Types de scie
Les scies à ruban peuvent être distinguées par le type de dents, en tenant compte de la configuration dont elles sélectionnent l'échantillon nécessaire pour traiter un certain type de matériau. Le choix de la configuration des dents de scie est basé sur les caractéristiques du bois, en particulier sur les paramètres de sa dureté : plus le bois est dense, plus l'angle avant des arêtes de coupe du ruban et du pas sera petit. entre eux.
En observant cette règle, il est possible d'améliorer considérablement la qualité de la coupe et d'allonger la durée de fonctionnement de l'outil.
Le sciage de matériaux minces est généralement effectué à l'aide d'une lame de scie, qui a un pas standard ou petit entre les couteaux, sinon le risque d'endommager l'outil de travail augmente plusieurs fois. La scie à grand pas de dents est conçue pour être utilisée pour couper des pièces en métal ou en bois à parois épaisses, qui doivent être solidement fixées avant de commencer le processus de traitement.
Conception de bande de scie
 Scie à ruban
Scie à ruban
La scie à ruban appartient à la catégorie des outils de coupe et fait partie intégrante des équipements spécialisés pour la transformation du bois. C'est une ceinture fermée avec des dents sur le bord extérieur.
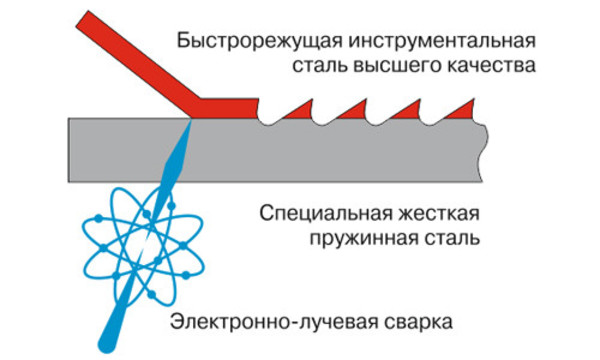
Pour la fabrication, des nuances d'acier spéciales sont utilisées - 9HF, B2F ou C75. Pendant le processus de production, les dents sont traitées avec des courants à haute fréquence. Cela augmente leur dureté. C'est ce fait qui affecte l'étalement des arêtes de coupe et la maintenabilité. Souvent, plusieurs types d'acier sont utilisés dans la fabrication. La courroie principale est constituée d'une courroie à ressort et la partie coupante est en acier à haute teneur en tungstène ou en cobalt.
Caractéristiques de l'utilisation des scies à ruban pour le bois:
- besoins en bois. Plus elle est dure, plus la lame s'émoussera rapidement ;
- conditions d'installation. L'indicateur de tension doit être respecté. S'il est inférieur à ce qui est requis, un affaissement se produira. Avec une forte tension, la probabilité de rupture de la lame augmentera ;
- affûtage périodique. Cela nécessitera une machine spéciale.
La mise en œuvre du dernier point augmentera la durée de vie de la structure de la courroie. Cependant, l'affûtage seul est problématique - vous devez choisir la bonne disposition, observer l'angle de traitement des lames.
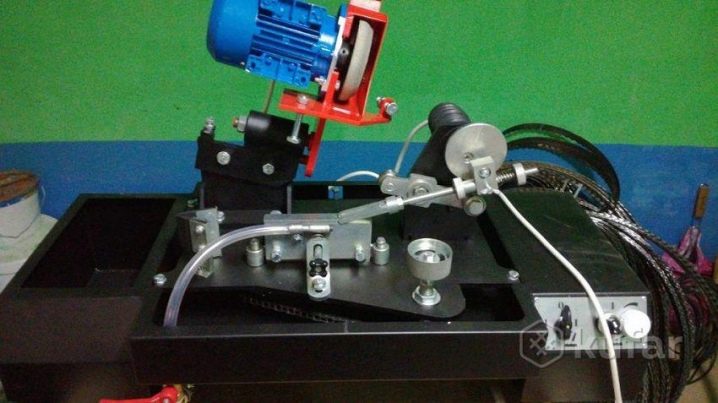
Affûtage de scie
Lors du fonctionnement de la scie, il y a une diminution de la qualité de la coupe due à l'émoussage des couteaux, une diminution de la largeur de leur réglage. Par conséquent, afin d'améliorer les propriétés de coupe, il est nécessaire d'affûter les arêtes de coupe du ruban de scie. Instructions de travail:
- Câblage.
- Tournant.
A la maison, la mise en place des dents peut se faire des manières suivantes :
- classique : pliage séquentiel sur le côté correspondant au dessin ;
- décapage : plier deux dents adjacentes dans les deux sens, et laisser la troisième inchangée dans la position initiale ;
- ondulé : chaque dent est séparée par une quantité différente sous la forme d'une vague.
L'affûtage est effectué dans l'ordre suivant :
- Les meules sont sélectionnées en tenant compte de la dureté du matériau. Pour l'usinage de l'acier à outils, il faut utiliser des disques en corindon. Vous pouvez affûter les outils bimétalliques avec des disques diamantés.
- Emery pour le ruban. Disponible dans les formes suivantes : assiette, plat, coupelle, profilé.
- Le ruban doit être nettoyé de la saleté, des taches d'huile, des copeaux. Tournez ensuite les dents dans le sens opposé et suspendez-les sous cette forme à l'intérieur pendant 12 heures.
- Affûter avec des outils préparés.
Règles de base pour le tournage des scies :
les dents sont affûtées d'un ou des deux côtés de la lame ;
il est nécessaire de retirer les mêmes couches de métal des dents pour que la ligne de coupe soit formée de manière uniforme, les bords soient lisses;
lors du tournage avec des cercles, une forte pression des arêtes vives sur la surface abrasive est inacceptable afin d'éviter le recuit du métal et la perte de propriétés mécaniques;
un refroidissement par eau est nécessaire pour refroidir l'outil pendant le fonctionnement ;
il est important de conserver la géométrie de la lame et des dents ;
si des bavures sont trouvées, elles doivent être enlevées.
Il n'est pas nécessaire d'écarter correctement les dents complètement avec tout le plan, mais de plier seulement 1/3 ou 2/3 du sommet. Selon les recommandations des fabricants, la taille du pli est de 0,3 à 0,7 mm.
Comment affûter correctement une scie à ruban
Immédiatement, nous constatons que s'il n'y a pas d'expérience et de compétences pour effectuer un tel travail, il est préférable de confier l'affûtage des scies à des professionnels. La violation de la géométrie des dents du tranchant, l'apparition de scories sur le métal ou un mauvais réglage réduiront considérablement la durée de vie de la lame.

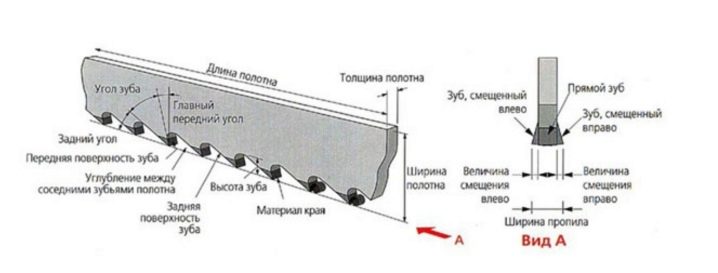
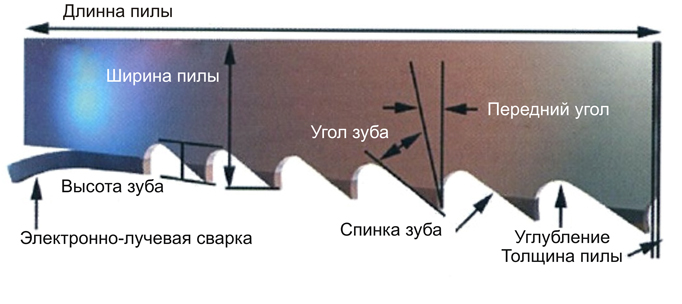
Après avoir décidé d'affûter la scie à ruban de vos propres mains, il sera utile de vous familiariser d'abord avec les définitions clés, dont la connaissance peut être requise dans le processus. Ainsi, pour la formation correcte de l'arête de coupe, vous aurez besoin de :
- réglage - écart des dents par rapport au plan de la lame de scie principale;
- la hauteur des dents est la distance entre le point haut et la base ;
- pas - la distance entre les dents, varie généralement entre 19-25 mm.
- angle d'affûtage - dépend de la destination de l'outil; par exemple, l'angle d'affûtage recommandé pour les scies de menuiserie est de 35 °, pour les scies à diviser - 18-22, destinées à scier une barre - pas plus de 15 °.
L'angle d'affûtage est déterminé par le fabricant. Par conséquent, lors de l'auto-habillage de la scie, il est recommandé de respecter ces paramètres.
Voici des instructions détaillées qui vous aideront à affûter correctement une scie fermée sans recourir aux services de spécialistes.






Câblage
La mise en place des scies à ruban dans le bois est la première étape pour restaurer le profil du tranchant. Pendant le fonctionnement, l'emplacement des dents peut changer, donc jusqu'à ce que la géométrie correcte soit atteinte, il n'a aucun sens d'affûter la pièce de scie.

Il y a 3 façons d'ouvrir la scie :
- classique - les dents s'écartent alternativement des côtés droit et gauche;
- décapant - les 1ère et 2ème dents s'écartent dans des directions différentes, la troisième reste égale. Ce profil est créé pour scier des matériaux durs ;
- ondulé - l'option la plus difficile, ressemblant à une forme de vague. Ici, chaque dent est façonnée individuellement, et ce type de sertissage n'est généralement effectué que dans des ateliers spécialisés.
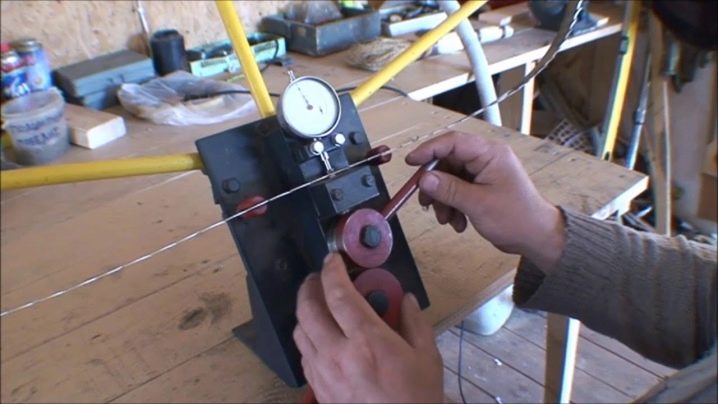
Il est à noter que lors du câblage, ce n'est pas toute la dent qui est pliée, mais environ les 2/3 de la partie supérieure. La procédure est effectuée sur un poseur de scie à ruban spécial. Le coût d'un tel outil est assez élevé, ils l'achètent donc si vous devez ajuster plusieurs outils. Sa disponibilité peut devenir l'épine dorsale de l'activité d'affûtage.
Bien sûr, la première fois que vous pouvez tout faire correctement, même sur une machine réglable, cela peut ne pas fonctionner, donc au moins la géométrie du profil doit rester la même qu'avant le début des travaux.
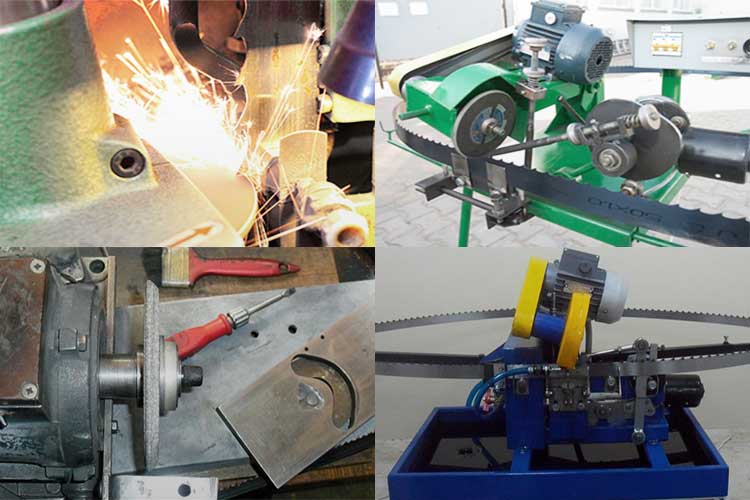
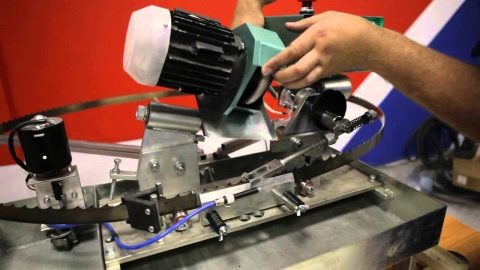
Affûtage
Il s'agit de l'étape principale d'un habillage de pointe et peut se faire de deux manières.

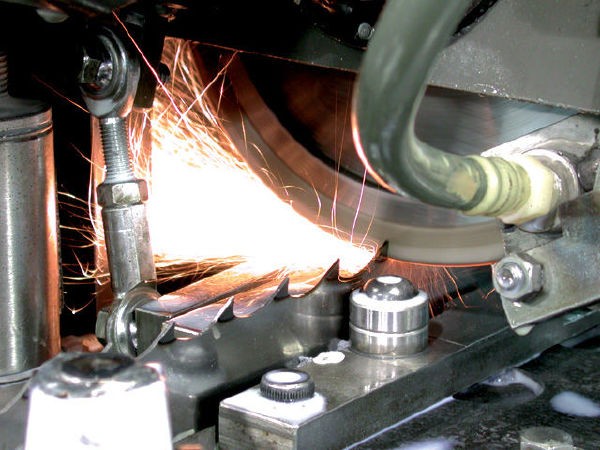
Les scies à profil complet sont affûtées avec une roue CBN installée dans une affûteuse spéciale.
Il s'agit d'une opération entièrement automatisée utilisée par les professionnels. Le travail de la machine d'affûtage des scies à ruban pour le bois est contrôlé par l'électronique et la roue d'affûtage traite toute la bande en un seul passage. L'inconvénient de cette méthode est que la roue CBN est choisie individuellement pour le profil de la scie, par conséquent, pour habiller différents outils, l'élément d'affûtage doit être présent dans l'assortiment.

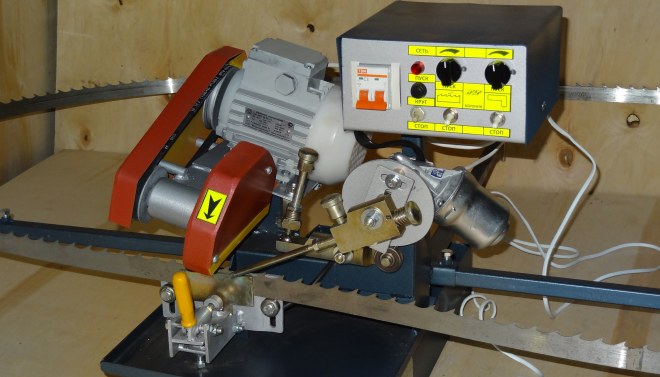
L'affûtage des dents est effectué manuellement ou sur un équipement spécialisé.
Dans le premier cas, la netteté des dents peut être restaurée dans les plus brefs délais, mais le travail nécessite certaines compétences. Dans le second - travail minutieux: 4-5 mouvements le long du bord de chaque dent.

Pour l'affûtage automatique, des meules diamant, CBN et corindon sont utilisées.
Il est important de comprendre que lors de l'exécution de cette procédure, seul le tranchant est donné aux dents, la géométrie créée après le réglage de la lame doit rester inchangée.
C'est intéressant: Portes intérieures en verre en verre dépoli: nous l'examinons en détail
Comment affûter correctement la toile ?
Selon les statistiques, plus de 80% des cas de rupture de l'appareil sont dus à la non-exécution des techniques d'affûtage. Le besoin d'affûtage est révélé visuellement - par l'apparence des dents elles-mêmes ou par l'état de la coupe (irrégularité accrue du plan).
Les pierres pour affûter les lames de ruban sont sélectionnées en fonction de la rigidité des dents. Pour affûter les produits en acier au carbone et allié, des pierres de corindon sont utilisées. Les lames bimétalliques nécessitent des disques en borazon (CBN) ou en diamant. La configuration de la meule à lame doit être déterminée en fonction des caractéristiques de l'outil. Il peut être en forme de plat, plat, coupe, profil.







Avant de commencer le travail, il est conseillé de laisser pendre la toile en position dévissée pendant 10 à 12 heures.
Conditions pour affûter les toiles de vos propres mains:
- assurer l'enlèvement systématique du métal selon la forme de la section de la dent ;
- éviter une pression excessive sur le disque (cela peut provoquer un recuit);
- assurer l'intégrité de la hauteur et de la forme de la section de la dent;
- la présence indispensable de liquide pour le refroidissement ;
- contrôle de l'absence de cotation.

Dans l'ensemble, quelle que soit l'abondance de règles et de conditions, ces appareils sont assez peu exigeants en termes d'affûtage. Vous pouvez les traiter à la fois au moyen d'un affûteur spécialisé pour lames de ruban et à la main. De plus, des cercles de diverses configurations et substances peuvent être utilisés pour le traitement.

Avant d'affûter le ruban, il est conseillé de se familiariser avec les principales méthodes pour effectuer cette procédure.
Méthode 1 : affûtage de profil complet
Cette méthode est considérée comme particulièrement de haute qualité, elle est effectuée sur des équipements automatiques. Le disque Elborovy (Borazon), précisément adapté à la configuration, traite l'ensemble de la cavité interdentaire, ainsi que les plans correspondants des dents adjacentes, en un seul passage. Dans ce cas, l'obtention d'une configuration irrégulière à la base des dents est exclue. Un inconvénient d'un tel affûtage est de disposer en permanence d'un nombre déterminé de sphères pour des toiles à usages différents.

Méthode 2 : affûter les bords des dents
Elle peut être réalisée sur des équipements spécialisés ou manuellement.
Si un équipement spécial est sélectionné, il est alors nécessaire de sélectionner un cercle avec compétence - en règle générale, ce sont des échantillons plats. Dans l'ensemble, il est conseillé de se tourner vers un équipement d'affûtage professionnel uniquement dans les situations où l'échelle de travail est assez importante. Il est préférable d'effectuer à la main des travaux "ménagers" irréguliers - au moyen d'un graveur ou sur une machine ordinaire. Pendant le travail, pour votre propre sécurité, il est impératif d'utiliser un masque ou des lunettes de protection.

Informations de base sur les scies à ruban
Une scie à ruban est un outil de coupe réalisé sous la forme d'une courroie crantée ayant un contour fermé. Pour l'entretenir, vous avez besoin d'une affûteuse spéciale pour scies à ruban. De plus, les scies à ruban présentent un certain nombre d'autres différences importantes par rapport aux modèles circulaires traditionnels. La plus importante de ces différences est la possibilité de couper avec un tel outil avec une largeur minimale. Il convient de noter que cela est particulièrement vrai lorsqu'il est nécessaire de couper du bois d'essences précieuses et des ébauches dans un métal coûteux.
L'équipement équipé d'une scie à ruban peut être utilisé avec succès pour traiter des pièces faites de différents matériaux et ayant différentes configurations. Un tel traitement se caractérise par une quantité minimale de déchets du matériau traité, une qualité de coupe exceptionnelle et une vitesse de traitement élevée. Cependant, de tels paramètres de traitement peuvent être atteints à condition que l'affûtage des scies à ruban sur la machine soit effectué non seulement correctement, mais également régulièrement. Lors de l'entretien d'un outil à ruban (surtout si vous vous débrouillez seul), vous devez respecter scrupuleusement les recommandations de spécialistes qualifiés.

Scie à ruban automatique BOMAR
Les scies à ruban, en fonction des caractéristiques du matériau à traiter, peuvent être constituées de différents matériaux, différant par la géométrie des dents de coupe. Si l'on parle de séparation des flans métalliques, ici les plus répandues sont deux nuances d'acier utilisées pour la fabrication des scies : 9HF et B2F. L'équipement pour scier le bois est équipé de scies dont la dureté sur l'échelle HRC est d'au moins 45 unités.
Les outils à ruban pour scier le bois sont en outre divisés en trois types: menuiserie, division, pour le traitement des grumes. Les outils de différents types ont naturellement des paramètres différents (dimensions de la lame, forme et angle d'affûtage). Les types de bois plus durs sont traités avec un outil avec un angle d'affûtage plus petit.
Aujourd'hui, les scies à ruban bimétalliques sont de plus en plus utilisées, qui sont nécessaires pour séparer les pièces en acier dur. Ces scies sont dites bimétalliques car elles sont constituées de deux métaux différents : les dents de coupe sont en acier à haute teneur en tungstène et en molybdène, et la lame elle-même est en acier à ressort. Bien entendu, de telles toiles sont beaucoup plus chères que les modèles standard, car leur fabrication nécessite un équipement spécial, dans lequel la connexion de deux métaux différents se produit sous l'action d'un faisceau d'électrons.








Scie à ruban bimétal
Affûtage des toiles en hiver
Si tout est clair avec l'affûtage des toiles dans des conditions normales, l'affûtage pendant la saison froide doit être dit séparément. Il y a une différence dans l'affûtage des lames de ruban en été et en hiver. Elle consiste à changer le degré d'affûtage. L'angle valable pour les toiles en hiver doit être de 90 degrés, contrairement à l'été où l'angle d'affûtage est de 120 degrés.

Recommandations d'experts.
Lors de l'affûtage de la lame avec une machine, avant de commencer le processus, vous devez vous assurer que la meule est positionnée avec précision par rapport à l'outil.

Il est extrêmement important de retirer un tel volume de métal des évidements afin que toutes les microfissures soient éliminées de manière fiable.
Si la lame a fonctionné sans entretien normal pendant une durée supérieure à celle autorisée par le fabricant, le volume de métal enlevé en un seul passage doit être augmenté.
Utilisez toujours une nouvelle lame comme référence pour tester les effets de l'affûtage.

- La configuration de la dent de la lame est un indicateur qui a été élaboré et ajusté au fil des ans. Par conséquent, c'est une énorme erreur de se fier à l'outil pour couper « sans nœud, sans accroc », peu importe ce que vous faites avec les dents.
- Si les normes de fonctionnement sont respectées, la bande travaillera consciencieusement jusqu'à ce que la largeur soit réduite à une valeur égale à 65% des paramètres initiaux. La largeur diminue, bien entendu, lors de l'affûtage.

- Il y a un conseil absolument erroné selon lequel il n'est pas particulièrement nécessaire d'éliminer les éraflures après l'affûtage. Si vous en tenez compte, l'apparition de microfissures dans la scie est assurée.
- À la fin du travail, la lame de ruban doit être nettoyée des copeaux et de la résine sans la mettre dans une longue boîte, et soigneusement inspectée avant d'être affûtée.Sinon, le risque de contamination des disques abrasifs est très élevé. Et cela conduira certainement à un processus d'affûtage de mauvaise qualité.

Processus d'affûtage correct des outils
Il a été prouvé dans la pratique que plus de 80 pour cent des bris d'outils se produisent en raison d'un mauvais affûtage des dents de scie à ruban. Le besoin d'affûtage est déterminé à l'œil nu - en fonction de l'état des parois coupées ou de l'apparence des dents elles-mêmes.
Les meules pour scies à ruban sont sélectionnées en fonction de la dureté de la dent. Pour affûter les outils en acier à outils, une meule en corindon est utilisée. Les scies bimétalliques sont affûtées avec un abrasif au diamant ou au borazon. La forme du cercle de l'outil doit être déterminée en fonction des paramètres des scies. Il peut s'agir d'une tasse, d'un profilé, d'une assiette et d'un plat.
Avant d'utiliser la scie dans le travail, il est nécessaire de la maintenir suspendue et inversée pendant environ onze heures.
Exigences pour affûter un outil de vos propres mains:
- il est nécessaire d'éliminer uniformément le métal le long du profil de la dent;
- exclure une pression excessive du cercle (cela peut endommager la dent);
- utilisation obligatoire de liquide de refroidissement;
- assurer la sécurité de la géométrie de la dent ;
- évitant la formation de bavures.
L'instruction standard indique que l'affûtage de l'outil doit être effectué soit le long de la face avant de la dent, soit à la fois le long de l'arrière et de l'avant. Dans la pratique, de nombreux artisans, et même des professionnels, affûtent exclusivement le long du bord arrière - c'est ainsi, à leur avis, que c'est plus pratique.
Cet outil est sans prétention en termes d'affûtage, malgré de nombreuses exigences et règles. L'affûtage peut être effectué à la fois manuellement et à l'aide d'un dispositif d'affûtage spécial; demander le traitement de cercles de différents matériaux et formes, etc.
Avant d'affûter l'outil, vous devez vous familiariser avec les types de base de cette opération. Vous pouvez également regarder une vidéo sur Internet.
Types d'affûtage
-
Vue de profil complète. C'est le type de la plus haute qualité, produit automatiquement sur les spéciaux. machine. Cercle elbor parfaitement adapté, passe toute la cavité interdentaire avec les bords des dents adjacentes en un seul mouvement. Ceci exclut la formation de formes angulaires à la base des dents. Le seul inconvénient de ce type d'affûtage est la nécessité d'emporter un certain nombre de cercles différents pour des scies de profils différents.
- Affûtage des bords de la partie coupante. Il peut être réalisé manuellement ou sur une machine professionnelle. Si vous souhaitez affûter avec une machine, vous devez choisir le bon cercle - dans la plupart des cas, ce sont des échantillons plats. En fonction de la pratique, contactez le spécialiste. l'équipement d'affûtage n'est nécessaire que dans les cas où le volume de travail est très important. Avec une petite quantité de travail, il est préférable d'affûter manuellement - sur une machine conventionnelle ou à l'aide d'un graveur. Lors de travaux d'affûtage, pour des raisons de sécurité, utilisez des lunettes de protection ou un masque.
Si vous n'avez pas de graveur ou de machine-outil, vous pouvez affûter l'outil selon la méthode habituelle à l'ancienne - à l'aide d'un fichier. Avec une exécution assidue et régulière de l'opération, l'habileté d'un affûtage manuel de haute qualité apparaîtra très rapidement.
Conseils professionnels
- Lors de l'affûtage d'un outil sur une machine, avant de commencer l'affûtage, vous devez vous assurer que le disque d'affûtage est correctement positionné par rapport à la scie.
- Il est nécessaire de retirer une telle couche de métal des sinus afin de garantir l'élimination de toutes les microfissures.
- Si la scie a été utilisée sans entretien de haute qualité, plus longtemps que prescrit par le fabricant, la couche de métal enlevée lors d'un affûtage doit être augmentée.
- Utilisez toujours un nouvel outil comme référence pour vérifier les résultats de l'affûtage.
- La forme de la lame de scie est un paramètre vérifié et développé au fil des années. Par conséquent, cela ne vaut pas la peine d'afficher vos paramètres et d'espérer une bonne qualité de travail.
- Sous réserve des règles de fonctionnement et des exigences du fabricant, la scie à ruban vous durera jusqu'à ce que sa largeur soit réduite à 65% du sertissage d'origine. La largeur diminue au fur et à mesure que les dents sont réaffûtées.
- Il est impératif d'éliminer les bavures lors de l'affûtage de l'outil, sinon cela entraînera la formation de microfissures lors de la coupe des matériaux.
- Une fois le travail terminé, l'outil doit être immédiatement nettoyé de la sciure et de la résine et, avant l'affûtage, la scie doit être soigneusement inspectée. Sinon, les copeaux obstrueraient la meule d'affûtage, ce qui entraînerait un affûtage incorrect du ruban de scie.
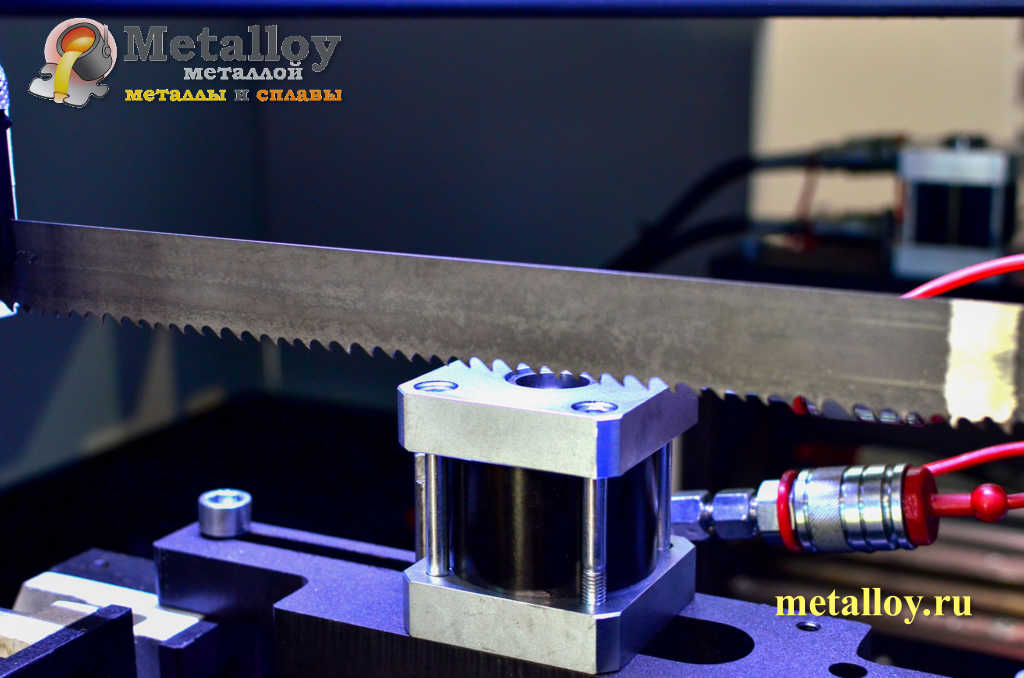
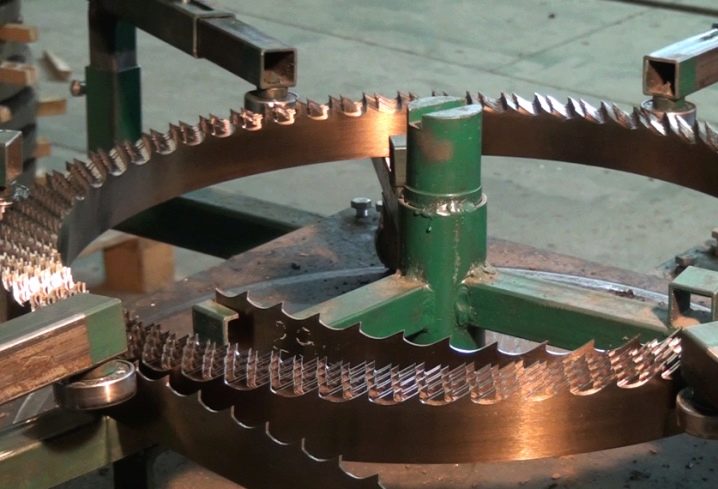
Types de jeux de scie à ruban
Comme tout autre outil, une scie à ruban est sujette à l'usure après chaque cycle de coupe. C'est un processus naturel et inévitable. C'est pourquoi chaque scie à ruban nécessite un entretien régulier et qualifié - réglage et affûtage. Un tel entretien permet non seulement de maintenir la lame de coupe en état de fonctionnement, mais également d'augmenter considérablement sa durée de vie.









Un routage correct permet d'augmenter la durée de vie de la lame de coupe et d'améliorer considérablement sa fonctionnalité. La signification d'une telle opération est la suivante : les dents de coupe de la scie sont pliées dans des directions différentes, ce qui réduit la force de frottement pendant le processus de coupe, et minimise également le risque de pincement de la lame par la pièce. La scie à ruban peut être réglée de trois manières, dont le choix dépend du type de matériau traité.
- Avec le réglage dit à dénudage, les dents sont courbées de manière à ce qu'un tiers d'entre elles restent intactes. Ce schéma est utilisé si la lame de coupe est utilisée pour couper des métaux et des alliages extrêmement durs.
- Le type de réglage classique implique le pliage alterné de chaque dent de coupe.
- Avec un réglage ondulé, chaque dent de coupe est pliée à un certain angle. Il est clair que ce type d'aménagement est le plus difficile de tous.
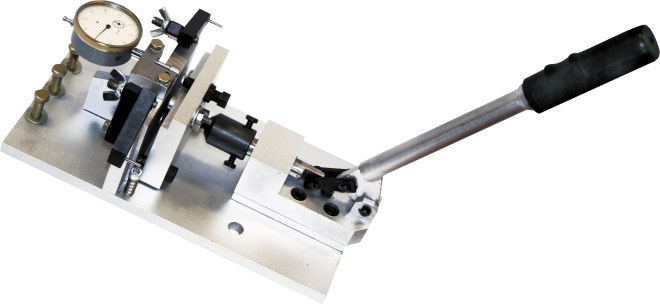
Ajusteur de scie à ruban
Pour plier les dents de la scie à ruban, un équipement spécial est utilisé, ce qui permet d'effectuer une telle opération technologique rapidement et aussi précisément que possible. Selon les normes généralement acceptées, la denture maximale ne doit pas dépasser 0,7 mm, mais sa valeur est généralement comprise entre 0,3 et 0,6 mm.
Il est important non seulement de choisir le type de réglage, en se concentrant sur les caractéristiques du matériau à couper, mais aussi de l'effectuer correctement, en ne pliant les dents qu'au 1/3 ou aux 2/3 de leur hauteur.
Après réglage, la lame de coupe peut être envoyée à l'affûteuse de scie à ruban. Comme le montrent les statistiques, les scies à ruban perdent le plus souvent leur fonctionnalité en raison du fait que leur affûtage a été effectué de manière incorrecte ou hors du temps. Un indicateur que la scie à ruban doit être réglée et affûtée davantage sur la machine est la rugosité accrue de la surface de coupe. La nécessité d'une telle procédure peut également être déterminée par l'apparence des dents de coupe.
Les principaux éléments de toute rectifieuse sont les meules, dont le choix dépend avant tout de la dureté du matériau utilisé pour fabriquer les dents de coupe. Pour affûter des matériaux durs, vous devez utiliser les meules appropriées. Ainsi, pour l'affûtage des lames bimétalliques, des outils d'affûtage constitués d'éléments en borazon ou en diamant sont choisis, et les meules en corindon conviennent parfaitement au rangement des scies en acier à outils.
Les outils d'affûtage des scies à ruban sont choisis à la fois dans leur composition et dans leur conception. Pour les lames de différentes conceptions et tailles, les types de cercles suivants peuvent être utilisés dans les machines :
- configuration du disque;
- en forme de coupe;
- profil;
- appartement.
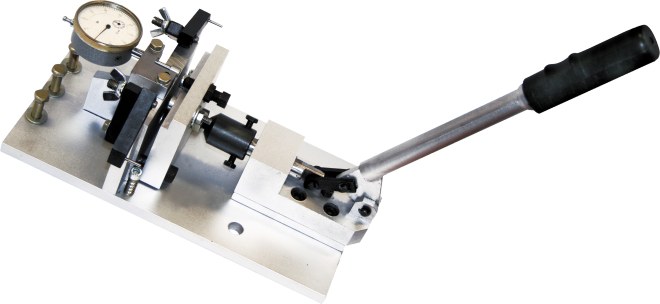
Kit d'affûtage et de réglage de scie à ruban Wood-Mizer
Conformément aux instructions, lors de l'affûtage de la scie à ruban sur la machine, respectez les exigences suivantes.
- Aucune bavure ne doit rester à la surface de la dent lors de son affûtage.
- La meule doit enlever la même couche de métal sur tout le profil de la dent.
- Pour éviter une surchauffe des dents lors de leur mise en marche sur la machine, il est impératif d'utiliser un liquide de refroidissement spécial.
- Lors de l'affûtage, le profil et la hauteur des dents usinées ne doivent pas changer.
- Il est impératif de surveiller la pression exercée par la meule de la rectifieuse sur la dent à traiter. Si cette exigence est négligée, la pression peut être trop importante, ce qui peut conduire à un recuit des dents.
L'affûtage des scies à ruban de vos propres mains présente certaines caractéristiques. Dans de tels cas, en règle générale, la surface arrière des dents est affûtée, bien que si vous utilisez les instructions du fabricant ou regardez une vidéo thématique, vous pouvez également affûter leur surface avant.
Divorce à faire soi-même et affûtage de scies à ruban sur bois
La durée de vie d'une scie à ruban à bois dépend directement de la qualité de son affûtage. Elle peut être réalisée aussi bien de manière autonome qu'en faisant appel aux services d'entreprises spécialisées. Dans le premier cas, il est nécessaire de se familiariser en détail avec la technologie et un certain nombre de fonctionnalités.
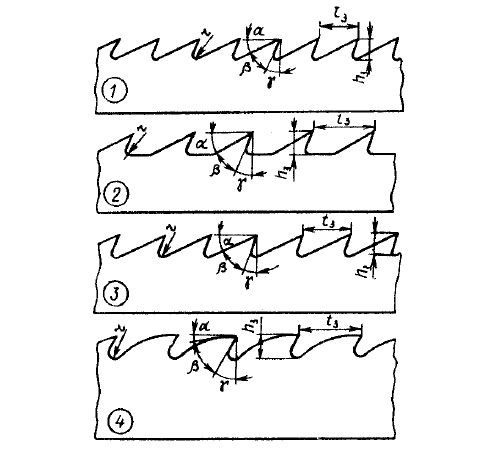
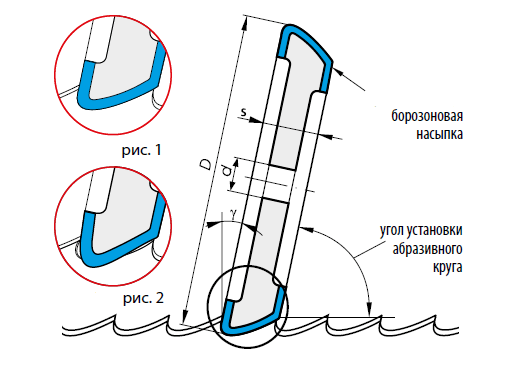
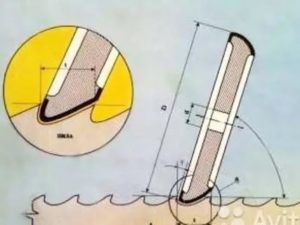
Forme de coupe et angle d'affûtage
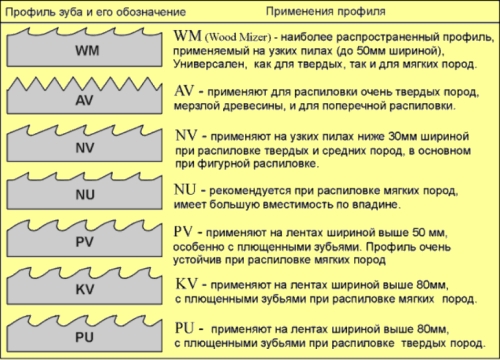
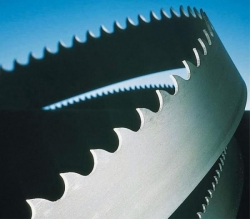
Types de profils de scie à ruban
Dans la première étape, le type de ruban de scie est déterminé. L'indicateur principal est la forme des dents.
En fonction de ce paramètre, ils sont divisés en division, menuiserie ou destinés au sciage de grumes. Le fabricant détermine la géométrie initiale et l'angle de fraisage.
Il est recommandé de connaître ces données au stade de l'achat des composants. Ils sont nécessaires pour déterminer les paramètres de la machine.








Pour les bois durs, l'angle de coupe doit être le plus bas possible. Cela garantit un contact optimal du matériau traité avec le métal. Si vous envisagez de traiter des nuances douces, pour augmenter la vitesse de traitement, vous pouvez utiliser des modèles avec une grande valeur de l'angle de coupe.
Les paramètres de définition pour l'auto-actualisation de l'arête de coupe sont :
- pas de dent. Il s'agit de la distance entre les éléments coupants de la structure. Les valeurs communes sont 19, 22 et 25 mm;
- hauteur des dents. La magnitude de sa base au sommet ;
- injection. La valeur principale que vous devez connaître pour la formation du plan de coupe. Pour les modèles de menuiserie, il est de 35°. Dans les scies à diviser, l'angle est de 18 ° à 22 °. Dans les structures de transformation du bois - 10 ° -15 °;
- divorce. Définit la déviation de la dent par rapport au plan général de la lame.
Idéalement, ces caractéristiques devraient rester inchangées après une intervention sur la machine. Pour chaque modèle, le fabricant détermine la valeur de déviation maximale. S'il est atteint pendant le fonctionnement, il est nécessaire d'acheter un nouveau modèle.
Afin d'éliminer la résonance dans certains types d'outils de coupe, un pas variable des dents est réalisé. Cela n'affecte pas la netteté manuelle, mais nécessite un réglage minutieux des paramètres lors de la netteté automatique.
Réglage du ruban de scie
Géométrie de la scie à ruban
Avant de former le tranchant, vous devez effectuer le réglage correct des dents. Pendant toute la période de fonctionnement, en raison de charges constantes, leur emplacement peut changer. Par conséquent, la géométrie est d'abord ajustée, puis affinée.
Le réglage est une courbure des dents par rapport au plan de la lame principale. Cette procédure est effectuée uniquement sur une machine spéciale. En cas d'écarts importants sur toute la longueur de la courroie, des dommages prématurés ou une rupture de la courroie sont possibles. Par conséquent, avant cela, vous devez décider du type de câblage.
L'angle d'inclinaison doit correspondre à l'angle initial. Le type de câblage est également pris en compte, qui peut être le suivant :
- classique. Flexion alternée des dents par rapport à la lame vers les côtés droit et gauche ;
- nettoyage.Les première et deuxième dents sont déviées à droite et à gauche, tandis que la troisième reste inchangée. Cette technique est utilisée pour les scies conçues pour le traitement des roches dures ;
- ondulé. L'angle de réglage de chaque dent est individuel. En conséquence, ils forment un tranchant qui ressemble à une vague. Le type de câblage le plus difficile.
Lors du pliage, ce n'est pas toute la dent qui subit une déformation, mais seulement une partie de celle-ci. Souvent, la déviation se produit aux 2/3 de la hauteur totale.
Le taux de divorce moyen est limité à des valeurs de 0,3 à 0,7 mm. Ceci s'applique aux scies à ruban à bois standard.