Mesure et marquage de pièces avec une jauge de hauteur
Parlons de la façon dont les pièces sont mesurées et marquées lors de l'utilisation d'une jauge de hauteur manuelle.
Des mesures
Prenez des mesures avec une jauge de hauteur manuelle dans cet ordre.
-
Faites glisser le support de pied sur la saillie du cadre de l'appareil.
-
Placez le pied dans la rainure du support. Fixez-le avec la vis de réglage.
-
Placer la jauge de hauteur sur la plaque de référence de contrôle.
-
Assurez-vous que l'appareil est de niveau.
-
En tenant la base de l'outil avec votre main gauche, déplacez le cadre vers le haut et fixez le pied au-dessus de la pièce.
-
Placer le produit sous le pied de la jauge de hauteur.
-
Abaissez le cadre jusqu'à ce que le pied soit fermement en contact avec la surface supérieure de la pièce.
-
Fixez la position du cadre avec une autre vis de réglage.
-
Prenez les lectures.

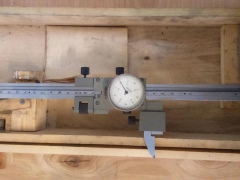
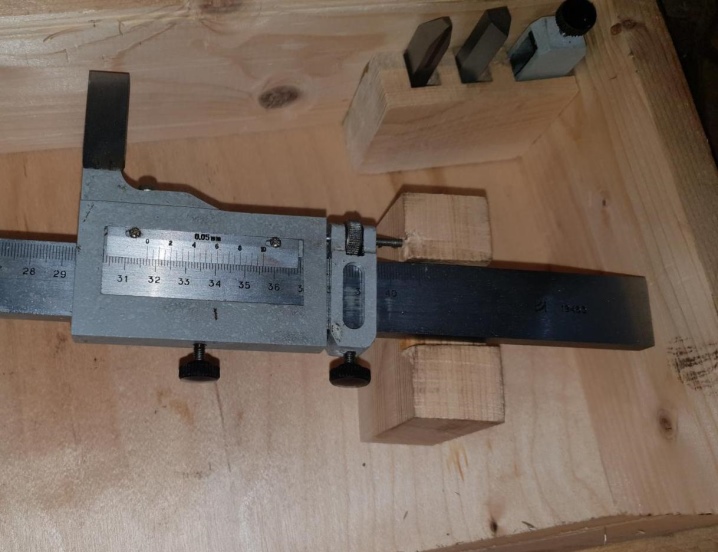
Photo n°2 : mesure de la hauteur du produit avec une jauge de hauteur
Balisage
Le plus souvent, à l'aide de jauges de hauteur, des lignes parallèles à la plaque de référence horizontale sont appliquées sur les pièces. Pour ça:
-
réglez le cadre à la hauteur souhaitée (vous pouvez estimer l'exactitude par les valeurs sur les échelles de l'instrument);
-
fixer le cadre avec la vis de blocage ;
-
placez une pointe avec une pointe en carbure dans la fente du support ;
-
fixez-le solidement avec la vis de verrouillage;
-
placer la jauge de marquage et la pièce sur la plaque de mesure (le traceur doit toucher le produit avec effort);
-
pour obtenir une ligne horizontale, déplacez l'appareil sur la plaque tout en tenant le socle.
En conséquence, une ligne clairement visible apparaîtra sur la surface de la pièce à la hauteur souhaitée.
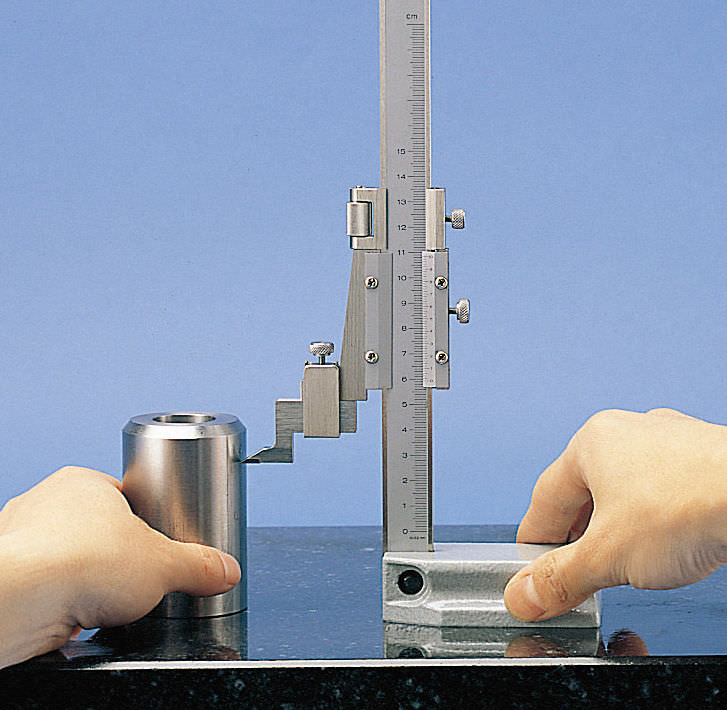
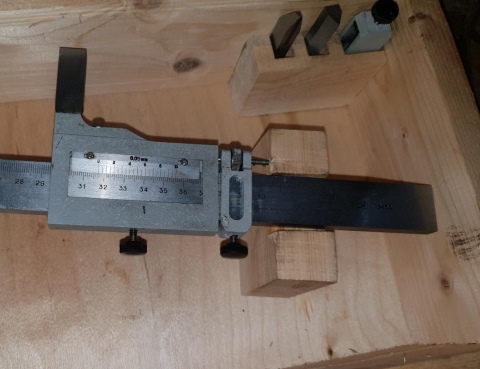
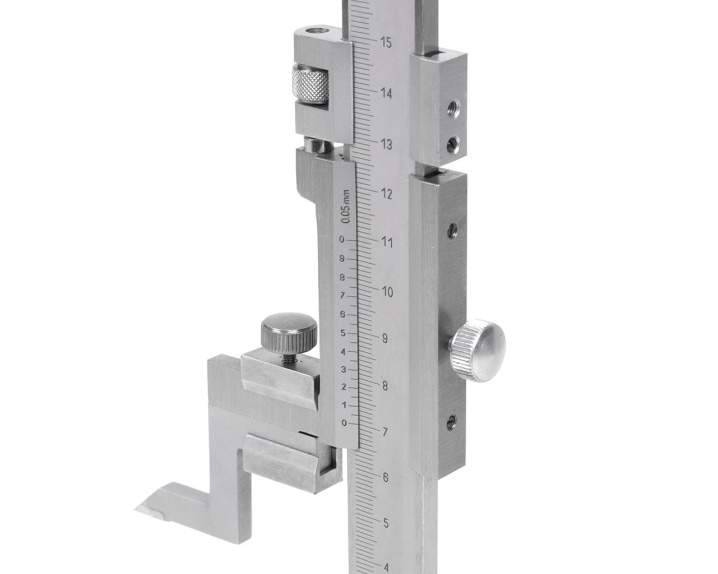
Photo n°3 : marquage de la pièce avec une jauge de hauteur
Vérification de l'instrument
La méthode d'étalonnage de la jauge de hauteur fournit les éléments suivants. Tout d'abord, vous devez vérifier le réglage zéro de l'outil appliqué. Pour cela, le dispositif est placé sur une plaque de référence et déplacé dans le sens longitudinal. La ligne de contrôle ne doit pas avoir de sections brisées et d'autres écarts qui, en termes absolus, se situent en dehors des limites de précision. La jauge de hauteur numérique est vérifiée de la même manière, seuls les indicateurs de l'affichage numérique sont surveillés.
Le but de la jauge de hauteur - dessin précis des lignes dimensionnelles et prise de mesures - peut être pleinement réalisé si les règles et exigences suivantes sont respectées :
- Des fluctuations importantes de température et d'humidité pendant le fonctionnement sont inacceptables. En particulier, la plage de température normalisée est de 20 ± 10 ° C et l'humidité relative est de 70 ± 5 %.
- Si le diamètre ou la configuration de la tête de mesure est modifié, la vérification doit être à nouveau effectuée.
- La vérification est toujours effectuée plusieurs fois (au moins trois), après quoi les lectures du vernier sont comparées pour la jauge de hauteur du vernier. L'instrument numérique est vérifié par la déviation des lectures de l'écran d'affichage inclus.
Pour vérifier les résultats obtenus, un micromètre de référence est utilisé, dont la précision ne doit pas être inférieure à la précision de la technique testée.
Comment ça marche et fonctionne
GOST 164-90 prévoit le dispositif standard suivant d'une jauge de hauteur:
- base;
- l'indicateur;
- vernier (échelle pour compter les lectures supplémentaires en fractions de mm);
- cadre avec avance micrométrique;
- support pour fixer des pointes remplaçables;
- prisme de comptage (ou scribe, selon les actions avec l'instrument).
Appareil et pièces principales
Conformément à la méthodologie prescrite dans GOST 164-90, l'outil en mode de marquage doit être utilisé comme suit.Toutes les mesures doivent être effectuées sur une dalle solide et plane avec une rugosité de surface minimale. Une base est installée sur cette plaque, après quoi, à l'aide d'un cadre et d'un vernier, la dimension linéaire requise est définie, qui doit être reproduite à la surface de la pièce ou du produit semi-fini. Une pointe est placée dans le support, qui est fixé de manière rigide avec une vis micrométrique. Le cadre, préalablement verrouillé par une vis, est pressé avec le corps sur la surface à marquer. Ensuite, l'outil est déplacé à la dimension linéaire requise, tandis que la pointe de traçage doit laisser une marque visible sur la surface de la pièce.
La jauge de hauteur, dont le but est la mesure, au lieu d'un scribe dans le support a un pointeur prismatique ou conique, qui se termine par une tête de petit rayon (selon les normes en vigueur, cela peut être de 50 ou 100 microns).





Classification
Conformément à la norme spécifiée, l'outil de mesure de hauteur GOST 164-90 en question peut être classé selon les paramètres suivants:
- En guise de lecture - manuel à lecture linéaire, manuel à lecture circulaire et automatisé (numérique).
-
Par la longueur limite du produit mesuré (pour les appareils portatifs), qui est indiquée dans la désignation. Selon la 1ère rangée de numéros préférés, la jauge de hauteur manuelle GOST 164-90 de type ShR avec une lecture linéaire des lectures peut être des types suivants : la jauge de hauteur ShR-250, la jauge de hauteur ShR-400, la hauteur jauge ShR-630, et ainsi de suite, jusqu'au ShR-2500.
- Classe de précision. En particulier, selon GOST 164-90, la première classe correspond à une précision de 0,05 mm et la seconde à 0,10 mm. La précision diminue avec l'augmentation des limites de la plage de mesure. Par exemple, si seule la limite supérieure de précision est obligatoire pour le type ShR-250, la jauge de hauteur ShR-630 GOST 164-90 peut avoir une précision de 100 microns. Pour les instruments les moins précis, la précision est réduite en conséquence à 150 ... 200 µm.
- Sur toute la longueur de l'échelle. Pour les instruments de la 1ère classe, il peut être de 19 et 39 mm, et pour la 2e - 9, 19 et 39 mm.
- La jauge de hauteur électronique diffère en outre par le pas de résolution d'affichage : 0,03 ... 0,07 mm pour la 1ère classe de précision et 0,05 ... 0,09 mm pour la 2ème classe de précision.
La désignation standard de l'instrument en question comprend tous les facteurs ci-dessus. Par exemple, un outil à main avec une plage de comptage de 60-630 et une précision de comptage de 0,10 est désigné comme suit : ShR-630-0,10 GOST 164-90 jauge de hauteur.
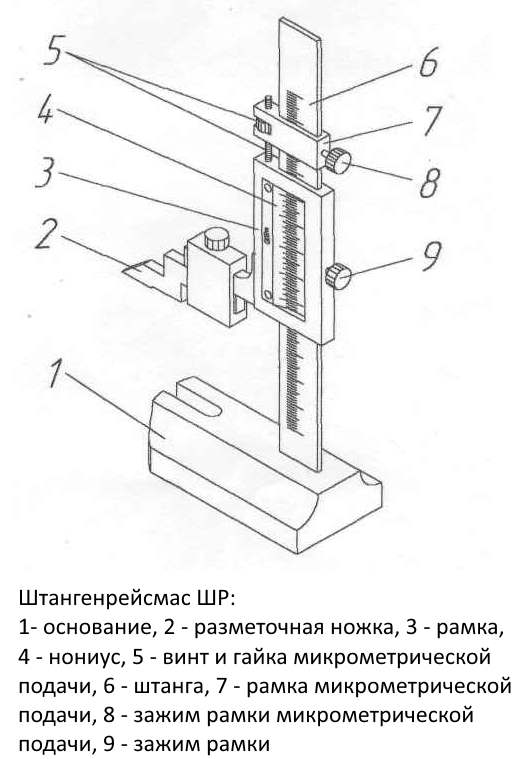
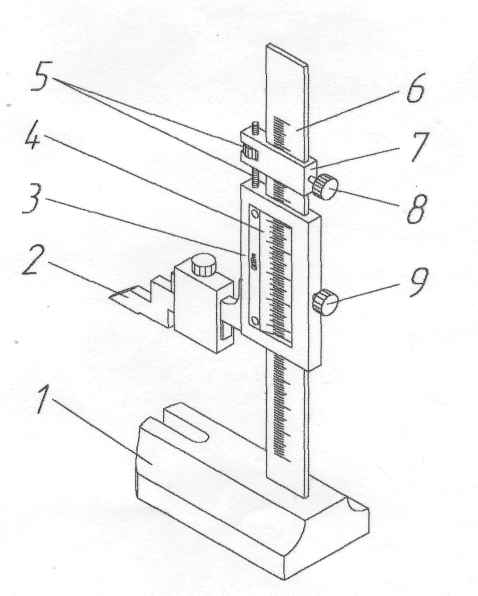
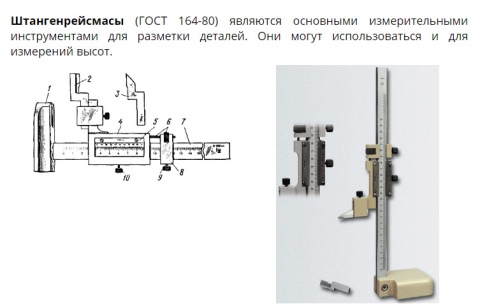
Rendez-vous.
1.1. Shtangenreismas ShR est conçu pour marquer des travaux, tracer des marques, transférer des dimensions d'une règle d'échelle à une pièce, mesurer des dimensions linéaires (hauteurs). Il est utilisé pour tracer des lignes horizontales et verticales parallèles sur les pièces installées sur la plaque, ainsi que pour vérifier la bonne installation des produits. L'outil se compose d'un cadre avec un vernier avec une surface de mesure durcie et d'une tige avec une surface de mesure. Le cadre est fourni avec un vernier. La tige est fabriquée avec une échelle encastrée, ce qui élimine l'usure de l'échelle lors du déplacement de la tige dans le cadre. La perche et les échelles du vernier ont une finition chromée mate pour éliminer l'éblouissement. Il est utilisé pour les mesures qui ne nécessitent pas une grande précision, en utilisant la méthode absolue.
1.2. Exemple de désignation standard d'une jauge de hauteur avec une plage de mesure de 0 à 200 mm et une lecture au vernier de 0,05 mm :
Shtangenreismas ShR-200-0.05.
Jauges de hauteur électroniques (numériques)
Le plus répandu aujourd'hui en raison de la simplicité
électronique (numérique)
Jauges de hauteur ShRTs. Considérez les capacités de ce type d'appareil à l'aide d'un exemple
jauge de hauteur Mahr.
L'outil est équipé d'une fonction ABS pour
commutation entre mesure relative et absolue (pour
Pour faciliter l'utilisation du premier mode, l'appareil dispose d'une fonction Reset pour remettre à zéro les lectures, et Preset pour prérégler les valeurs). Vitesse maximum
la mesure est de 1,5 m / s, l'appareil a une fonction de réglage fin.
Les fonctions Reference-Lock / Unlock vous permettent de verrouiller
et retirez la fixation des lectures. Le mode de transfert de données est activé par le bouton DATA. Arrêt automatique de l'appareil après
l'expiration du temps d'attente réglé économise considérablement l'alimentation électrique
nutrition.
La durée de vie de la batterie approche de la durée de vie de l'instrument
et a environ 3 ans. Les informations de mesure sont affichées sur l'écran LCD,
la hauteur des chiffres est de 1,2 cm.
Le cadre de la jauge de hauteur et sa tige sont en
acier inoxydable pour un glissement en douceur de la surface mobile.
Publié le 28/03/13.
Dispositif
La construction d'une jauge de hauteur conventionnelle est assez simple. Ses parties principales sont :
- base massive;
- une barre verticale sur laquelle est appliquée une échelle principale millimétrique (parfois appelée règle, car en apparence elle ressemble à cet instrument même connu depuis les années scolaires);
- cadre principal;
- vernier (échelle micrométrique supplémentaire sur le cadre principal);
- jambe de mesure.
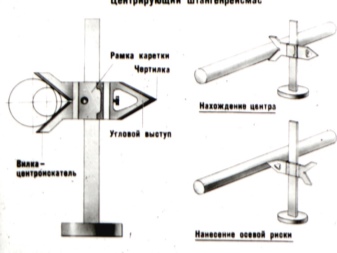
Toutes les autres pièces sont auxiliaires : fixations, réglages. Ce:
- vis et écrou pour déplacer le cadre principal;
- cadre d'alimentation micrométrique;
- vis de fixation du cadre;
- support pour pointes remplaçables de la jambe de mesure;
- traceur.
La tige avec l'échelle de mesure principale est enfoncée dans la base de l'outil strictement à angle droit (perpendiculaire) à son plan de référence. La tige a un cadre mobile avec une échelle de vernier et une projection sur le côté. La protubérance est équipée d'un support avec une vis, où est fixé un pied de mesure ou de marquage, selon l'opération à venir : mesure ou marquage.
Caractéristiques
Les caractéristiques métrologiques sont indiquées dans les tableaux 1, 2, 3.
Tableau 1 - Plage de mesure, valeur de lecture du vernier, division de l'échelle du dispositif de lecture ___
|
Modification |
Plage de mesure, mm |
Valeur de lecture selon vernier, mm |
La division de l'échelle circulaire du dispositif de lecture, mm |
|
SHR 250 |
de 0 à 250 |
0,05 |
— |
|
SHR 400 |
de 40 à 400 |
||
|
SHR 630 |
de 60 à 630 |
0,05; 0,10 |
|
|
SHR 1000 |
de 100 à 1000 |
||
|
SHR 1600 |
de 600 à 1600 |
0,10 |
|
|
SHR 2500 |
de 1500 à 2500 |
||
|
ShRK 250 |
de 0 à 250 |
— |
0,05 |
Tableau 2 - La distance entre le bord du vernier et la surface de l'échelle de la tige de la jauge de type ShR, le paramètre de rugosité des surfaces de mesure, l'écart de la taille réelle "g" de la jambe de mesure par rapport à celle marquée, la largeur du bord de la surface de mesure supérieure de la jambe de mesure, la largeur de la flèche de la jauge de hauteur ShRK, la distance entre l'extrémité de la flèche et le type de jauge de hauteur à cadran ShRK, l'écart par rapport au parallélisme du plan de mesure des jambes par rapport à la base de la jauge de hauteur_
|
Description des caractéristiques |
Sens |
|
Distance du bord du vernier à la surface de l'échelle à tige des jauges de hauteur de type ShR, mm, pas plus |
0,25 |
|
Le paramètre de rugosité des surfaces de mesure des jauges avec une valeur de lecture au vernier ou de division d'échelle ne dépassant pas 0,05 mm conformément à GOST 2789-73, Ra, m, pas plus : - pied de mesure - pieds marqueurs et socle |
0,16 0,32 |
|
Paramètre de rugosité des surfaces de mesure des jauges avec une lecture au vernier de 0,1 mm conformément à GOST 2789-73, Ra, m, pas plus : - mesurer et marquer les pieds - socles |
2 3 m vo o "o" |
|
Écart de la taille réelle "g" de la jambe de mesure par rapport à celle marquée, mm, pas plus |
±0,02 |
|
Largeur de nervure de la surface de mesure supérieure du pied de mesure, mm, pas plus : - jauges de hauteur avec une plage de mesure de 0 à 250 mm - jauges de hauteur avec d'autres plages de mesure |
,5 ,2 |
|
Largeur de flèche de jauge de hauteur ShRK, mm |
de 0,15 à 0,20 |
|
Distance entre l'extrémité de l'aiguille et le cadran des jauges de hauteur de type ShRK, mm, pas plus |
0,7 |
|
Ecart de parallélisme du plan de mesure des pattes par rapport à la base des gabarits de hauteur, mm, pas plus : - jauges de hauteur avec une lecture au vernier de 0,05 mm et une division d'échelle de 0,02 mm et 0,05 mm - jauges de hauteur avec un vernier de lecture de 0,1 mm |
0,010 0,015 |
Tableau 3 - Limites d'erreur absolue tolérée avec serrage lâche et serré du cadre, à une température ambiante de (20 ± 10) ° С_
|
Longueur mesurée, mm |
Limites de l'erreur absolue tolérée des jauges de hauteur, mm |
||
|
avec la valeur de division du cadran du dispositif de lecture |
avec valeur de comptage vernier |
||
|
0,05 |
0,05 |
0,10 |
|
|
de 0 à 400 incl. |
±0,05 |
±0,05 |
±0,05 |
|
St. 400 à 630 incl. |
— |
±0,10 |
|
|
St. 630 à 1000 incl. |
±0,10 |
||
|
St. 1000 à 1600 incl. |
— |
±0,15 |
|
|
Saint 1600 à 2500 |
±0,20 |
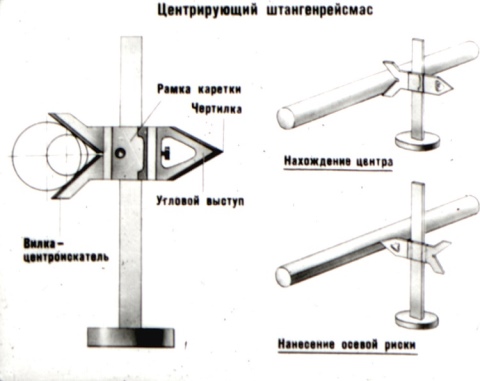






Tableau 4 - Principales caractéristiques techniques
|
Modifier cation |
Tolérance de parallélisme des surfaces de mesure supérieure et inférieure des pieds de mesure, mm |
Tolérance de rectitude des surfaces de mesure des pieds de marquage et de mesure, mm |
Dimensions hors tout (longueur x largeur hauteur), mm, pas plus |
Poids, kg, pas plus |
Durée de vie moyenne, années, pas moins |
|
SHR 250 |
0,006 |
0,004 |
160x70x375 |
1,8 |
5 |
|
SHR 400 |
275x120x531 |
5,3 |
|||
|
SHR 630 |
275x120x761 |
5,7 |
|||
|
SHR 630 |
0,01 |
||||
|
SHR 1000 |
320x155x1169 |
13,0 |
|||
|
SHR 1600 |
425x200x1770 |
32,0 |
|||
|
SHR 2500 |
460x200x2670 |
44,0 |
|||
|
ShRK 250 |
0,006 |
160x70x375 |
1,6 |
Tableau 5 - Conditions de fonctionnement
|
Description des caractéristiques |
Sens |
|
Température ambiante, ° С |
de +10 à +40 |
|
Humidité relative de l'air à une température de 25 ° С,%, pas plus |
80 |
A quoi cela sert-il ?
Vous pouvez utiliser ce type d'outils de marquage et de mesure dans les serruriers et les ateliers de tournage pour déterminer les dimensions géométriques linéaires de diverses pièces, la profondeur des rainures et des trous, ainsi que lors du marquage de pièces et de pièces lors de travaux d'assemblage et de réparation dans les industries concernées ( mécanique, métallurgie, automobile ). De plus, la jauge de hauteur est conçue pour mesurer avec précision la hauteur des pièces placées sur une zone de marquage. Dans ce cas, les caractéristiques métrologiques de l'instrument font l'objet d'une vérification périodique, dont la méthodologie est déterminée par la norme de l'État.







Ils peuvent prendre des mesures verticales, horizontales et même obliques. Certes, pour ce dernier, un nœud supplémentaire est requis.


Comment atteindre une précision maximale dans les opérations
Observez les directives suivantes.
-
Ne touchez les jauges de hauteur qu'aux endroits spécialement conçus à cet effet. Ceux-ci inclus:
-
un stylo;
-
plaque de référence de contrôle ;
-
un interrupteur actionnant les paliers pneumatiques ;
-
Il est interdit de toucher d'autres éléments de l'appareil pendant la mesure ou le marquage.
La précision des mesures et des marquages est fortement influencée par la température ambiante. En raison de ce:
-
effectuer des opérations uniquement à une température de l'air de +10 à +20 ° C;
-
assurez-vous que la lumière directe du soleil ne tombe pas sur l'appareil ;
-
il ne doit pas y avoir de courants d'air dans la salle de mesure et de marquage ;
-
n'installez pas de jauges de hauteur à proximité d'appareils de chauffage ;
-
ne mesurez pas les pièces trop chaudes ou trop froides ;
-
avant d'effectuer des opérations, laisser le temps à l'instrument de s'adapter s'il a été amené de n'importe où.
Selon la taille des pièces, le temps d'adaptation peut varier de 15 minutes à 8 heures.
-
Lorsque deux corps se touchent, des vibrations imperceptibles à l'œil nu se produisent. Par conséquent, vous devez attendre un peu avant de lire les résultats.
-
N'appuyez pas trop fort. La jambe peut se plier. Même un virage imperceptible conduira au mariage.
Types de jauges de hauteur
Selon GOST 164-90, les jauges de hauteur peuvent
produit en trois versions, différentes par le type d'appareil de lecture.
L'avance de trame est la même dans tous les cas et est micrométrique.
Les outils du premier type sont équipés d'une échelle vernier et
marqué de la combinaison de lettres . La longueur du vernier peut être 9, 19 et 39
mm ou 19 et 39 mm selon l'importance comptage vernier
(0,1 et 0,05 mm, respectivement). Longs coups sur le vernier
être signé avec des nombres entiers, cependant, dénoter une fraction d'une division entière.
Jauges de hauteur équipées d'un dispositif de lecture en
la forme d'une échelle circulaire, produite sous la marque ShRK. L'appareil de lecture doit
s'assurer de l'alignement de la flèche avec le repère zéro du cadran. Distance
entre le bord des marques et la flèche ne doit pas dépasser 0,7 mm, et le risque de division
- être inférieur à 1 mm.
Le troisième type de jauge de hauteur - les ShRT - sont fournis avec
dispositif de lecture (numérique), interface pour la sortie des lectures vers un
(PC) et bloc d'alimentation intégré. L'outil de type ShRTs est conçu
pour l'automatisation totale ou partielle des mesures et assurer le bon
indications lors du déplacement du châssis à une vitesse supérieure à 0,5 m/s.