ELITECH CT 300PC
Caractéristiques principales:
- Puissance du moteur - 300 W
- Vitesse de rotation du cercle - 2850 tr/min
- Diamètre du disque - 150 mm
- Diamètre d'atterrissage - 20 mm
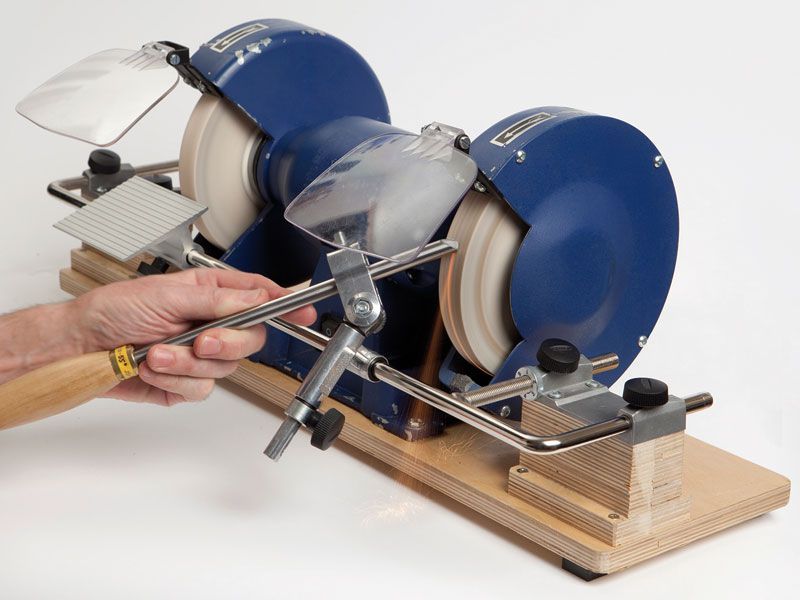
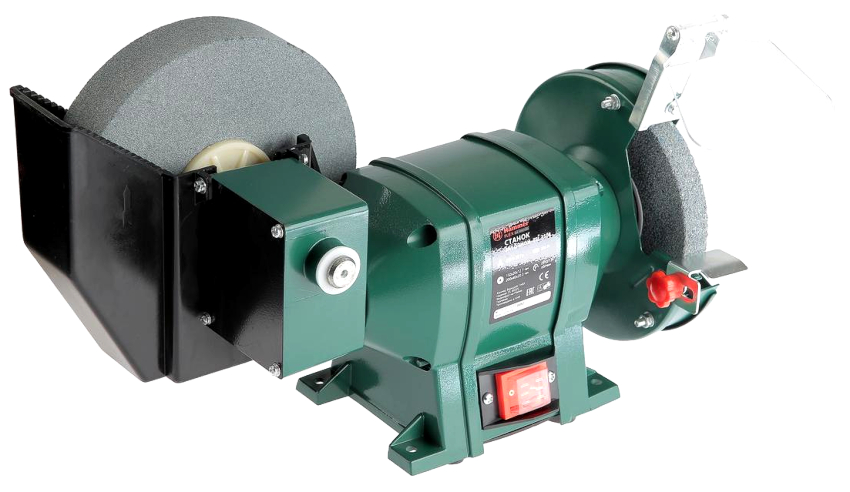
Corps et socle. Ce grinder combiné a un corps en fonte avec une base large avec des pieds en caoutchouc pour une bonne stabilité. Il y a des trous pour une fixation rigide en position stationnaire. Pesant 10 kg le modèle est assez globalement 435x390x240 mm.
Caractéristiques de conception. La source d'énergie est ici un moteur électrique asynchrone de 300 W tournant à une fréquence de 2850 tr/min. Sur le côté gauche, une meule abrasive d'une taille de 150x20 mm avec un alésage de 32 mm y est fixée. Sur la droite, il y a une meuleuse avec une bande abrasive de la taille pas la plus populaire de 50x686 mm pour le traitement de petites pièces avec des surfaces planes, ce qui permet d'étendre quelque peu les fonctionnalités de l'appareil. Il y a un petit bain pour mouiller les pièces.
Confort de travail et sécurité. Toutes les pièces rotatives sont équipées de couvercles et de pare-étincelles. L'accès aux points d'attache des consommables se fait par des capots amovibles avec serrures manuelles. Il y a un tuyau de dérivation pour connecter un aspirateur. Dans la zone de la meule, un verre transparent avec une loupe et une butée d'outil avec une rainure inclinée pour l'affûtage des forets sont fixés. Un luminaire mobile avec une lampe LED est fourni pour l'éclairage local. Le bouton de démarrage est équipé d'une clé pour empêcher l'activation involontaire et la protection des enfants.
Appareil ELITECH CT 300PC.
1. Housse de protection. 2. Bande abrasive 3. Bouclier de protection 4. Meule.
5. Arrêtez 6. Interrupteur machine 7. Réservoir de refroidissement 8. Fondation 9. Lampe.
10. Vis de fixation du boîtier de protection 11. Vis de réglage de la courroie 12. Vis de maintien du tambour tendeur.
Avantages de ELITECH CT 300PC
- Multifonctionnalité.
- Conception sophistiquée.
- Rétro-éclairage.
- Raccordement à un système d'aspiration des poussières.
- Réglage manuel.
- Butée pratique pour l'outil affûté.
- Bain régulier.
- À bas prix.
Inconvénients de ELITECH CT 300PC
- Il est difficile de trouver une bande abrasive adaptée.
- Niveau sonore élevé.
Classement des meilleurs broyeurs électriques
Rectifieuses universelles avec meules Ø125 et Ø150 mm
Les plus populaires parmi les utilisateurs à domicile sont les affûteuses avec une puissance d'entraînement de 150 à 300 W et des diamètres de meules abrasives de 125 et 150 mm. Le poids et les dimensions de ces machines permettent de les installer sur une table, un large rebord de fenêtre ou un petit établi. La plupart d'entre eux sont équipés de cercles de granulométrie différente et ont des cordons de 2 m ou plus.Le tableau ci-dessous présente les machines les plus populaires de ce type, parmi lesquelles "Caliber" se distingue par sa puissance et son prix bas.
| № | Nom | P (F) | S (tr/min) | Ø cercle (mm) | Poids (kg) | Prix (mille roubles) |
|---|---|---|---|---|---|---|
| 1 | "Tourbillon" TS-150 | 150 | 2950 | 125 | 4,4 | 1,9 |
| 2 | Interskol T-150/150 | 150 | 2950 | 150 | 6,1 | 3,2 |
| 3 | "Tourbillon" TS-200 | 200 | 2950 | 150 | 5,2 | 2,3 |
| 4 | Makita GB 602 | 250 | 2850 | 150 | 9,2 | 7,5 |
| 5 | Sturm BG6015P | 300 | 2950 | 150 | 8,9 | 3,2 |
| 6 | "Calibre" TE-150/300 | 300 | 2950 | 150 | 7,9 | 2,1 |
La machine-outil combinée ZUBR ZTShM-150 / 686L (voir photo ci-dessous) appartient au même groupe, qui a un cercle Ø150 mm sur la broche gauche et une console avec une bande abrasive de 50 × 686 mm sur la broche droite. Le poids de ce modèle est de 7,2 kg, la puissance d'entraînement est de 250 W et le prix est de 4 400 roubles.










Rectifieuses universelles avec meules Ø200 mm et plus
| № | Nom | P (F) | S (tr/min) | Ø cercle (mm) | Poids (kg) | Prix (mille roubles) |
|---|---|---|---|---|---|---|
| 1 | "Tourbillon" TS-400 | 400 | 2950 | 200 | 9,2 | 3,7 |
| 2 | Interskol T-200/350 | 350 | 2950 | 200 | 11,8 | 5,1 |
| 3 | Elitech CT 600C | 600 | 2850 | 200 | 14,3 | 7 |
| 4 | Makita GB 801 | 550 | 2850 | 205 | 19,8 | 12,8 |
| 5 | "Ankor Corvette Expert" 485 | 750 | 2850 | 250 | 26 | 9,6 |
Le modèle le plus inhabituel de ce groupe est le broyeur électrique Interskol, qui avec Ø200 a une puissance d'entraînement de seulement 350 W, mais pèse en même temps près de 12 kg. Un autre échantillon intéressant est l'affûteur Dexter 400 W 200 mm, largement représenté sur divers sites Internet et dans les chaînes de vente au détail et ayant un prix tout à fait démocratique de 3 950 roubles.

Machines à affûter spécialisées
| № | Nom | Noter |
|---|---|---|
| 1 | Rectifieuse Sturm BG6010S | Affûtage de forets Ø 2 10 mm, couteaux, rabots d'une largeur de 6 ÷ 51 mm, ciseaux, couteaux de ménage |
| 2 | Affûteuse "Energomash" TS-6010S | Affûtage de perceuses, couteaux, ciseaux, outils de menuiserie et de ferronnerie |
| 3 | Affûteuse "DIOLD" MZS 0.3 | Affûtage de forets Ø 3 ÷ 10 |
En plus du modèle ci-dessus, "DIOLD" en produit un autre - MZS 02, conçu pour l'affûtage de forets d'un diamètre de 3 à 13 mm. Tous ces appareils sont des appareils ménagers, ont une faible précision et une faible productivité. Par conséquent, les petites entreprises spécialisées dans l'affûtage de serrurerie et de machines-outils préfèrent acheter des machines professionnelles. Le prix de ces équipements atteint 400 000 roubles. Par conséquent, dans les pays de la CEI, les rectifieuses Vitebsk utilisées 3В642 sont particulièrement populaires et, sur le marché secondaire, selon l'État, elles coûtent de 35 à 75 000 roubles.
SGC
| GSC GS - 1 pour forets hélicoïdaux (2-13 mm) | Diamètre du foret 2-13 mm |
Angle au sommet 90°-140 ° |
En stock |
63 336 q 1772 BYN |
||
| GSC GS - 1 A pour forets hélicoïdaux (2-13 mm) | Diamètre du foret 2-13 mm |
Angle au sommet 90°-140 ° |
En stock |
107 520 q 3 009 BYN |
||
| GSC GS - 3 pour forets hélicoïdaux (2-13 mm) | Diamètre du foret 2-13 mm |
Angle au sommet 118°-135 ° |
En stock |
80 640 q 2 256 BYN |
||
| GSC GS - 5 pour forets hélicoïdaux (3-13 mm) | Diamètre du foret 3-13 mm |
Angle au sommet 165° — 180 ° |
En stock |
99 204 q 2 776 BYN |
||
| GSC GS - 7 pour forets à tôle et forets hélicoïdaux (3-13 mm) | Diamètre du foret 2-13 (spirale) mm |
Angle au sommet 90 ° - 140 (spirale) ° |
En stock |
148 176 q 4 146 BYN |
||
| GSC GS - 8 pour forets hélicoïdaux (3-13 mm) | Diamètre du foret 2-13 (spirale) mm |
Angle au sommet 90°-140 ° |
En stock |
152 964 q 4 280 BYN |
||
| GSC GS - 9 pour forets hélicoïdaux (2-13 mm) | Diamètre du foret 2-13 (spirale) mm |
Angle au sommet 90°-140 ° |
En stock |
152 964 q 4 280 BYN |
||
| GSC GS - 13 pour forets hélicoïdaux (3-16 mm) | Diamètre du foret 3-16 mm |
Angle au sommet | En stock |
107 520 q 3 009 BYN |
||
| GSC GS - 18 pour forets hélicoïdaux (3-13 mm) | Diamètre du foret 3-13 mm |
Angle au sommet 135 ° |
En stock |
84 420 q 2 362 BYN |
||
| GSC GS - 19 pour forets hélicoïdaux avec relief à 2 plans (3-13 mm) | Diamètre du foret 3-13 mm |
Angle au sommet 135 ° |
En stock |
152 964 q 4 280 BYN |
||
| GSC GS - 20 pour forets hélicoïdaux (2-20 mm) | Diamètre du foret 2-20 mm |
Angle au sommet 90°-140 ° |
En stock |
124 908 q 3 495 BYN |
||
| GSC GS - 21 pour forets hélicoïdaux (12-26 mm) | Diamètre du foret 12-26 mm |
Angle au sommet 90°-140 ° |
En stock |
171 108 q 4 788 BYN |
||
| GSC GS - 22 pour perceuses à tôle (12-26 mm) | Diamètre du foret 12-26 mm |
Angle au sommet 160°-180 ° |
En stock |
84 420 q 2 362 BYN |
||
| GSC GS - 24 pour forets hélicoïdaux (3-12 mm) | Diamètre du foret 2-13 mm |
Angle au sommet 90°-140 ° |
En stock |
231 504 q 6 478 BYN |
||
| GSC GS - 25 pour forets hélicoïdaux (3-25,4 mm) | Diamètre du foret 3-25,4 mm |
Angle au sommet 90°-140 ° |
En stock |
143 220 q 4 008 BYN |
||
| GSC GS - 29 pour perceuses hélicoïdales et perceuses avec relief à deux plans (12-26 mm) | Diamètre du foret 12-26 mm |
Angle au sommet 90°-140 ° |
En stock |
243 684 q 6 819 BYN |
||
| GSC GS - 34 pour forets hélicoïdaux (12-34 mm) | Diamètre du foret 12-34 mm |
Angle au sommet 90°-140 ° |
En stock |
182 952 q 5 120 BYN |
OPTIMUM
| GQ-D13 pour forets hélicoïdaux | Diamètre du foret | Angle au sommet |
Bientôt disponible |
5 237 q 146 BYN |
||
| DG 20 Vario pour forets hélicoïdaux | Diamètre du foret | Angle au sommet |
Bientôt disponible |
73 853 q 2 066 BYN |
||
| GH 10T pour forets hélicoïdaux | Diamètre du foret | Angle au sommet | En stock |
47 156 q 1 319 BYN |
||
| GH 15T pour forets hélicoïdaux | Diamètre du foret | Angle au sommet |
Bientôt disponible |
130 560 q 3 653 BYN |
||
| GH 20T pour forets hélicoïdaux et outils | Diamètre du foret | Angle au sommet | En stock |
81 514 q 2 281 BYN |
Fonctionnalités et options importantes
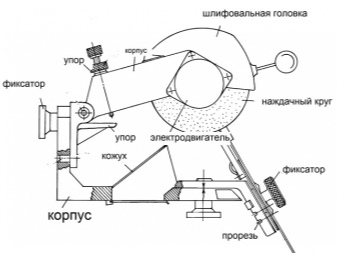
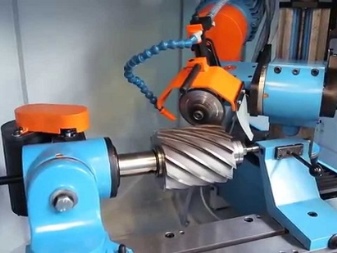
S'il est nécessaire d'effectuer un traitement à des vitesses inférieures (par exemple, meulage ou polissage de finition humide), des boîtes de vitesses sont utilisées qui réduisent le nombre de tours de la meule à 120 150 tr/min. Si vous avez besoin d'échantillonner ou de rectifier à des vitesses élevées avec un contrôle de vitesse précis, les rectifieuses utilisent des moteurs à collecteur AC avec contrôle de fréquence ou d'amplitude de la vitesse de rotation. Cette solution technique, en particulier, est appliquée dans les affûteuses avec un arbre flexible supplémentaire. La photo ci-dessous montre une meuleuse électrique avec un réducteur et un cercle "humide" tourné pour réduire la taille parallèlement à l'axe d'entraînement.
Appareil et principe de fonctionnement
À la base, la conception standard d'une meuleuse de forage est suffisamment simple pour que l'équipement fonctionne presque parfaitement et offre une durée de vie maximale. Les aiguiseurs modernes sont constitués de ces composants.
- Le corps de l'appareil, qui abrite sa centrale électrique (moteur électrique). À propos, la puissance de ce dernier est choisie en tenant compte du type de matériaux de dureté qui seront traités sur la machine. En parallèle, il faut garder à l'esprit que la vitesse de rotation des éléments d'affûtage dépend directement de la puissance du moteur, et donc du temps passé à effectuer le travail nécessaire.
- Roues abrasives parallèles les unes aux autres, qui peuvent être constituées de différents matériaux. Ainsi, pour le traitement des forets en alliages durs, des éléments d'affûtage au diamant sont généralement utilisés. Quel que soit le matériau, leur diamètre varie de 125 à 250 mm, les points clés ici sont les dimensions des sièges (le plus souvent ce paramètre est de 32 mm), ainsi que la granulométrie de l'abrasif. Ce dernier est choisi en tenant compte de l'état du foret et du stade de son affûtage.
- Bandes abrasives et accessoires, que l'on trouve le plus souvent sur les modèles universels d'affûteuses.
- Un bouclier protecteur, qui est un bouclier transparent en forme de plaque. La présence de cet élément est dictée par les exigences des règles de sécurité et est obligatoire.
- Boutons de démarrage et d'arrêt de l'équipement.

Des artisans expérimentés conseillent, lors du choix des machines, de privilégier les modèles équipés de centrales asynchrones. Leurs principaux avantages concurrentiels sont tout d'abord une résistance maximale aux chutes de tension dans le réseau.
Entre autres choses, il faut tenir compte du fait que les affûteuses, destinées à être utilisées dans la vie quotidienne, les petits ateliers et les petites entreprises, se distinguent par une fixation rigide d'éléments abrasifs. Dans ce cas, la partie mobile est une foreuse avec un foret fixe.


Quel broyeur est préférable d'acheter pour la maison
Une affûteuse est un équipement nécessaire pour un maître qui effectue des travaux de menuiserie, de menuiserie, de tournage ou de serrurerie. Habituellement, il se compose d'un ou deux disques de granulométrie différente, montés directement sur l'arbre du moteur.










Parfois, un réducteur, un système de mouillage, une bande abrasive ou un entraînement flexible pour la gravure sont ajoutés à la conception. La sécurité et le confort de travail sont facilités par un boîtier de protection, un écran transparent, un éclairage et une plate-forme de support avec un angle d'inclinaison réglable. Considérez quelles caractéristiques un émeri électrique devrait avoir, en fonction de l'intensité de l'opération et de la nature des opérations effectuées.
Quelle puissance devrait être en fonction de l'utilisation à venir
La puissance détermine la charge maximale sur le moteur électrique, ce qui n'entraînera pas de surchauffe ni de panne. Cela ne vaut toujours pas la peine de repousser les limites des équipements qui seront utilisés dans un atelier à domicile.
Il existe sur le marché des machines peu coûteuses et compactes pour 150-250 W, adaptées à l'affûtage des couteaux, burins, perceuses et autres petits outils de coupe. Des modèles plus puissants peuvent être nécessaires pour affûter les haches, les faux et autres gros objets.
Comment déterminer la vitesse maximale
Avec une augmentation de la vitesse de rotation de la meule, la productivité de la machine augmente, mais le risque de surchauffe de la pièce affûtée augmente avec le risque de casser la structure interne et de réduire la dureté du matériau.
Pour le meulage d'acier de haute qualité, la fréquence de 2 700 à 3 000 tr/min est considérée comme optimale. Il est préférable d'effectuer le traitement des bords minces dans des conditions réduites. Lors de l'affûtage d'alliages particulièrement durs (par exemple, des forets) avec des disques diamantés à grain fin, 10 à 15 000 tr/min peuvent être nécessaires.
Comment choisir le diamètre du cercle
Les meules de grand diamètre ont une ressource accrue et sont plus inertielles, ce qui assure un bon fonctionnement, une charge uniforme sur le moteur et un usinage de haute qualité des grandes pièces.
Ils sont plus chers, et lorsqu'ils sont installés sur une machine avec un moteur de faible puissance, ils peuvent causer des dommages. Dans un atelier à domicile, des disques moyens et petits sont généralement utilisés.
Roues pour une rectifieuse.
Ce que vous devez savoir sur le diamètre de la jante
Pour une installation correcte, la taille de l'alésage de la roue doit correspondre au diamètre de l'arbre. Ce paramètre augmente généralement proportionnellement à la puissance et à la vitesse de rotation maximale de la machine. Certains modèles sont équipés de dispositifs adaptateurs, ce qui donne une liberté supplémentaire dans le choix des lecteurs.
Toutes choses égales par ailleurs, les équipements avec un grand arbre doivent être préférés. Il résiste mieux aux contraintes liées aux disques déséquilibrés, moins de vibrations et contribue à une grande précision d'usinage.
Ce qui affecte l'épaisseur du cercle
Lors de l'affûtage d'un petit outil, il est pratique lorsque la largeur de la meule est légèrement supérieure au tranchant. Les disques plus gros broient plus longtemps et sont moins sujets au déséquilibre, mais ce paramètre ne doit pas être surestimé sans réfléchir. La masse d'une telle pièce doit correspondre à la puissance du moteur.
Les spécificités des forets d'affûtage avec différentes formes de la partie coupante
Le premier signe que la perceuse a besoin d'être affûtée est le grincement caractéristique au début de son travail. Cet indicateur ne peut pas être négligé, car il peut avoir d'autres conséquences négatives :
- le bord de la perceuse commencera à s'effriter;
- le moteur sera surchargé ;
- des bavures apparaîtront sur la surface traitée.

Tout d'abord, la méthode d'affûtage dépendra de la forme de la partie coupante du foret.
La question de savoir comment affûter correctement la perceuse sera examinée à l'aide de l'exemple d'une version en spirale. La méthode d'affûtage dépend de la forme que vous souhaitez donner à la partie coupante. Le type d'affûtage peut être le suivant :










- plan unique;
- à deux plans;
- cylindrique;
- conique.
Au cours de l'affûtage monoplan, le foret est simplement placé parallèlement à la meule abrasive, il ne bouge pas. De cette manière simple, des forets jusqu'à 3 mm peuvent être affûtés. L'affûtage à deux plans se fait de la même manière.
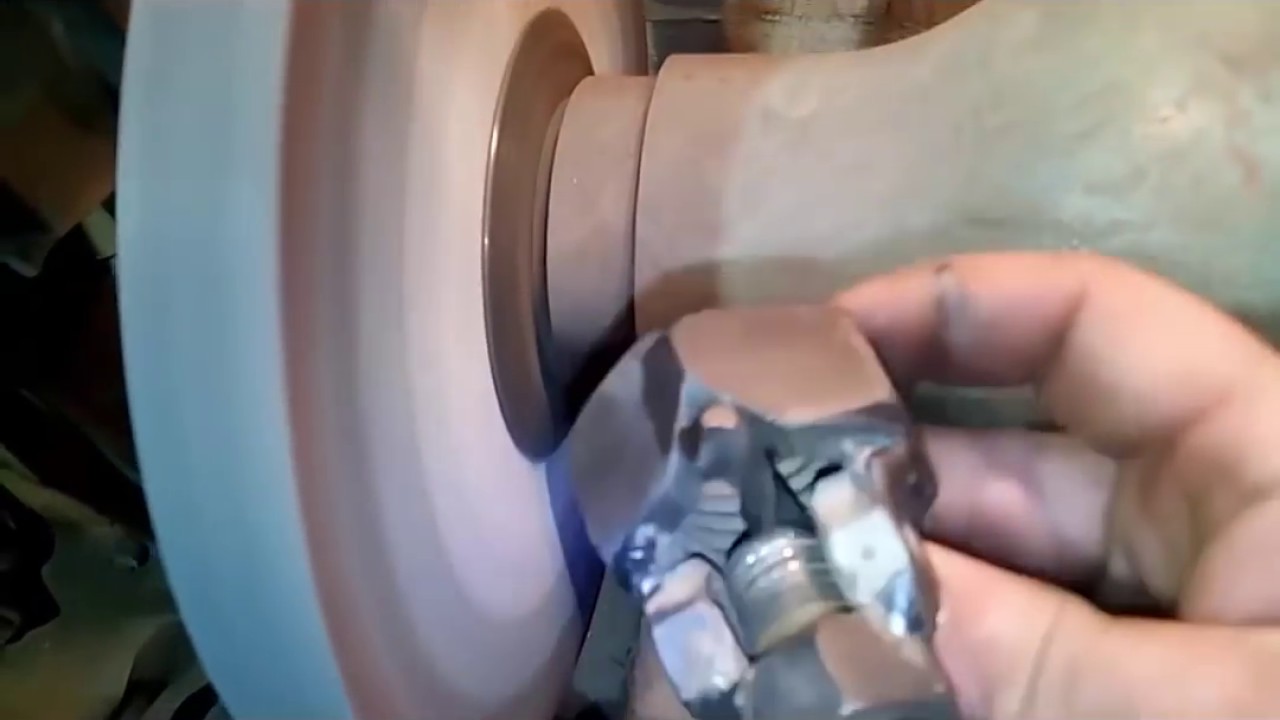
L'affûtage conique est un peu plus difficile. La perceuse doit être prise avec les deux mains: avec la gauche - plus près de la partie active conique, avec la droite - par la tige. Il est nécessaire de presser l'outil contre la partie d'extrémité de la meule avec le tranchant et le plan arrière. Faites pivoter la perceuse avec votre main droite. L'affûtage cylindrique est effectué de la même manière.

Le foret conique est affûté à partir de la face avant de la meule
Comment affûter correctement une perceuse: erreurs possibles et leur prévention
Malgré la grande quantité d'informations sur la façon d'affûter les forets pour le métal, même avec des connaissances théoriques et parfois pratiques suffisantes, beaucoup commettent un certain nombre d'erreurs.Il n'est pas difficile de prévoir les conséquences : lors du tournage, le tranchant s'effrite, l'outil surchauffe, la coupe présente des erreurs dimensionnelles, des rugosités et des irrégularités sur les surfaces traitées sont possibles.
Les erreurs typiques lors de l'affûtage des forets comprennent les écarts suivants par rapport à la norme :
- Différentes longueurs d'arêtes de coupe. Le centre de perçage est décalé par rapport à l'axe de l'outil. Un foret affûté de cette manière connaîtra un faux-rond, il deviendra extrêmement difficile d'obtenir exactement le centre. Le plus souvent, ces exercices se cassent pendant le fonctionnement.
- Asymétrie des angles avec un centre aligné avec précision. Après un tel traitement, l'outil n'aura qu'un seul bord de travail. La perceuse chauffera et le trou qu'elle fera acquerra un diamètre plus grand que celui de l'outil.

Les erreurs lors de l'affûtage des forets sont commises non seulement par des débutants, mais parfois même par des professionnels
Les erreurs répertoriées ci-dessus sont principalement le résultat d'un dispositif de broyage mal conçu. Et là encore, cela vaut la peine de revenir aux dessins. Un affûteur de perceuse à faire soi-même doit avoir un support d'angle d'affûtage fonctionnel. Son application garantira un traitement correct des surfaces de coupe.
Indicateurs de l'ampleur des angles des forets d'affûtage pour le métal
Quel que soit l'appareil sur lequel l'affûtage est effectué, le processus doit être contrôlé. À cet égard, les machines-outils les plus avancées à commande électronique. La possibilité de réglage sur les appareils électromécaniques permet également un traitement de haute qualité.
Un indicateur très important est la taille de l'angle d'affûtage. Il n'en va pas de même pour différents matériaux, puisque ces derniers diffèrent par le niveau de densité et les spécificités de la structure.
Un tableau contenant des informations sur les angles d'affûtage corrects des forets :
| Matériau traité | Angle d'affûtage |
| Acier, fonte, bronze au carbure | 115-120° |
| Bronze tendre, alliages de laiton | 125-135° |
| Cuivre rouge | 125° |
| Aluminium et alliages tendres à base de celui-ci | 135° |
| Granit, céramique | 135° |
| Bois de toute essence | 135° |
| Magnésium et ses alliages | 85° |
| Silumin | 90-100° |
| Plastique, textolite | 90-100° |
Il est pratique de contrôler l'affûtage correct des forets à l'aide de gabarits.
Affûteuse de forets
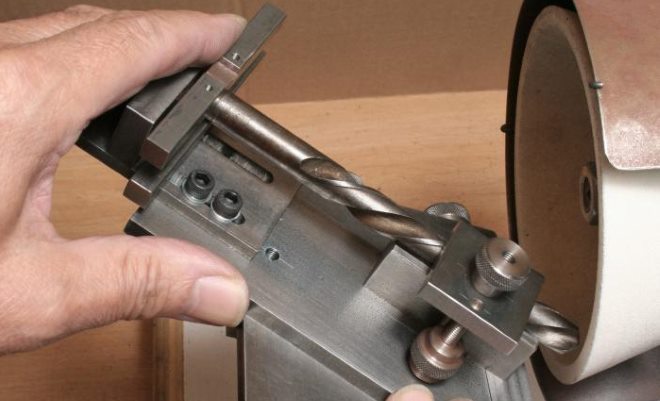
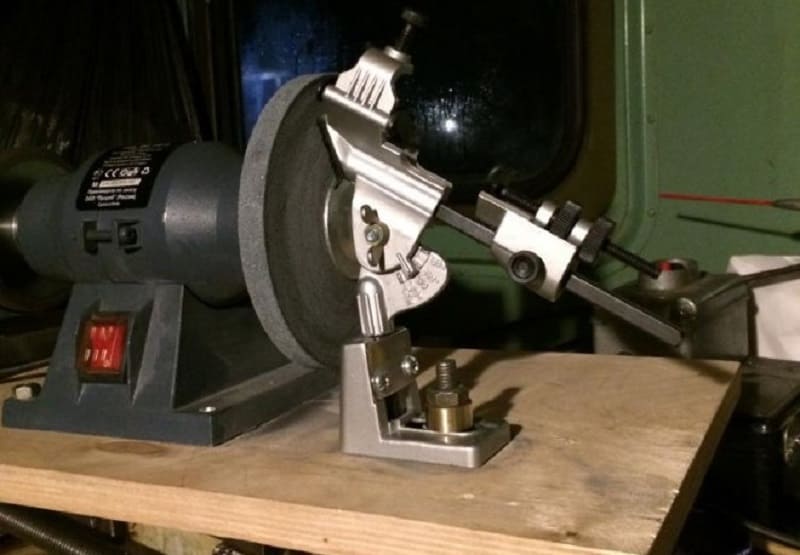
Dans toute machine conçue pour l'affûtage d'un outil de perçage, trois éléments de travail principaux sont nécessairement présents : une roue abrasive rotative, un dispositif pour fixer le foret à des angles spécifiés et un dispositif pour l'affûter. Différents types de machines mettent en œuvre ces fonctions de différentes manières. Mais tous sont unis par le fait que le foret est réglé en longueur et aux angles principaux en dehors de la zone de travail. Dans les rectifieuses et rectifieuses destinées à être utilisées dans les ateliers à domicile, les ateliers de réparation et les petites entreprises, pendant l'avance de travail, l'outillage avec l'outil se déplace vers un disque abrasif linéairement stationnaire. Et dans les rectifieuses universelles à usage industriel, les mouvements de travail sont généralement effectués avec une meule.

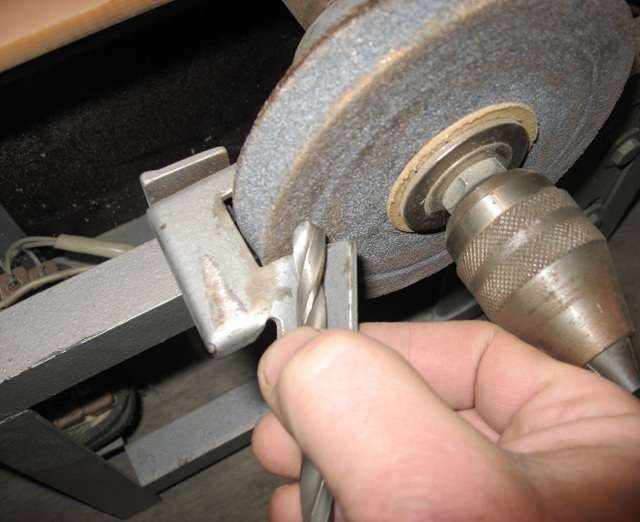







L'équipement d'affûtage d'outils traditionnel comprend généralement un support avec une glissière dans laquelle la perceuse est serrée (voir photo ci-dessus). Un tel dispositif est situé à côté de la meule abrasive et assure le positionnement des surfaces de travail à des angles prédéterminés, ainsi que l'exécution de l'avance de travail. Des structures simplifiées avec la même disposition sont utilisées à la fois dans la vie quotidienne et dans les petites industries. Cependant, ces dernières années, les machines-outils sont devenues de plus en plus populaires dans lesquelles des mandrins spéciaux sont utilisés comme équipement pour le réglage et l'alimentation du foret. Bien qu'un tel équipement de broyage soit disponible en différentes versions, des applications industrielles aux appareils ménagers, le principe de fonctionnement est le même pour toutes ses variétés. Au premier stade, le mandrin avec le foret est installé dans un trou de forage spécial, où la profondeur d'avance et les angles requis sont définis.Ensuite, le mandrin accordé est inséré dans l'alésage de travail, situé en face de la meule abrasive, et tourné manuellement d'un demi-tour jusqu'à ce que le foret soit complètement affûté. La figure ci-dessous montre la conception de la machine la plus simple de ce type de la marque bien connue Drill Doctor.

Aperçu des espèces
La plupart des appareils décrits sont des équipements automatisés avec une spécialisation étroite. En d'autres termes, de telles installations ne sont destinées qu'au tournage de forets. Ils sont classés principalement en tenant compte du champ d'application et les deux catégories suivantes sont distinguées.
Industriel (professionnel), avec une puissance accrue et destiné à l'affûtage de forets constamment utilisés, donc souvent émoussés. Nous parlons d'équipements conçus pour un fonctionnement intensif à des charges maximales dans les conditions des entreprises et effectuant un affûtage en mode entièrement ou semi-automatique.

En outre, les dispositifs décrits sont divisés en étroitement ciblés et universels. Ces derniers se distinguent de leurs "homologues" spécialisés par la présence de dispositifs supplémentaires qui permettent d'affûter non seulement les forets.

Ménage
Bien sûr, à la maison, l'émeri ordinaire peut être utilisé avec succès pour affûter un foret de petit diamètre. Cependant, l'utilisation de modèles modernes d'équipements spécialisés simplifiera et accélérera considérablement le processus. Cela améliorera également la qualité du traitement des outils. Dans ce cas, nous parlons des avantages clairs suivants:
- la capacité de fonctionner lorsqu'il est connecté à une alimentation électrique conventionnelle ;
- productivité accrue;
- simplicité maximale de conception et de fonctionnement;
- précision d'affûtage accrue;
- coût abordable;
- taille compacte et poids léger;
- un système de contrôle pratique et intuitif de l'appareil, qui permet, entre autres, un changement en douceur de la vitesse de rotation.


Dans l'écrasante majorité des cas, les modèles domestiques des appareils considérés sont conçus pour fonctionner avec des perceuses hélicoïdales pour le métal et le bois, en acier rapide. Dans le même temps, une certaine gamme de diamètres y est structurellement incorporée. De plus, de nombreuses machines sont équipées de meules diamantées supplémentaires pour le traitement des plaquettes en carbure. En règle générale, les unités domestiques se concentrent sur des forets avec un angle de conicité de 90 à 140 degrés et créant un relief avec un affûtage du tranchant transversal.


Cependant, des modèles spécifiques pour les types de forets à métaux suivants sont également disponibles à la vente :
- avoir un support à deux plans;
- la gauche;
- à trois dents;
- avec une productivité accrue.
Conformément à de nombreuses critiques, les modèles équipés d'un mandrin universel seront la meilleure option pour une machine domestique. De plus, dans ce cas, nous parlons d'unités équipées d'ensembles de cartouches.







Industriel
En règle générale, les modèles professionnels appartiennent à la catégorie des affûteuses universelles. Ils diffèrent de leurs homologues domestiques par leurs dimensions plus grandes, ainsi que par leur installation électrique et stationnaire. Par conséquent, une telle puissance détermine la consommation d'énergie correspondante, ainsi que le niveau de bruit pendant le fonctionnement. Compte tenu de tout ce qui précède, ces équipements sont le plus souvent placés dans des pièces séparées et, lors de l'exécution des travaux, ils utilisent des moyens de protection contre le bruit. Sur le marché intérieur, les équipements industriels sont représentés par des gammes de modèles de marques russes et étrangères.
De plus, en vente, vous pouvez trouver des produits d'entreprises représentant l'Empire du Milieu, fabriqués sous des marques nationales. Dans la très grande majorité des cas, des modèles de broyeurs sont proposés pour le traitement de perceuses et de broyeurs dont le diamètre peut atteindre 30 millimètres ou plus. La plupart des échantillons professionnels de l'équipement décrit ont une disposition horizontale. Bien que l'on trouve des dispositifs verticaux, ils sont beaucoup moins courants.L'ensemble de livraison des machines industrielles comprend un ensemble de pinces conçues pour la fixation de l'outil. Dans ce cas, la précision de positionnement est de 10 à 20 microns.

