A quelles mesures sont-ils utilisés ?
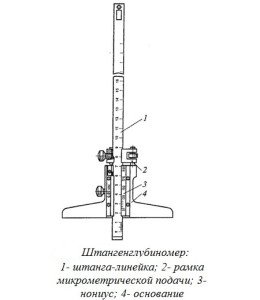
Comme il résulte de ce qui précède, le but de la jauge de profondeur est de mesurer la profondeur des éléments des pièces en insérant l'extrémité de la tige dans la rainure ou rainure. Il est nécessaire que l'extrémité de la tige pénètre facilement dans la zone étudiée et s'adapte parfaitement à la surface de la pièce. Par conséquent, les tiges sont constituées d'un alliage de dureté accrue et, pour les rainures complexes et les puits étroits, des inserts spéciaux sont utilisés - aiguilles de mesure et crochets - à partir des mêmes matériaux.
Cet outil est utilisé dans les cas où il est nécessaire d'obtenir la taille exacte, et l'utilisation d'un pied à coulisse ou d'un micromètre est impossible en raison des spécificités de la forme de la pièce.
Dans le même temps, il est important de comprendre le fonctionnement de l'appareil et de surveiller l'efficacité de son utilisation. Il existe un simple test de précision : prenez plusieurs mesures d'affilée et comparez les résultats.
Si la différence est plusieurs fois supérieure à la limite d'erreur tolérée, une erreur s'est produite lors des mesures ou l'appareil était défectueux. Pour l'étalonnage, vous devez suivre les étapes décrites dans la méthodologie de vérification approuvée par GOST.
- Préparez l'instrument pour l'étalonnage en le lavant pour éliminer la poussière et les débris avec un détergent.
- Assurez-vous qu'il répond extérieurement aux exigences de la norme, que les pièces et la balance ne sont pas endommagées.
- Vérifiez si le cadre bouge librement.
- Déterminer si les caractéristiques métrologiques sont conformes à la norme. Tout d'abord, cela concerne la limite, l'erreur, la plage de mesure et la longueur du porte-à-faux de la flèche. Tout cela est vérifié à l'aide d'un autre appareil de travail connu et d'une règle.
Bien que pour les jauges de profondeur mécaniques selon GOST, une limite d'erreur allant jusqu'à des centièmes de millimètre soit déclarée, si vous avez besoin d'une précision garantie, il est recommandé d'utiliser une jauge de profondeur avec un appareil de lecture de type numérique.
Comment utiliser?
Le principe de mesure comprend plusieurs directives pratiques qui doivent être appliquées pour obtenir des résultats précis. Lors de la mesure, fixez le cadre avec un boulon conçu pour qu'il ne bouge pas accidentellement. N'utilisez pas d'outils dont la tige ou le vernier est endommagé (dans le cas d'appareils numériques, il peut y avoir des dysfonctionnements plus complexes) ou avec un repère zéro cassé. Tenir compte de la dilatation thermique des pièces (il est préférable de prendre des mesures à une température proche de 20 C).
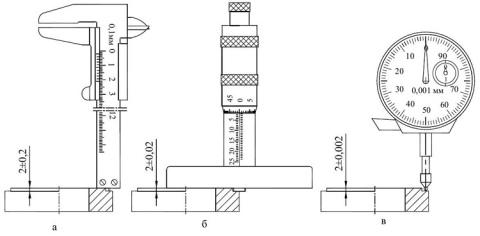
Lorsque vous mesurez avec une jauge de profondeur mécanique, n'oubliez pas la valeur de division. Pour la plupart des modèles, il est de 0,5 ou 1 mm pour l'échelle principale et de 0,1 ou 0,5 mm pour le vernier. Le principe général est que le numéro de la division du vernier, qui coïncide avec la marque de l'échelle principale, doit être multiplié par son prix de division puis ajouté à la partie entière de la valeur souhaitée.


Il existe plusieurs règles d'utilisation et de stockage des appareils pour éviter leur panne prématurée :
- la pénétration de poussières et de particules solides entre le cadre et la tige peut provoquer un blocage, gardez donc l'instrument dans l'étui ;
- la durée de vie des appareils mécaniques est plus longue que celle des appareils numériques, et ces derniers nécessitent une manipulation plus soigneuse;
- l'ordinateur de lecture et l'affichage ne doivent pas être soumis à des chocs et des chocs ;
- pour un bon fonctionnement, l'alimentation de ces composants doit être fournie à partir d'une batterie avec un niveau de charge normal et/ou d'une alimentation électrique en état de marche.
Dans la vidéo suivante, vous trouverez un aperçu de la jauge de profondeur ShGTs-150.
Classification
Les altimètres sont classés selon différents critères. De par leur conception, on distingue les types d'appareils suivants :
- vernier (SR) - ce sont ceux qui ont déjà été décrits ci-dessus, c'est-à-dire qu'ils ressemblent à un pied à coulisse;
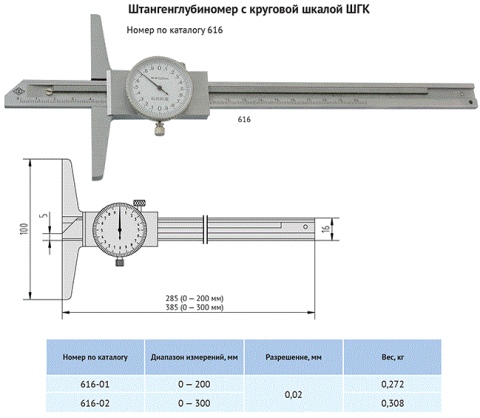
- avec une échelle circulaire (ШРК) - des dispositifs ayant une échelle de référence circulaire ;
- numérique (ШРЦ) - ayant des indicateurs de lecture électroniques.
De plus, ces outils se distinguent en fonction de la longueur maximale mesurée (hauteur) des pièces. Ce paramètre (en millimètres) est inclus dans le nom du modèle de l'outil.
Et il existe également des modèles de jauges de hauteur avec des marquages ШР-400, ШР-630 et plus. Le modèle maximum connu est le SHR-2500.
Tous les outils sont classés selon la classe de précision. Il est également inclus dans les marquages du modèle. Par exemple, le marquage ШР 250-0,05 signifie que ce modèle de jauge de hauteur manuelle a une précision de mesure de 0,05 mm, comme indiqué par le dernier chiffre (0,05). Ce paramètre correspond à la première classe de précision de l'instrument selon GOST 164-90. L'intervalle de cette classe est de 0,05 à 0,09 mm. À partir de 0,1 et plus - la deuxième classe de précision.
Pour les appareils numériques, il existe une séparation selon ce que l'on appelle le pas de discrétion - de 0,03 à 0,09 mm (par exemple, ShRTs-600-0,03).
MÉTHODES DE CONTRLE ET D'ESSAI
4.1. Vérification de la jauge de profondeur - selon GOST 8.163 et MI 965.
4.2. Lors de la détermination de l'effet des secousses de transport, un support de choc est utilisé qui crée une secousse avec une accélération de 30 m / s à une fréquence de 80 à 120 battements par minute. 2. Il est permis d'effectuer des tests de jauges de profondeur par transport sur un camion à une vitesse de 20 à 40 km / h sur une distance d'au moins 100 km le long d'un chemin de terre.
4.3. L'impact des facteurs climatiques de l'environnement extérieur pendant le transport est déterminé dans des enceintes climatiques selon les modes suivants : à une température de moins (50 ± 3) ° С, plus (50 ± 3) ° et à une humidité relative (95 ± 3)% à une température de (35 ± 5) ) ° C. Exposition dans une chambre climatique pour chacun des trois types de tests - heures 2. Après les tests, l'erreur des profondimètres ne doit pas dépasser les valeurs indiquées dans le tableau 2.Après avoir maintenu la jauge de profondeur dans chaque mode, il est permis de la conserver dans des conditions normales pendant 2 heures.
Caractéristiques
Tableau 1 - Caractéristiques métrologiques
|
Description des caractéristiques |
Sens |
|||||
|
SHG- 160 |
SHG- 200 |
SHG- 250 |
SHG- 300 |
SHG- 400 |
SHG- 630 |
|
|
Plage de mesure, mm |
de 0 à 160 |
de 0 à 200 |
de 0 à 250 |
de 0 à 300 |
de 0 à 400 |
de 0 à 630 |
|
Valeur de lecture selon vernier, mm |
0,05 |
|
Description des caractéristiques |
Sens |
|
|
SHG-SHG-SHG-TTTG-TTTG- 160 200 250 300 400 |
SHG- 630 |
|
|
Longueur de la surface de mesure du cadre, mm, pas moins |
120 |
175 |
|
Écart de planéité de la surface de mesure du cadre, mm |
0,006 |
|
|
Écart de planéité de la surface de mesure des haubans, mm |
0,004 |
|
|
Paramètre de rugosité de la surface de mesure du cadre, mm |
Ra |
|
|
Paramètre de rugosité de la surface de mesure de la tige, mm |
Ra |
|
|
Distance entre le bord supérieur du bord du vernier et la surface graduée de la tige de la jauge de profondeur, mm, pas plus |
0,25 |
|
|
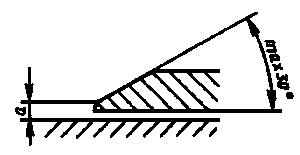
Angle du plan de l'échelle du vernier par rapport au plan de l'échelle de la tige, °, pas plus |
30 |
|
|
Largeur de trait des échelles à barre et vernier, mm |
de 0,08 à 0,20 |
|
|
La différence de la largeur des lignes au sein d'une échelle et les lignes des échelles de la tige et du vernier de la même jauge de profondeur, pas plus, mm |
0,03 |
Tableau 2 - Limites de l'erreur absolue tolérée des profondimètres
|
Description des caractéristiques |
Valeur d'échelle |
|
|
0 à 400 mm incl. |
Acier 400 à 630 mm |
|
|
Limites d'erreur absolue tolérée des profondimètres à des températures ambiantes de plus 10 °C à plus 30 °C et une humidité relative jusqu'à 80 % à une température de plus 25 °C, mm |
±0,05 |
±0,10 |
Remarque - l'erreur est donnée à la fois avec un serrage serré et lâche du cadre. Tableau 3 - Principales caractéristiques techniques_
|
Modification |
Dimensions hors tout (longueur x largeur x hauteur), mm, pas plus |
Poids, kg, pas plus |
|
SHG-160 |
250x120x11.4 |
0,30 |
|
SHG-200 |
290x120x11.4 |
0,31 |
|
SHG-250 |
340x120x11.4 |
0,33 |
|
SHG-300 |
390x120x11.4 |
0,36 |
|
SHG-400 |
490x120x11.4 |
0,39 |
|
SHG-630 |
720x175x11.4 |
0,48 |
Caractéristiques
Tableau 1. Caractéristiques métrologiques et techniques de base des profondimètres à tige en version standard_
|
Plage de mesure, mm |
Valeur de lecture selon vernier, mm |
Pas de discrétion du dispositif de lecture numérique, mm |
Longueur de la surface de mesure du cadre, mm, pas moins |
|
de 0 à 150 |
0,02; 0,05; 0,10 |
0,01 |
102; 120; 175 |
|
de 0 à 160 |
0,02; 0,05; 0,10 |
0,01 |
102; 120; 175 |
|
de 0 à 200 |
0,02; 0,05; 0,10 |
0,01 |
102; 120; 175 |
|
de 0 à 250 |
0,02; 0,05; 0,10 |
0,01 |
102; 120; 175 |
|
de 0 à 300 |
0,02; 0,05; 0,10 |
0,01 |
102; 120; 175 |
|
de 0 à 400 |
0,05; 0,10 |
0,01 |
102; 120; 175 |
|
de 0 à 500 |
0,05; 0,10 |
0,01 |
102; 120; 175 |
|
de 0 à 600 |
0,05; 0,10 |
0,01 |
102; 120; 175 |
|
de 0 à 630 |
0,05; 0,10 |
0,01 |
102; 120; 175 |
|
de 0 à 1000 |
0,05; 0,10 |
0,01 |
102; 120; 175 |
Tableau 2. Principales caractéristiques métrologiques et techniques
jauges de profondeur avec barre en L
|
Plage de mesure, mm |
Valeur de lecture selon vernier, mm |
Pas de discrétion du dispositif de lecture numérique, mm |
Longueur de la surface de mesure du cadre, mm, pas moins |
|
de 0 à 150 |
0,02; 0,05; 0,1 |
0,01 |
102; 120; 175 |
|
de 0 à 160 |
0,02; 0,05; 0,1 |
0,01 |
102; 120; 175 |
|
de 0 à 200 |
0,02; 0,05; 0,1 |
0,01 |
102; 120; 175 |
|
de 0 à 250 |
0,02; 0,05; 0,1 |
0,01 |
102; 120; 175 |
|
de 0 à 300 |
0,02; 0,05; 0,1 |
0,01 |
102; 120; 175 |
Tableau 3. Limites de l'erreur absolue tolérée des profondimètres à température ambiante (20 ± 5) ° _
|
Profondeur mesurée, mm |
Limites de l'erreur absolue tolérée des jauges de profondeur, mm |
|||
|
avec valeur de comptage vernier, mm |
avec étape de discrétion du dispositif de lecture numérique, mm |
|||
|
0,02 |
0,05 |
0,10 |
0,01 |
|
|
de 0 à 100 incl. |
± 0,02 |
± 0,05 |
± 0,05 |
± 0,03 |
|
St. 100 à 200 inclus |
± 0,03 |
± 0,05 |
± 0,05 |
± 0,03 |
|
St. 200 à 300 inclus |
± 0,04 |
± 0,05 |
± 0,05 |
± 0,04 |
|
St. 300 à 400 incl. |
— |
± 0,05 |
± 0,10 |
± 0,04 |
|
St. 400 à 600 incl. |
— |
± 0,10 |
± 0,10 |
± 0,05 |
|
St. 600 à 800 incl. |
— |
± 0,10 |
± 0,15 |
± 0,07 |
|
St. 800 à 1000 |
— |
± 0,15 |
± 0,15 |
± 0,07 |






L'écart par rapport à la planéité de la surface de mesure de la tige ne dépasse pas 0,004 mm. L'écart par rapport à la planéité de la surface de mesure du cadre ne dépasse pas 0,006 mm. Plage de température de fonctionnement de 15 à 25 ° C.
Humidité relative de l'air ne dépassant pas 80% à une température de 25 ° C.
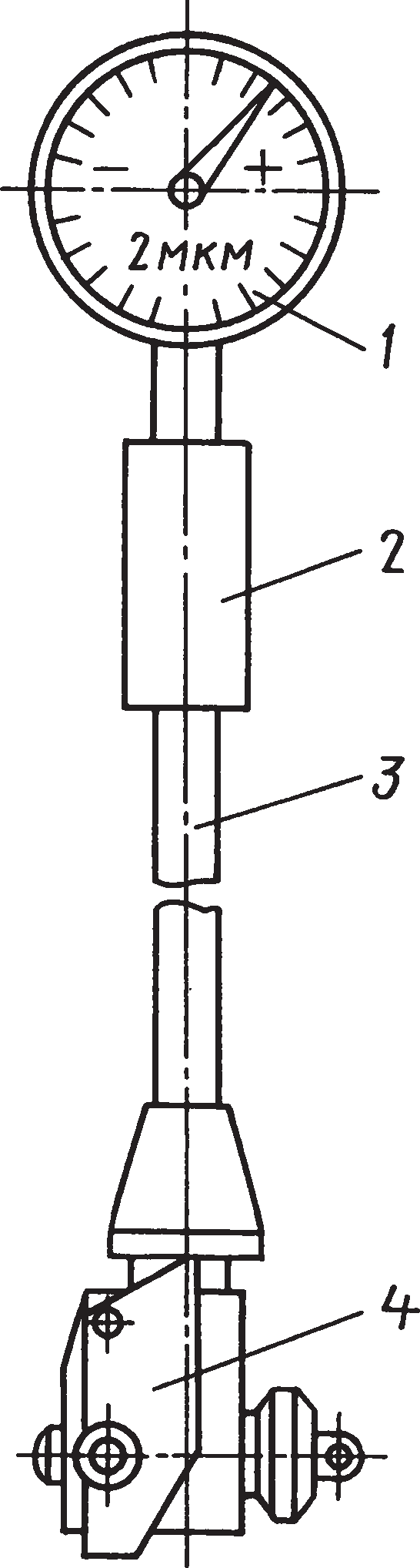
Zut. 4
Zut. 4
2.9.2. Distance une du bord supérieur du bord du vernier à la surface de l'échelle à barres ne doit pas dépasser 0,25 mm pour les jauges de profondeur à vernier avec une valeur de lecture de vernier de 0,05 mm et 0,30 mm pour les jauges de profondeur avec une valeur de lecture de 0,1 mm.
2.9.3. Les dimensions des barres des échelles d'haltères et du vernier doivent correspondre à ce qui suit : la largeur des barres est de 0,08-0,20 mm ; la différence de largeur des barres à l'intérieur d'une échelle et les barres des échelles de la barre et de la le vernier d'une jauge de profondeur à vernier ne doit pas dépasser 0,03 mm lorsqu'il est compté selon le vernier 0, 05 mm ; 0,05 mm lors de la lecture vernier 0,1 mm.
2.10. Exigences pour l'échelle à cadran de l'appareil de lecture (type ShGK)
2.10.1. La division de l'échelle doit être d'au moins 1 mm.
2.10.2. La largeur de la ligne d'échelle est de 0,15 à 0,25 mm. La différence de largeur des lignes correspondantes à l'intérieur d'une échelle ne doit pas dépasser 0,05 mm.
2.10.3. La largeur de la flèche au-dessus des repères d'échelle doit être comprise entre 0,15 et 0,20 mm. L'extrémité de la flèche ne doit pas chevaucher les traits courts sur plus de 0,8 de leur longueur. La distance entre l'extrémité de l'aiguille et le cadran ne doit pas dépasser 0,7 mm.
2.10.4. Le dispositif de lecture doit permettre d'aligner la flèche avec le repère zéro sur le cadran.
2.11. Exigences pour les profondimètres de type ShGTs
2.11.1. Les chiffres doivent avoir une hauteur d'au moins 4 mm.
2.11.2. Les profondimètres de type SHGT peuvent en outre être équipés d'une interface pour la sortie du résultat de la mesure vers un appareil externe.
2.12. La dureté des surfaces de mesure trempées de la jauge de profondeur doit être : d'acier à outils et d'acier de construction - pas moins de 59 HRC ; d'acier fortement allié - pas moins de 51,5 HRC.
2.13. Le paramètre de rugosité des surfaces de mesure selon GOST 2789 : cadres - 0,08 microns ; tiges - 0,16 microns.
2.14. Les surfaces extérieures (à l'exception des surfaces de mesure du cadre et de la tige) des jauges de profondeur en acier à outils ou en acier de construction doivent être chromées.
2.15. Les échelles à barre et à vernier des jauges de profondeur en acier inoxydable doivent avoir une finition mate.
2.16. La jauge de profondeur doit être démagnétisée.
2.17. Temps moyen entre les pannes d'un profondimètre - 30 000 mesures conditionnelles Dans une mesure conditionnelle, nous entendons le mouvement du cadre le long de la tige jusqu'à ce que les surfaces de mesure entrent en contact avec l'objet de mesure. Dans ce cas, le mouvement du cadre doit être d'au moins 1/3 de la limite de mesure supérieure de la jauge de profondeur.
2.18. Le temps de fonctionnement sans défaillance établi des jauges de profondeur de type ShG et ShGK est d'au moins 6 000 mesures conventionnelles ; la jauge de profondeur de type ShGTs - d'au moins 9 000 mesures conventionnelles. 2.2 et/ou 2.6.
2.19. La durée de vie moyenne totale de la jauge de profondeur est d'au moins 5 ans.
2.20.La durée de vie totale établie de la jauge de profondeur de type ShG est d'au moins 1,5 an ; tapez ShGK - au moins 2,0 ans; type SHGT - au moins 2,5 ans Le critère de l'état limite est l'usure des éléments des profondimètres, conduisant au non-respect des prescriptions des paragraphes. 2.2 et (ou) 2.6 et caractérisé par l'impossibilité ou l'inadaptation de la restauration des surfaces usées.
2.21. Le temps de récupération moyen d'un profondimètre à vernier avec un vernier ne dépasse pas 2 heures, avec un cadran et un appareil de lecture numérique - pas plus de 4 heures.
2.22. La durée de conservation moyenne doit être d'au moins 4 ans, sous réserve d'une nouvelle conservation après 2 ans.
2.23. Un passeport selon GOST 2.601 doit être attaché à chaque jauge de profondeur.








2.24. Marquage
2.24.1. Chaque profondimètre doit porter les mentions suivantes : marque du fabricant ; numéro de série selon la numérotation du fabricant ; désignation conventionnelle de l'année de fabrication ; valeur de lecture selon vernier ou échelle de prix.
2.24.2. Le marquage sur le boîtier est conforme à GOST 13762. Le nom ou le symbole de la jauge de profondeur est appliqué uniquement sur le boîtier rigide.
2.25. Emballer
2.25.1. Méthodes et moyens de dégraissage et de préservation de la jauge de profondeur - conformément à GOST 9.014.
2.25.2. Une jauge de profondeur doit être emballée dans un étui en matériau conforme à la norme GOST 13762. Pour une jauge de profondeur à vernier avec une limite de mesure supérieure jusqu'à 400 mm, un emballage souple est autorisé.
LES PRÉ-REQUIS TECHNIQUES
2.1. Les jauges de profondeur devraient être fabriquées conformément aux exigences de la présente norme conformément aux dessins d'exécution approuvés de la manière prescrite.
2.2. La limite d'erreur tolérée de la jauge de profondeur à la fois avec un serrage lâche et serré du cadre à une température ambiante de (20 ± 10) ° С, une humidité relative ne dépassant pas 80% à une température de 25 ° doit correspondre à celle indiquée en tableau. 2.
Tableau 2
mm
|
Limite d'erreur tolérée de la jauge de profondeur (±) |
|||||
|
Sections d'échelle |
avec valeur de comptage vernier |
avec la valeur de division du cadran du dispositif de lecture |
avec une étape de discrétion d'un dispositif de lecture numérique |
||
|
0,05 |
0,1 |
0,02 |
0,05 |
0,01 |
|
|
Jusqu'à 100 |
0,03 |
0,03 |
|||
|
» 200 |
0,05 |
0,05 |
0,05 |
||
|
200 » 300 |
|||||
|
300 » 400 |
0,04 |
0,04 |
|||
|
400 » 600 |
0,10 |
0,10 |
|||
|
600 » 800 |
— |
— |
— |
||
|
800 » 1000 |
0,15 |
0,15 |
Noter. L'erreur de la jauge de profondeur ne doit pas dépasser les valeurs indiquées dans le tableau. 2, lors de leur vérification à l'aide de cales étalons planes parallèles de longueur en acier.
2.3. La tolérance de planéité de la surface de mesure de la tige de la jauge de profondeur est de 0,004 mm.
2.4. Le disque de planéité de la surface de mesure du cadre des jauges de profondeur des types ShG et ShGK est de 0,006 mm, du type ShGTs - 0,005 mm. Les blocs sont autorisés le long des bords des surfaces de mesure dans une zone ne dépassant pas 0,2 mm de large .
2.5. Le jeu de la paire micrométrique de l'avance du cadre micrométrique ne doit pas dépasser 1/3 de tour.
2.6. Le cadre ne doit pas se déplacer le long de la tige sous son propre poids lorsque la tige est en position verticale.La jauge de profondeur doit disposer d'un dispositif de serrage du cadre, qui assure son blocage dans n'importe quelle position dans la plage de mesure.
2.7. La surface de mesure de la tige doit être en carbure. (Carbure selon GOST 3882). A la demande du consommateur, la surface de mesure de la tige ne doit pas être équipée d'alliage dur. La tige de la jauge de profondeur doit avoir une dureté d'au moins 30 HRC.
2.8. A la demande du consommateur, la jauge de profondeur doit mesurer les dimensions des rainures, des rainures et la profondeur des trous d'un diamètre d'au moins 2 mm.
2.9. Exigences pour les échelles à barre et vernier (type SHG)
2.9.1. L'emplacement du plan de l'échelle du vernier par rapport au plan de l'échelle à barres est indiqué sur la fig. 4.
La description
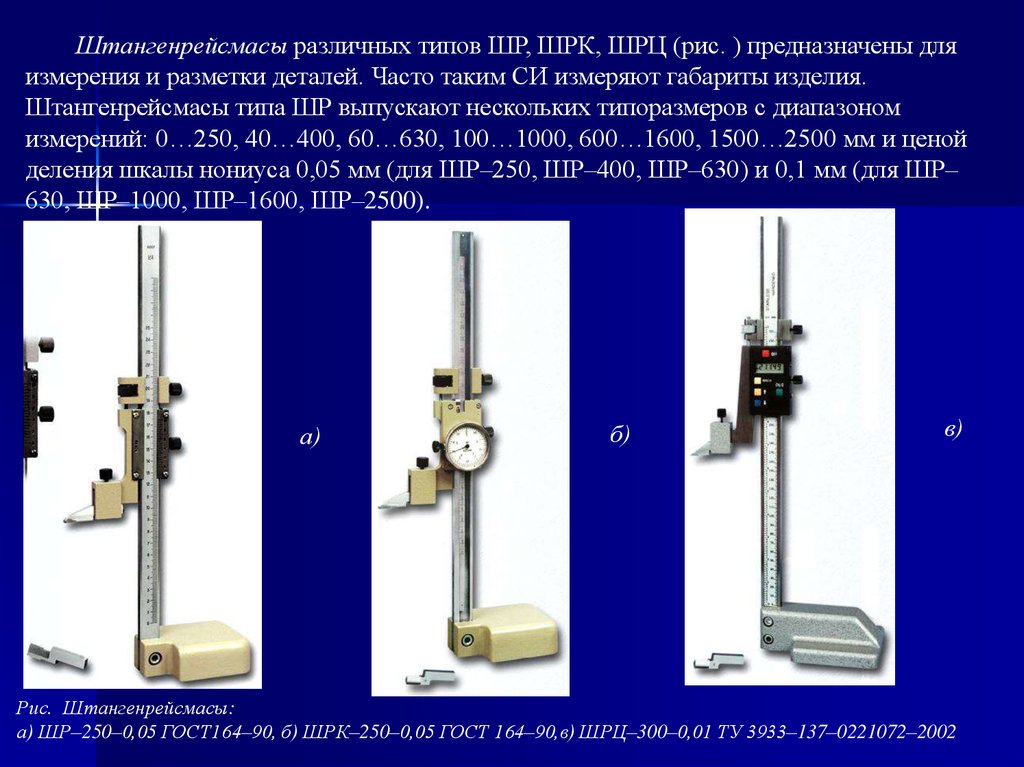
Les jauges de hauteur sont fabriquées dans les types suivants :
SHR - avec comptage selon vernier ;
ShRK - avec un appareil de lecture à échelle circulaire;
ShRTs - avec un appareil de lecture numérique électronique.
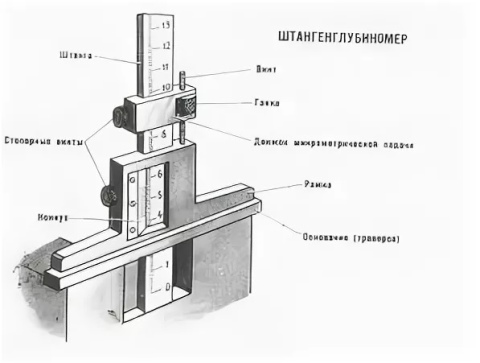
Le principe de fonctionnement des altimètres de type ShR est mécanique. Les dimensions sont comptées par la méthode d'évaluation directe de la coïncidence des divisions de l'échelle sur la barre avec les divisions du vernier situées sur le cadre de la jauge de hauteur.Les jauges de hauteur de type ShR sont constituées d'une base, d'une tige avec une échelle millimétrique fixée sur la base, d'un cadre avec un vernier se déplaçant le long de la tige, d'un dispositif d'alimentation micrométrique et d'un pied de mesure.
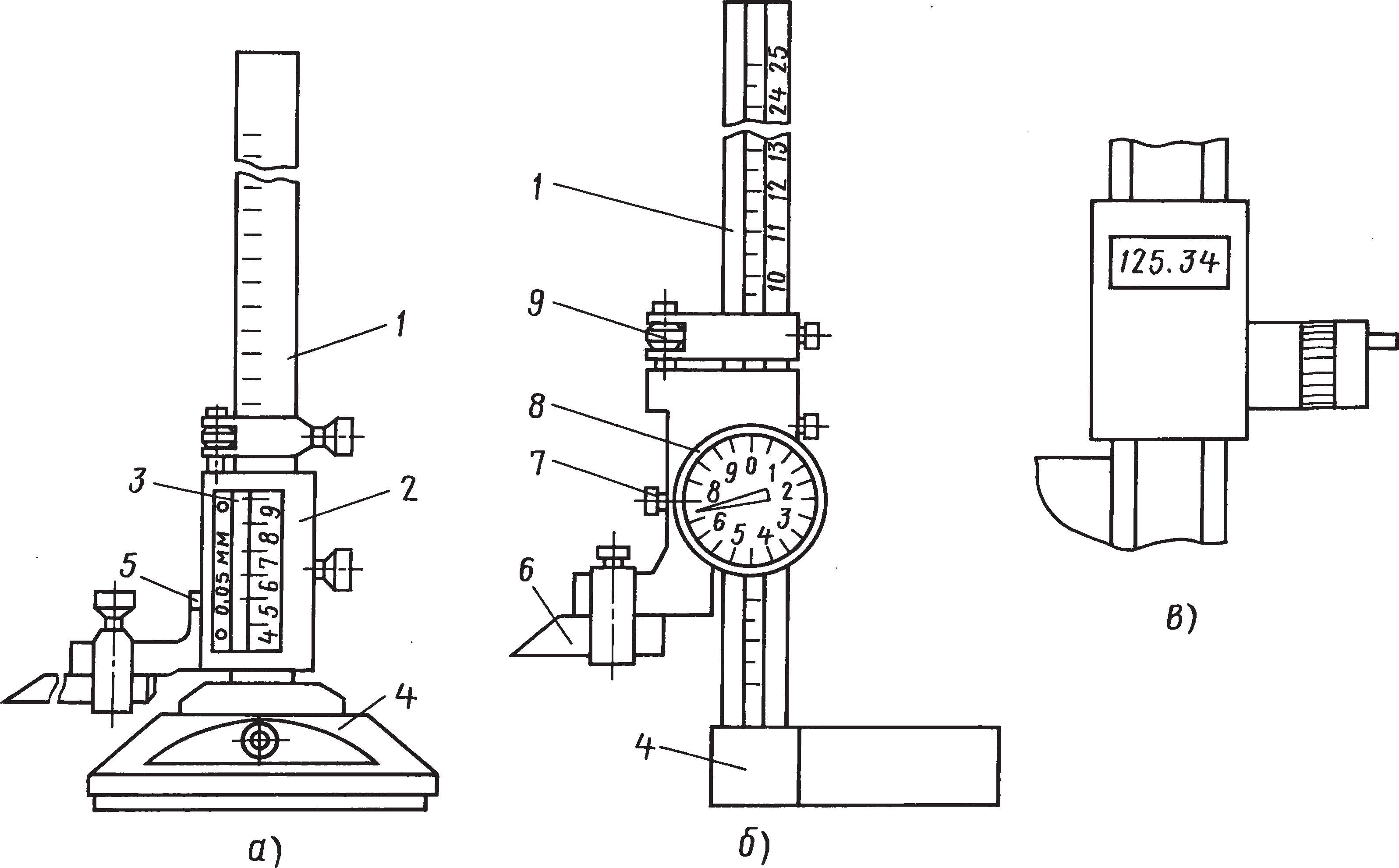





Le principe de fonctionnement des altimètres de type ShRK est mécanique. Les dimensions sont comptées par la méthode d'évaluation directe par divisions millimétriques de l'échelle à barres et par divisions de l'échelle circulaire intégrée dans le cadre. Le cadran tourne au moyen d'une lunette mobile et est verrouillé avec une vis de réglage. Les jauges de type ShRK se composent d'une base, d'une barre fixée à la base, sur laquelle est appliquée une échelle millimétrique, d'un cadre avec une échelle circulaire se déplaçant le long de la barre, d'un dispositif d'alimentation micrométrique et d'une jambe de mesure.
Le principe de fonctionnement des altimètres de type SHRT est mécanique avec la sortie de lectures sur un écran à cristaux liquides (LCD) d'un appareil de lecture numérique électronique. Les dimensions sont comptées directement en lisant les lectures sur l'écran LCD d'un appareil de lecture numérique électronique situé sur le cadre de la jauge de hauteur. Les jauges de type ShRTs se composent d'une base, d'une tige fixée à la base, d'un dispositif d'alimentation micrométrique, d'un pied de mesure, d'un cadre avec un dispositif de lecture numérique, sur le panneau avant duquel sont installés des boutons, à l'aide desquels un certain nombre de des fonctions spéciales sont exécutées (par exemple, allumer / éteindre le dispositif de lecture numérique ( ON / OFF), sélection des unités de mesure en pouces ou en millimètres (mm / inch), remise à zéro du résultat de la mesure (0), sélection de l'absolu ou mesures relatives (ABS), etc.).
Tous les éléments mobiles de la jauge de hauteur sont équipés de vis de blocage.
L'étanchéité du corps des jauges de hauteur contre les accès non autorisés n'est pas prévue.
(s) - La marque " AO KZ " Krasny Instrumentalschik " est appliquée sur le passeport des jauges de hauteur en utilisant la méthode typographique, sur la barre ou le cadran (pour les jauges de hauteur ShRK) et sur le couvercle du boîtier avec de la peinture ou par marquage au laser.
Ce que c'est?
Tout d'abord, il convient de donner des informations générales sur cet outil de serrurier.
- Il a également un autre nom - jauge de hauteur.
- Il ressemble à un pied à coulisse, mais est installé pour déterminer les dimensions sur un plan horizontal en position verticale.
- Le principe de fonctionnement de l'étrier n'est pas différent du principe de fonctionnement de l'étrier.
- Son but est de mesurer la hauteur des pièces, la profondeur des trous et la position relative des surfaces des différentes parties du corps. De plus, il est utilisé pour les opérations de marquage.
- L'instrument étant en fait un appareil de mesure, il dispose d'une certaine méthode de vérification et de mesure.
- Réglemente les conditions techniques de cet instrument GOST 164-90, qui est sa norme principale.
OUTILS DE TEST
2.1. La liste des outils de vérification est présentée dans le tableau. 2.
Tableau 2
|
Numéro d'article de recommandation |
Nom d'un exemple d'instrument de mesure ou d'aide à la vérification ; numéro du document réglementant les exigences techniques du produit ; catégorie selon le schéma de vérification de l'État et (ou) les exigences métrologiques et techniques de base |
|
Détecteur de pôle Fluxgate FP-1 |
|
|
Sonde selon TU 2.034.225, épaisseur, mm, 0,25 ; 0,30 |
|
|
Microscope à instrument selon GOST 8074 |
|
|
Échantillons de rugosité de surface conformes à GOST 9378 avec les paramètres R = 0,08 microns et R = 0,16 microns ; loupe LP-1-4x selon GOST 25706 ou profileuse modèle 295 selon TU2.034.4; |
|
|
Règles linéaires, type LT ou LD, classe de précision 1 selon GOST 8026 ; cales étalons plan-parallèles de classe de précision 2 conformément à GOST 9038; plaque de verre plat de classe de précision 2 selon TU 3.3.2123 |
|
|
Plaque de contrôle de classe de précision 1 ou 2 selon GOST 10905 cales étalons plan-parallèles de la 3e classe de précision conformément à GOST 9038; ou exemplaire 4ème catégorie selon MI 1604 plaque de verre plat de classe de précision 2 selon TU 3.3.2123 |
|
|
Chronomètre mécanique avec division d'échelle de 0,1 s, classe de précision 1 selon GOST 5072 |
Remarques (modifier): 1. Il est permis d'utiliser des fonds non répertoriés dans le tableau., mais répondant aux exigences de précision de cette recommandation.
La description
Les jauges de hauteur se composent d'une base sur laquelle est fixé un guide vertical (tige), le long duquel se déplace un cadre avec un dispositif de lecture. Le cadre avec le dispositif de lecture est équipé d'un pied de mesure (ou de marquage) et se déplace librement le long de la tige.
Les jauges de hauteur sont fabriquées dans les versions suivantes :
SHR - avec comptage selon vernier ;
ShRK - avec un appareil de lecture à échelle circulaire;
ShRTs - avec un appareil de lecture numérique électronique.
Le principe de fonctionnement des altimètres est mécanique.
La mesure des dimensions de la jauge ShR est faite par la méthode d'évaluation directe de la coïncidence des divisions de l'échelle sur la barre avec les divisions du vernier situées sur le bâti de la jauge.
Les dimensions de la jauge de hauteur ShRTs sont comptées directement en lisant les lectures sur l'écran à cristaux liquides d'un appareil de lecture numérique situé sur le cadre de la jauge de hauteur. À côté de l'affichage à cristaux liquides, il y a des boutons pour allumer / éteindre le dispositif de lecture numérique électronique (OFF / ON), régler le zéro (ZERO), sélectionner le mode des unités de mesure mm / pouce (mm / pouce), etc. . ..
Les dimensions de la jauge de hauteur ShRK sont comptées selon l'échelle à barres et l'échelle circulaire du dispositif de lecture.
Les jauges de hauteur ont un dispositif de serrage du cadre, qui assure son verrouillage dans n'importe quelle position de la plage de mesure. La conception du cadre et la fixation des pieds sont susceptibles de changer sans affecter les performances.
Jauges de hauteur de la version ShR avec une lecture au vernier de 0,05 et 0,1 mm et une plage de mesure de 0 à 250 mm, de 40 à 400 mm, de 60 à 630 mm, de 100 à 1000 mm, de 600 à 1600 mm, de 1500 à 2500 mm sont fabriqués conformément à GOST 164-90. Le reste des altimètres est fabriqué selon les spécifications techniques TU 3933-015-74229882-2013.
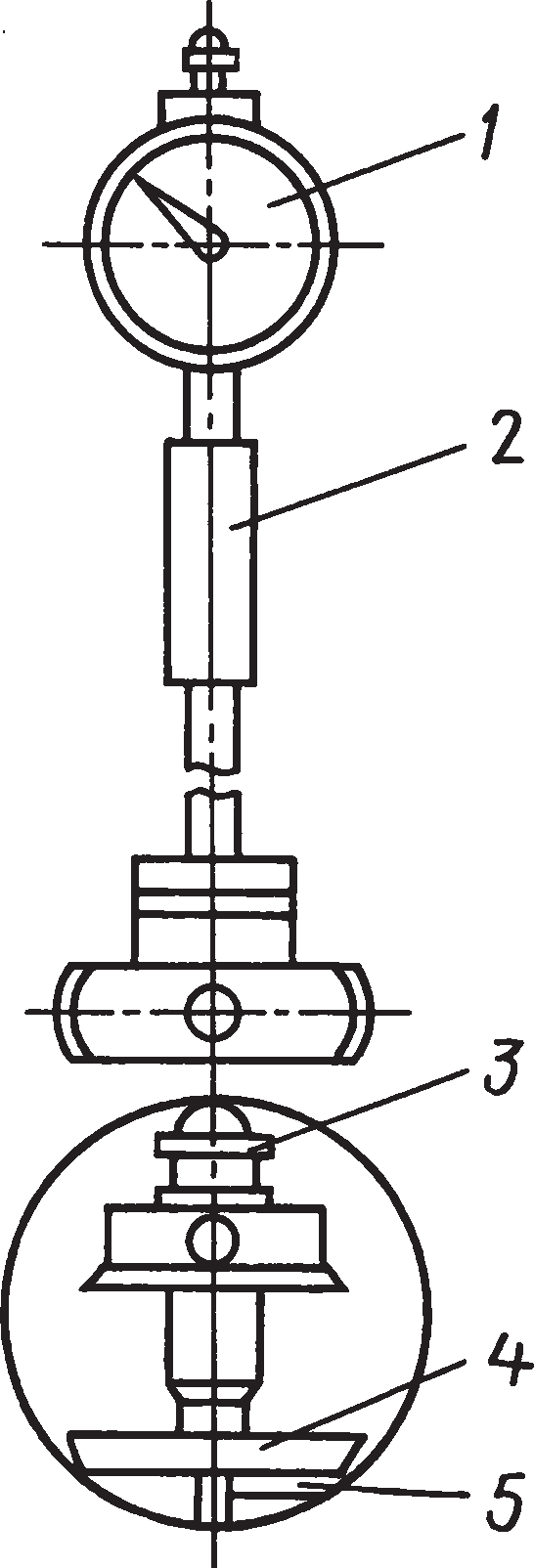
L'apparence des jauges de hauteur ShR, ShRTs, ShRK est illustrée sur les figures 1, 2, 3.
a) jauge de hauteur avec un pied de marquage b) jauge de hauteur avec un pied de mesure
Figure 1 - Vue générale de la jauge de hauteur ShR