coulisse moderne sont apparus dans les ateliers - des règles en bois avec des mâchoires de mesure mobiles et une échelle appliquée pour la mesure directe. Revenant à Michel-Ange, nous notons que c'était la boussole qui était le prototype de l'étrier - les pièces étaient mesurées avec les pattes de la boussole, et la valeur était déterminée à l'aide d'une règle. Évidemment, il y avait un assistant qui a simplifié cette procédure en combinant les deux instruments en un seul et en réduisant la mesure à une seule opération.
- En 1631, le mathématicien bourguignon Pierre Vernier achève le travail commencé par Nunes, peaufinant son idée et l'adaptant techniquement dans le quadrant de mesure des valeurs angulaires. L'échelle de mesure supplémentaire créée par lui a immédiatement fait un grand pas dans de nombreuses directions de mesures, recevant les noms en l'honneur des deux scientifiques - "vernier" ou "vernier". Dans le même temps, le concept de vernier est principalement utilisé dans le travail des métaux, le vernier est plus courant dans les industries de l'ingénierie des instruments et de la radio.
- Le résultat d'une amélioration constante sur une période de plus de cent ans a été l'équipement du tour au début du XVIIIe siècle avec un support pour la fixation rigide de la fraise, des mécanismes d'avance longitudinale et transversale. Les tourneurs disposaient déjà d'un instrument de mesure avec échelle vernier, qui permettait d'assurer la bonne exécution.
- À la fin du XVIIIe siècle, un tour universel est né, dont le principe de l'appareil et le fonctionnement ont peu changé à ce jour. Cette période est associée à l'émergence des concepts de normalisation et d'unification des produits et des outils de mesure, un système de mesure unifié.
origine du nom
À l'histoire de l'étrier, vous pouvez ajouter des informations intéressantes sur son nom.
En russe, pour une raison quelconque, l'instrument porte un nom aux racines allemandes - "tige" et "boussole".Le terme "Columbic", qui a pris racine depuis l'époque soviétique sous le nom de la société "Columbus", qui a fourni des équipements de mesure à notre pays en grande quantité, est couramment utilisé parmi les spécialistes pour l'échantillon SHTs-I.
En Allemagne, sous le nom de Stangenzirkel, ils utilisent un outil plus conforme à la traduction - une boussole à tige de marquage. Les analogues du pied à coulisse russe sont produits sous le nom de Messchieber - un mètre coulissant ou Schieblehre - une règle de mesure.
Dans de nombreuses langues, le nom de l'outil est dérivé du mot "jauge", qui souligne la grande précision de la mesure. Un exemple est l'étrier anglais, le calibrador espagnol, le calibro a corsoio italien (le calibre de la bascule - l'élément du mécanisme de bielle). L'étrier anglais a un autre nom - trammel, également traduit par obstacle, chalut ou seine.
Méthode de vérification
L'étalonnage des instruments de mesure, ainsi que leur production, est effectué conformément aux normes GOST 8.113-85. Les manipulations de contrôle et de mesure sont réalisées dans des laboratoires spécialisés et sont réalisées sur des machines ultra précises. Cependant, vous pouvez effectuer le calibrage d'étrier le plus simple à la maison. Pour ce faire, l'outil est soigneusement nettoyé de la saleté, de la poussière, de la sciure de bois collée, des copeaux de métal et des lubrifiants, puis essuyé avec un chiffon propre. Ensuite, les mâchoires de l'étrier sont abaissées jusqu'à la butée et surveillent la position des coups zéro.
Si l'appareil est correctement réglé, les risques devraient correspondre. Sinon, il est nécessaire de contacter un centre spécialisé, où il calibrera et ajustera l'appareil, sur la base duquel un certificat de la forme établie sera délivré. Avec l'utilisation régulière d'un pied à coulisse, la vérification est effectuée au moins une fois par an. Si le métal des mâchoires de travail est usé, l'outil devient inutilisable et doit être remplacé par un neuf. Pour augmenter la durée de vie de l'appareil, il est nécessaire de le garder propre et de le stocker uniquement dans un étui ou une mallette.








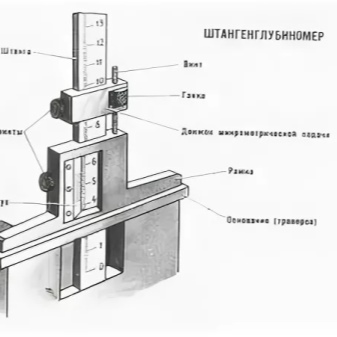
Ce que c'est?
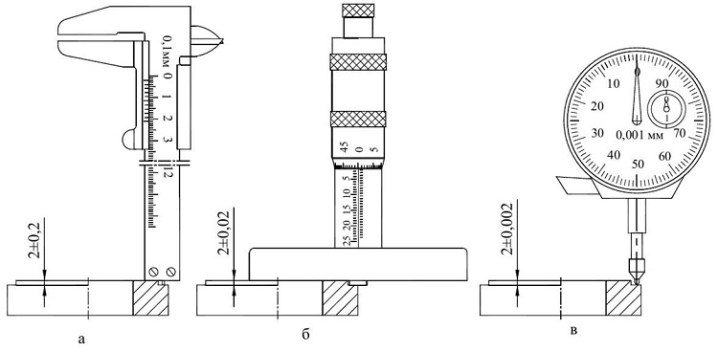
Cet appareil est structurellement similaire à l'outil plus connu - un pied à coulisse. Il a une spécialisation plus étroite que ce dernier et est destiné uniquement aux mesures linéaires de rainures, de rainures et de rebords dans une direction - en profondeur. Pour cette raison, la jauge de profondeur n'a pas d'éponges.
La mesure est effectuée en insérant l'extrémité de la tige de mesure dans la rainure dont la profondeur doit être déterminée. Après cela, vous devez déplacer le cadre le long de l'échelle principale sur la tige. Ensuite, lorsque le cadre est dans la bonne position, vous devez déterminer les lectures de l'une des trois manières possibles (voir ci-dessous).

Il existe 3 types de relevés de l'appareil, selon trois modifications correspondantes :
- par vernier (profondeurs de type SHG) ;
- sur une échelle circulaire (SHGK) ;
- sur un affichage numérique (SHGT).
Selon GOST 162-90, les appareils des trois types énumérés peuvent avoir une plage de mesure allant jusqu'à 1000 mm. Les plages courantes sont 0-160 mm, 0-200 mm, 0-250 mm, 0-300 mm, 0-400 mm et 0-630 mm. Lors de l'achat ou de la commande d'une jauge de profondeur, vous pouvez connaître sa gamme par le marquage conventionnel correspondant. Par exemple, un modèle mesurant une profondeur de 0 à 160 mm avec une lecture sur une échelle circulaire aura la désignation SHGK-160.
Selon l'appareil, les paramètres importants, également réglementés par GOST, sont les suivants.
- Valeurs de lecture selon le vernier (pour les modifications de type ShG). Peut être égal à 0,05 ou 0,10 mm.
- La division de l'échelle circulaire (pour ShGK). Les valeurs de consigne sont de 0,02 et 0,05 mm.
- L'étape de discrétion du dispositif de lecture numérique (pour les ShGT). La norme généralement acceptée est de 0,01 mm.
- Mesurer la longueur du cadre. Pas moins de 120 mm. Pour les modèles avec une plage de mesure allant jusqu'à 630 mm ou plus, le minimum requis est de 175 mm.
Dans les conditions techniques établies par GOST, les normes de précision de cet appareil sont déterminées.Pour les appareils avec vernier, la marge d'erreur est de 0,05 mm à 0,15 mm, selon la plage de mesure. Les appareils à échelle circulaire ont une erreur tolérée de 0,02 à 0,05 mm et les numériques - pas plus de 0,04 mm.
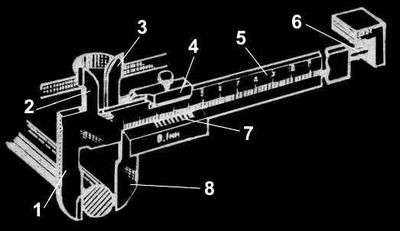
L'appareil et le principe de fonctionnement.
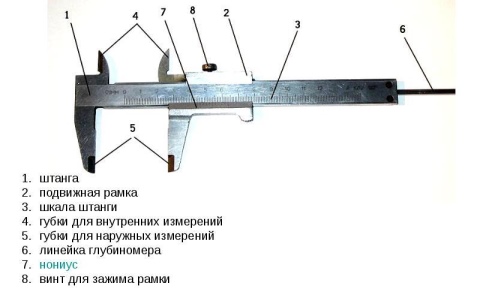
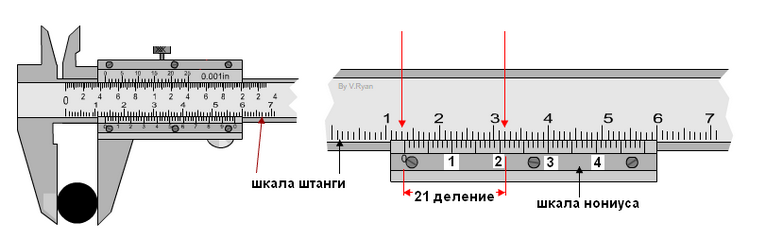
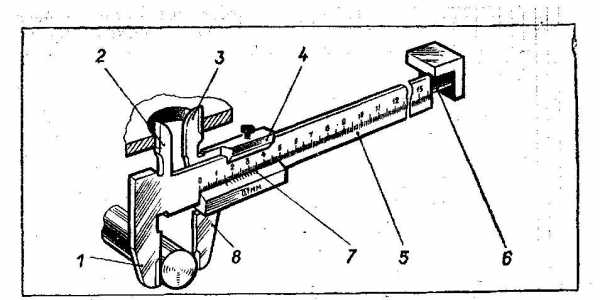
5.1. L'étrier a deux échelles et un dispositif à micro-vis pour un réglage fin du cadre. L'échelle principale est marquée sur la barre avec des divisions de 1 mm, la deuxième échelle est sur le vernier, qui est fixé sur le cadre. Le cadre est fixé avec une vis de blocage. Le mouvement fluide du cadre est assuré par un ressort situé à l'intérieur du cadre.









5.2. Les dimensions extérieures sont mesurées avec les mâchoires inférieures. Les mâchoires supérieures sont utilisées pour mesurer les dimensions internes. Les deux paires de mâchoires sont utilisées pour les travaux de marquage.
5.3. Les dimensions sont comptées par la méthode d'évaluation directe de la coïncidence de la division de l'échelle avec les divisions du vernier.
Fig. 1. Schéma de mesure
5.4. La mesure au pied à coulisse de divers éléments de structure (diamètres de trou ou de tige, entraxe, profondeur de trou, etc.) s'effectue de la manière suivante : vis 5 débloquée, déplacer le vernier 6 le long de la tige 1, les surfaces de mesure de la tige en contact avec les surfaces des pièces à mesurer, et vernier 2 et 3 ou tige de mesure 7 relié au vernier 7. Dans cette position, il est nécessaire de verrouiller le cadre du vernier 6 avec la vis 5 et retirer le lecture de l'échelle de l'appareil.
Exemples pratiques
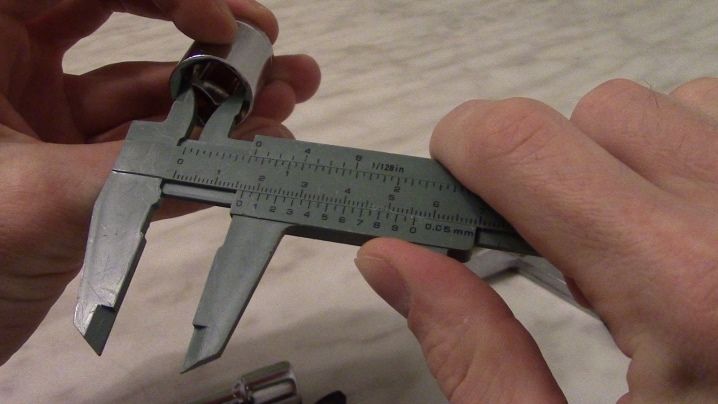
La qualité de la mesure dépend à la fois des qualifications individuelles du spécialiste et de la capacité de l'œil humain à évaluer l'objet de la mesure. C'est pour cette raison que la classe de précision des pieds à coulisse est limitée à une division de 0,05 mm - une échelle de vernier plus petite est à peine perçue à vue et peut entraîner une erreur. Bien qu'il existe également des étriers de précision accrue - jusqu'à 0,02 mm. L'échelle principale de cet appareil a une graduation de 0,05 mm.
Exemples de mesure :
- Mesure du diamètre extérieur du manchon. Le nombre entier de divisions de l'échelle principale est de 33, la ligne coïncidente du vernier est de 0,05. Le diamètre extérieur du manchon est de 33,05 mm.
- Mesure du diamètre intérieur du manchon. Le résultat est de 27,30 mm.
- Le contrôle est effectué en mesurant l'épaisseur de paroi - 2,80 mm. Le recalcul pour les deux premières mesures donne (33,05-27,30) / 2 = 2,90 mm.
- Mesure de la hauteur du manchon avec les mâchoires de l'outil - 40,40 mm.
- Mesure de la hauteur avec une jauge de profondeur - 40,40 mm.

Qu'est-ce qui explique l'erreur résultante de 0,05 lors de la mesure de l'épaisseur de paroi ? Il y a trois raisons :
- erreur d'outil ;
- fabrication de la pièce. La douille n'a pas été ébavurée lors du tronçonnage, ce qui a conduit à un résultat peu fiable lors de la mesure du diamètre intérieur, et le résultat de la mesure devrait forcer le tourneur à corriger cet écart ;
- la troisième raison est précisément formulée par le grand créateur de la Renaissance Michel-Ange : « La boussole doit être dans l'œil, pas dans la main, car la main travaille, et l'œil juge. Lors de la mesure, la jauge de profondeur pourrait être installée de manière non strictement verticale, la mesure résultante s'avérerait peu fiable.
Le manuel de l'outil prescrit des règles simples sur la façon de mesurer correctement avec un pied à coulisse - lors de la mesure (y compris la profondeur), l'outil doit être installé strictement le long ou perpendiculairement à l'axe de la pièce, les mâchoires doivent être fermement appuyées contre la surface mesurée, et le chariot doit être fixé avec une vis.
 Les manuels en ligne du constructeur de machines accessibles à tous indiquent que les tolérances dimensionnelles ci-dessus de ± 0,3 et ± 0,15 mm pour les arbres dans la plage de tailles de 50 à 1000 mm correspondent à des niveaux de précision de h8 à h12. Selon ces qualifications, des pièces non pertinentes d'équipements et de machines sont fabriquées - bagues, essieux, brides, couvercles. A l'aide d'un pied à coulisse, il est impossible de rectifier le tourillon d'arbre pour l'ajustement du roulement avec une qualité K6 et une tolérance jusqu'à +0,02 mm.
Les manuels en ligne du constructeur de machines accessibles à tous indiquent que les tolérances dimensionnelles ci-dessus de ± 0,3 et ± 0,15 mm pour les arbres dans la plage de tailles de 50 à 1000 mm correspondent à des niveaux de précision de h8 à h12. Selon ces qualifications, des pièces non pertinentes d'équipements et de machines sont fabriquées - bagues, essieux, brides, couvercles. A l'aide d'un pied à coulisse, il est impossible de rectifier le tourillon d'arbre pour l'ajustement du roulement avec une qualité K6 et une tolérance jusqu'à +0,02 mm.
Dans la fabrication de pièces dans les classes de précision 8-12, d'autres modifications et types d'étriers sont utilisés. La jauge de profondeur à la place des mâchoires est équipée de pieds de support pour une installation sur les bords ou les épaules des trous.Un chariot de mesure de hauteur avec une pointe installée permet de l'utiliser pour le marquage des dimensions de hauteur.
Par l'ensemble de ses caractéristiques, l'étrier a trouvé sa place dans l'héraldique et l'emblémologie, caractérisant sa présence sur les armoiries de certaines villes ou sur les emblèmes des départements et des ouvrages comme symbole de l'armement technique.







Publié à l'origine 06-04-2018 09:29:21.
Conseils de sélection
L'acquisition de tout instrument de mesure est une question très importante et responsable, par conséquent, son choix doit être abordé avec un soin particulier.
La première chose à laquelle vous devez faire attention lors de l'achat d'un appareil est la classe de précision et les conditions dans lesquelles l'outil est censé être utilisé.

Lors de l'achat d'un pied à coulisse destiné aux travaux de haute joaillerie, il est préférable de se concentrer sur des échantillons miniatures courts de 12 à 15 cm de long.Il est beaucoup plus pratique pour eux de mesurer de petits objets sans craindre d'endommager leurs surfaces.
Si en premier lieu la commodité du travail effectué, ainsi que la rapidité des mesures, il est alors préférable d'opter pour un modèle électronique-numérique ou à cadran. Quant à la classe de précision, pour un usage domestique, un appareil avec une lecture de 0,1 mm est tout à fait suffisant, et pour les échantillons professionnels, une précision beaucoup plus élevée est requise : l'échelle de lecture sur de tels appareils devrait avoir un pas de 0,05, 0,02 et même 0,01 mm.

Le prochain critère important sera le choix du fabricant. Les experts recommandent d'acheter des produits de marques connues, qui seront le garant de la fiabilité, de la précision et de la haute qualité des instruments de mesure. Si les mesures sont prévues pour être effectuées dans des conditions extérieures difficiles, il est préférable d'acheter un appareil sur lequel l'échelle sera gravée sur le métal, et non peinte avec de la peinture. Les meilleurs modèles professionnels sont les modèles allemands, japonais et suisses, qui, en principe, ne peuvent pas être bon marché. Mais un tel étrier durera plus d'une douzaine d'années et sera hérité par les petits-enfants.










Au moment de l'achat, vous devez vérifier la disponibilité de la documentation d'accompagnement indiquant la classe de précision et la nuance d'acier, ainsi que vous assurer qu'il n'y a pas de jeu entre les pièces fixes et mobiles. De plus, les marques zéro des deux échelles avec des mâchoires serrées doivent nécessairement coïncider. En cas de mauvais fonctionnement de l'outil, trop serré ou, au contraire, de mouvement facile du cadre de mesure et des mâchoires, ainsi qu'en présence de défauts et de dommages, l'achat de l'appareil doit être abandonné.
Comment utiliser un pied à coulisse, voir ci-dessous.
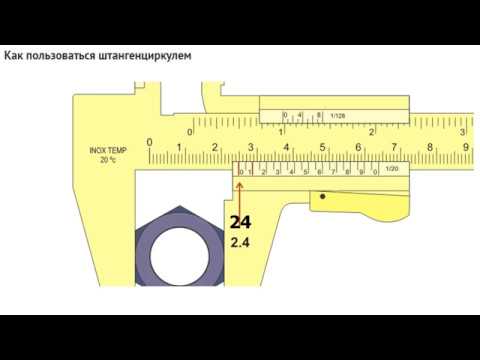
Comment faire des lectures ?
Le problème le plus intéressant en ce qui concerne le travail avec un pied à coulisse est la suppression des valeurs obtenues à la suite de la mesure.
Cet article traite d'un pied à coulisse avec une précision de 0,1 mm. C'est-à-dire qu'il peut mesurer les dimensions d'une pièce avec une précision d'un dixième de millimètre.
Considérez le processus de lecture des lectures de l'étrier lors de la mesure du diamètre extérieur du tuyau, que nous avons effectuée ci-dessus (voir élément 1).
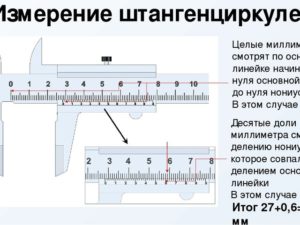
Afin de déterminer le nombre entier de millimètres, il faut regarder quelle valeur sur l'échelle des haltères correspond au risque zéro sur l'échelle du vernier. On voit que le risque zéro se situe entre 26 et 27 mm sur l'échelle principale. C'est-à-dire que le diamètre extérieur du tuyau est de 26 mm, mais les dixièmes doivent encore être déterminés.
Pour ce faire, nous devons voir lequel des risques sur l'échelle du vernier correspond le plus aux risques sur l'échelle des haltères
On voit que c'est le septième risque de vernier qui correspond le plus au risque sur l'échelle principale (dans ce cas, à partir de quatre centimètres, mais la valeur de l'échelle principale est sans importance), donc le nombre de fractions est de 0,7 mm
Ainsi, le diamètre extérieur du tuyau est de 26 + 0,7 = 26,7 mm, ce qui est tout à fait correct, puisqu'il s'agit d'un tuyau importé d'un diamètre de ¾ de pouce, ce qui correspond à la valeur que nous avons obtenue en millimètres.
La règle pour déterminer la taille avec un pied à coulisse peut être formulée comme suit:
Un nombre entier de millimètres est déterminé par la valeur des risques sur l'échelle à barres située à gauche du risque zéro du vernier, et les fractions de millimètres sont déterminées par la valeur des risques du vernier, qui se rapproche le plus correspond au risque sur l'échelle principale. Si le risque zéro de l'échelle vernier coïncide exactement avec tout risque sur l'échelle millimétrique de la tige, alors la valeur de la taille est exprimée sous la forme d'un nombre entier
Pourquoi des erreurs de mesure se produisent
Les erreurs les plus courantes qui réduisent la précision des résultats de mesure avec un instrument en bon état de fonctionnement :
- Une pression excessive sur le châssis le fera s'incliner par rapport à la flèche. Le même effet est obtenu si, lors de la mesure avec les mâchoires inférieures, le pied à coulisse est abaissé par les mâchoires supérieures.
- Pose d'éponges sur congés, chanfreins et congés.
- Positionnement en biais.
- Étalonnage anormal de l'instrument.
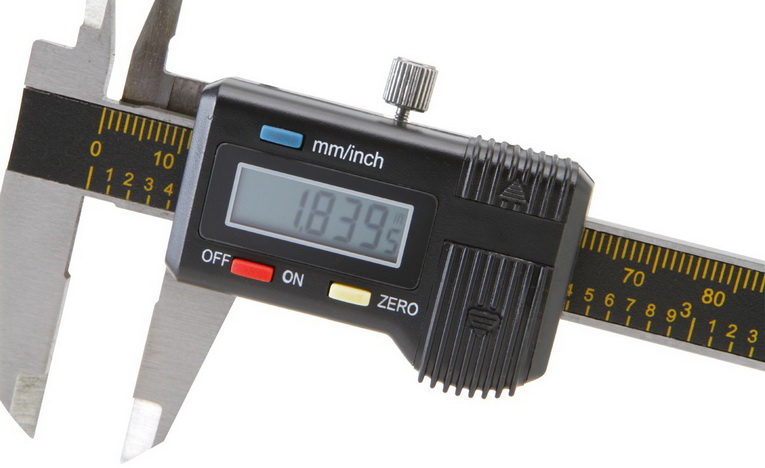
Les trois premières erreurs proviennent le plus souvent d'un manque d'expérience et disparaissent avec la pratique. Ce dernier doit être prévenu au stade de la préparation des mesures. Le plus simple est de mettre "0" sur le pied à coulisse électronique : pour cela il y a un bouton (sur la Fig. 6, le bouton "ZERO"). L'indicateur des heures est remis à zéro en tournant la vis située à son fond. Pour calibrer le vernier, desserrez les vis de fixation au cadre, déplacez-le dans la position souhaitée et fixez-le à nouveau.






Les déformations des éléments de l'étrier et l'usure des surfaces de mesure rendent l'outil inutilisable. Afin de réduire le nombre de rebuts en production, les étriers subissent une vérification périodique dans les services métrologiques. Pour tester la précision de l'outil et acquérir des compétences en milieu domestique, vous pouvez mesurer des pièces dont les dimensions sont connues à l'avance, par exemple des tiges de perçage ou des bagues de roulement.