La technologie
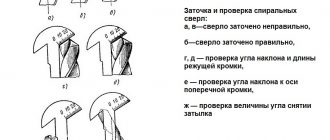
Pour affûter une perceuse de haute qualité, certains appareils sont nécessaires. Peu importe qu'il s'agisse d'un petit ou d'un grand foret - la technologie est la même: les arêtes de coupe à l'extrémité font le travail principal et les arêtes latérales en spirale alignent le trou percé, détournant les copeaux dans les canaux en spirale.

Le moyen le plus simple d'affûter un foret est un manchon, son diamètre intérieur est égal en diamètre à la section du foret lui-même. Le manchon est fixé fermement à l'angle souhaité. Il est sélectionné de la manière suivante - la perceuse doit entrer clairement et avec effort dans le gabarit, sans dévier même d'un degré. Si le foret dévie, les bords incisifs ne seront pas récupérés avec précision et, par conséquent, il "marchera" tout en travaillant. Le manchon peut être complété par des tubes en métal non ferreux dont le diamètre intérieur est égal aux valeurs les plus courantes du diamètre du produit.

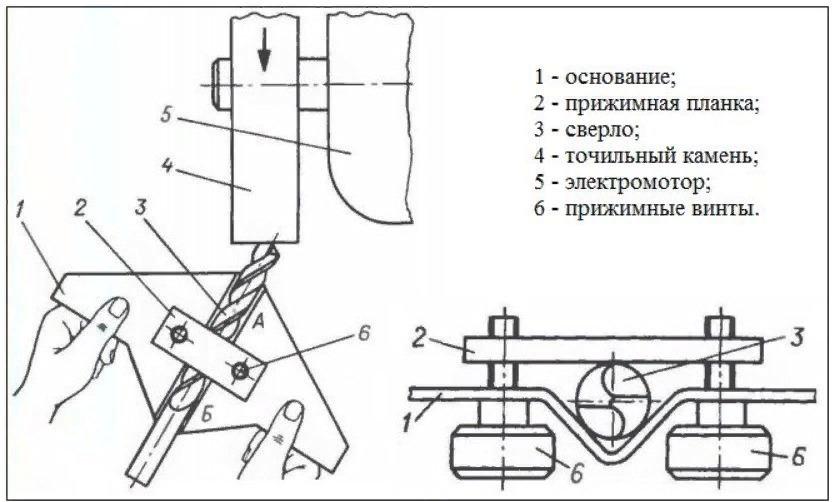
Le gabarit comprend un outil pratique qui facilite l'alimentation du foret à la meule pour l'affûtage et ne permet pas au produit de se déplacer dans la direction opposée. Plus le type de bois à partir duquel la barre est fabriquée est dur, plus l'angle est défini avec précision: par exemple, le maître utilise une barre en chêne pour alimenter la perceuse, tandis que le balancement de la perceuse dans celui-ci lors de l'affûtage, son balancement est exclu . La machine - par exemple, la même pierre à aiguiser - peut être faite maison: l'essentiel est que la pierre à aiguiser ne soit pas centrée, ne vibre pas pendant le fonctionnement.


Angle correct
L'angle est déterminé par le type d'acier ou autre métal (ou alliage) dans lequel les trous sont percés. Plus la dureté du métal ou de l'alliage est faible, plus l'angle d'affûtage est grand. Ainsi, pour l'acier, la fonte et le bronze, dont les pièces doivent être percées, l'angle d'affûtage atteint 120 °, pour le plastique et les métaux alcalins mous tels que le magnésium - 85 °.


Toute espèce d'arbre nécessite 130°. 115° est suffisant pour l'inox. Le fait est qu'un métal facilement cédant génère plus de copeaux en peu de temps, un frottement excessif se produit et la pointe du foret chauffe plus et plus rapidement. Et une chaleur excessive l'émousse - même l'acier trempé à partir duquel le foret est fabriqué est trempé lorsqu'il est chauffé. L'acier du produit perd de sa dureté et commence à s'émouvoir plutôt.

Débogage
Il est possible d'apporter une perceuse reconstructible à la maison sur des meules spéciales qui combinent le meulage grossier de l'acier rapide avec de l'acier à grain fin. Ces disques contiennent une charge relativement douce qui élimine les rayures rugueuses, les encoches et les entailles du travail. Ils sont éliminés sans modifier la forme des arêtes de coupe. Ces disques sont placés sur une meuleuse ou une perceuse, et la perceuse est serrée sur une pince séparée ou dans un étau. Si le traitement avec les meules s'est avéré rugueux, le produit lui-même est broyé avec une meule d'émeri rotative.

Examen
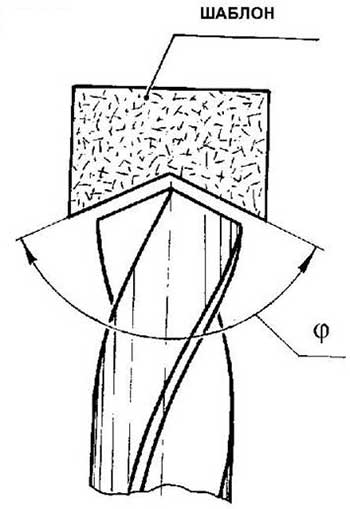
Un contrôle rapide de l'affûtage correct est réalisé au moyen d'un gabarit spécial qui mesure la longueur des arêtes de coupe, l'emplacement de la pointe, l'angle du biseau des canaux de sortie sur le foret et la valeur de l'angle du longitudinal bord.

Saper
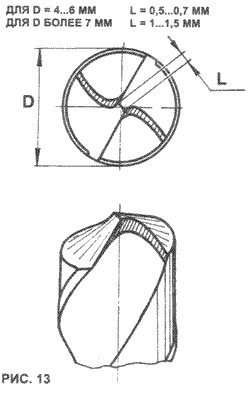
Si le foret de 10 mm du maître est émoussé, le produit est affûté du côté du bord d'attaque. La tâche consiste à augmenter l'angle du bord de coupe et à réduire le biseau du bord d'attaque, en rétrécissant le bord transversal.
Cela empêche la rupture accélérée des plus petits grains d'acier de la pointe, ce qui signifie qu'il prolonge la durée de vie du foret, permet de forer plus vite et plus. Le produit est en outre meulé à un petit angle de dépouille, ce qui réduit la force de frottement dans les trous découpés.


Méthodes d'affûtage des forets pour le métal
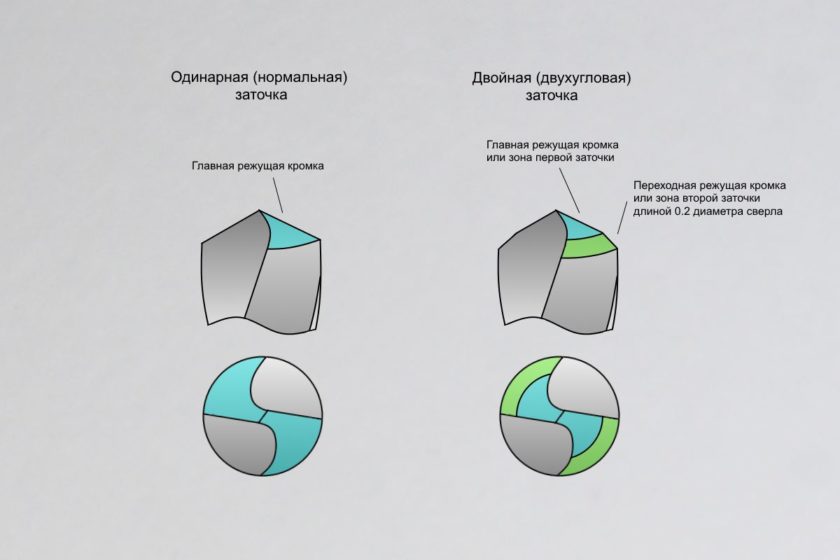
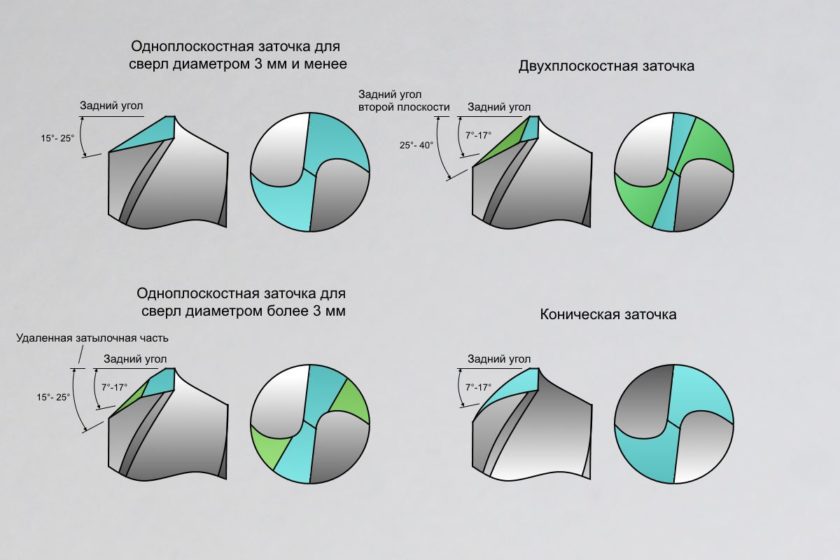
 Traitement monoplan à la maison. Cette option est utilisée lorsqu'il est nécessaire d'affûter des produits d'au plus 3 mm.
Traitement monoplan à la maison. Cette option est utilisée lorsqu'il est nécessaire d'affûter des produits d'au plus 3 mm.
L'inconvénient de cet affûtage est qu'un écaillage des bords peut se produire pendant le fonctionnement. Cette technique nécessite un soin particulier. Son essence est que la perceuse est appliquée au cercle et se déplace parallèlement à la surface de travail.
Affûtage à douille ou à deux plans
Cette option est largement utilisée par les artisans pour l'affûtage des produits. Dans ce cas, utilisez des bagues spéciales. Tout d'abord, vous devez prendre la perceuse par la surface de travail dans votre main gauche, puis elle doit être amenée au cône d'admission, en tenant l'appareil par la queue avec votre main droite.
Le tranchant du produit sera pressé contre l'extrémité de la meule et, par conséquent, le foret tournera autour de son propre axe avec la main droite. De cette façon, la surface arrière de l'outil sera affûtée.
L'essentiel est de maintenir l'angle correct entre l'extrémité de la meule et son inclinaison lors de la rotation de l'outil. C'est à cette fin que des douilles spéciales sont utilisées pour observer l'angle d'affûtage du foret pour le métal.
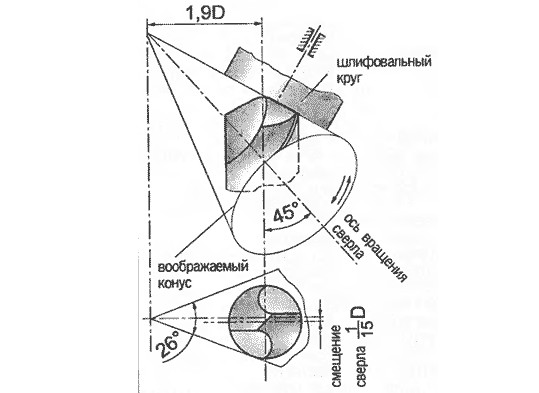
Affûtage conique
Lorsqu'ils commencent à affûter les forets hélicoïdaux de leurs propres mains, ils traitent d'abord le dos, puis la partie coupante. Le travail se fait comme suit :
Tout d'abord, la surface de l'appareil doit être pressée contre la meule ou la pierre afin qu'il ne reste aucun espace.
Lors de l'affûtage, l'angle doit être maintenu constant.
Il faut faire attention à la pointe du produit par le côté : si la surface arrière est traitée correctement, un cône uniforme sera visible.
Ensuite, vous pouvez procéder à l'affûtage du tranchant de vos propres mains, tout en respectant strictement l'angle.
Utilisation d'accessoires pour affûter les forets pour le métal
 Cette méthode pratique implique l'utilisation de dispositifs spéciaux pour affûter les produits. Les avantages de cette méthode sont la facilité d'utilisation et la polyvalence. Cet appareil a une forme cylindrique.
Cette méthode pratique implique l'utilisation de dispositifs spéciaux pour affûter les produits. Les avantages de cette méthode sont la facilité d'utilisation et la polyvalence. Cet appareil a une forme cylindrique.






D'une part, il y a une unité de connexion, à l'aide de laquelle la buse est placée sur la broche de perçage, et d'autre part, il y a des évidements pour installer des perceuses d'une certaine largeur. Pour le traitement, il est nécessaire d'insérer le produit dans le trou, après quoi il reste à mettre l'appareil en mouvement avec le moteur de la perceuse et à observer l'angle d'affûtage.
Signes de brutalité
Les équipements de menuiserie peuvent durer longtemps sans se déformer. Les forets pour le métal échouent plus rapidement. Il y a un certain nombre de points par lesquels vous pouvez déterminer que la plate-forme est terne :
- Au sommet du foret, il y a des éclats, des irrégularités, des microfissures.
- Écarts visuels par rapport à l'état d'origine.
- Un sifflement ou un bruit inhabituel se produit pendant le forage.
- Des bavures et des irrégularités restent à l'intérieur du trou.
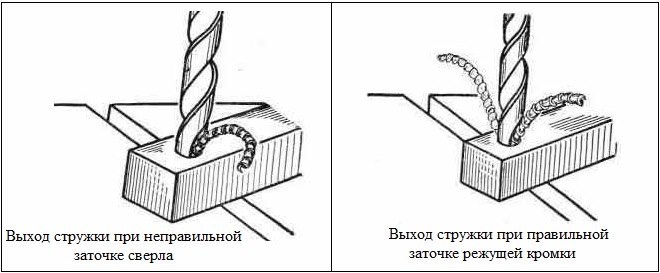
- Les copeaux s'accumulent dans le trou et ne sont pas évacués vers l'extérieur.
Ces écarts indiquent une rupture de l'outillage. Vous devez arrêter le flux de travail, corriger les inexactitudes ou remplacer l'outillage.
Processus d'affûtage
L'affûtage de la perceuse doit se faire d'une certaine manière. Pour commencer, prenez l'outil avec votre main gauche près de la partie avant (travail). Avec votre main droite, nous tenons fermement la tige. Nous commençons la rotation du disque sur une meuleuse ou une machine et y amenons avec précaution (sans forte pression) la partie arrière du tranchant du foret.
En continuant d'appuyer légèrement la perceuse contre le disque, tournez-la avec votre main droite pour affûter le dos. Pendant tout ce temps, nous vérifions l'inclinaison souhaitée de la perceuse. Nous veillons également à ce que les arêtes de coupe soient de même longueur et affûtées au même angle.
Affûtage de forets
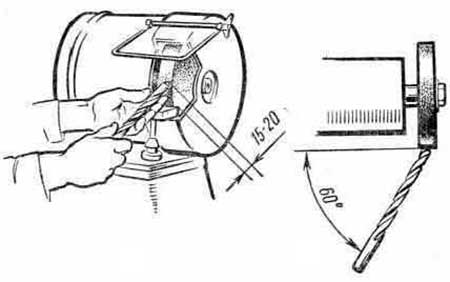
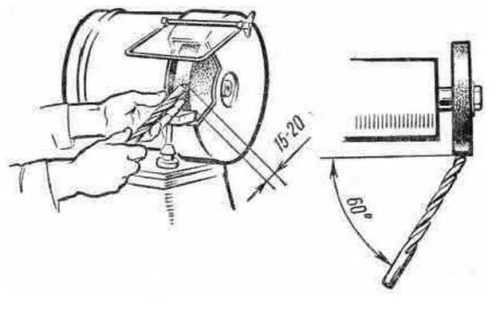
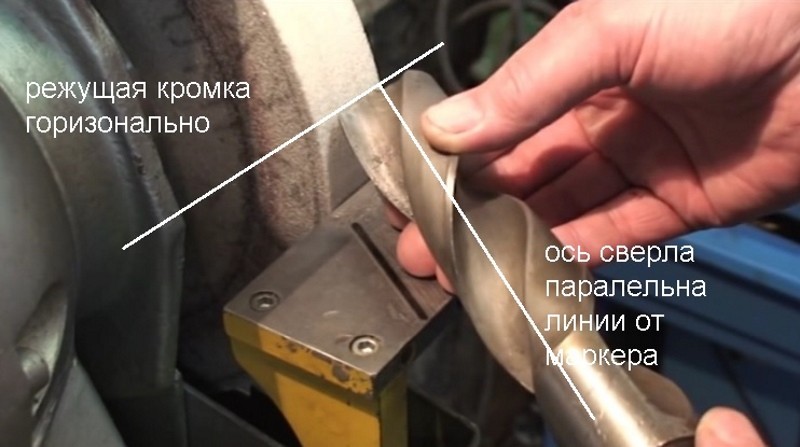
La première tâche consiste à rendre les surfaces arrière uniformes et avec la même pente.Pour orienter correctement le foret lors de l'affûtage, utilisez un marqueur pour tracer une ligne avec un marqueur à un angle par rapport à la surface de travail de la meule, correspondant à l'angle entre le tranchant et l'axe du foret (la moitié du coin en haut ). À la maison, ils simplifient généralement la tâche et placent la perceuse à un angle de 60 °.
La perceuse repose sur l'index (ou sur les doigts, de grand diamètre) reposant sur une menotte. Le foret doit être positionné avec son côté parallèle à la ligne de référence marquée. Appuyez dessus par le haut avec le pouce de la même main. La trotteuse tient la tige et contrôle le mouvement de la perceuse dans tous les plans, la fixe dans la position souhaitée. Le degré d'appui de la perceuse sur le cercle est réglé par les deux mains. Vous ne devez pas trop serrer et forcer vos doigts. Il est nécessaire de tenir le foret horizontalement, il est permis d'abaisser la tige sous la partie coupante, mais en aucun cas l'inverse.

Le tranchant doit être horizontal et il est important de maintenir cette position tout en affûtant le flanc. La perceuse est soigneusement amenée à l'affûteur de travail, la touche avec une légère pression, puis la tige doit être abaissée en douceur sans relâcher la pression
Le foret est alors légèrement rétracté. L'opération peut être effectuée plusieurs fois, en fonction du degré d'usure de la pièce travaillante.

Ensuite, le foret est tourné autour de l'axe longitudinal de 180 degrés, et l'opération d'affûtage est répétée pour la deuxième surface de flanc.
Il est important d'essayer de ne pas changer la position initiale des mains et de positionner le bord horizontalement, pour créer une pression similaire à la première. Si le deuxième bord doit être affûté plus que le premier, l'opération d'affûtage est répétée plusieurs fois.

Ensuite, un contrôle des surfaces tournées est effectué. Cela peut être fait à l'œil nu - le tranchant doit être plus haut que toutes les autres surfaces et les surfaces arrière doivent avoir la même forme et la même taille. La perceuse est inspectée pour la lumière, afin que les reflets sur le métal n'interfèrent pas, protégez-la avec votre main de la source de lumière.

Le résultat de l'affûtage peut être vérifié avec un gabarit en l'appliquant alternativement sur les surfaces arrière d'un foret positionné verticalement. Si des écarts sont perceptibles, la surface la moins meulée doit être corrigée sur l'affûteur. La longueur des bords de travail est vérifiée avec un pied à coulisse - la distance entre le pont et le point de transition du bord de coupe au ruban est mesurée. Si les paramètres diffèrent, le bord le plus court est accentué.
Pour que le foret soit orienté le plus précisément possible à un angle donné lors de l'affûtage, il est pratique d'utiliser un morceau de coin en acier ou en aluminium avec une étagère de 30 à 40 mm comme élément de guidage. Un morceau d'angle d'une longueur d'environ 70 mm est fixé à la main courante à l'aide d'une petite pince de sorte que la perceuse, pressée contre elle par la partie latérale, avec le tranchant frappe exactement la partie active de la meule abrasive. L'adhérence de la partie latérale au guide doit être maintenue pendant tout le cycle d'affûtage.

Pendant le processus d'affûtage, la perceuse doit être refroidie dans un récipient contenant de l'eau ou de l'huile de machine - le métal surchauffé est moins traité et peut être endommagé.
Si vous êtes satisfait du résultat de l'affûtage, il est conseillé d'affiner les arêtes de travail sur une meule en carbure de silicium, pour leur donner de la douceur, ce qui augmente la durée de vie de la perceuse.
Vidéo sur "comment affûter correctement les forets métalliques":


Quelle géométrie doit être donnée aux éléments de forage hélicoïdal pour une création optimale de trous dans les métaux
Pour effectuer un affûtage de haute qualité, il est nécessaire de bien comprendre l'appareil et le principe de fonctionnement de l'outil de perçage.
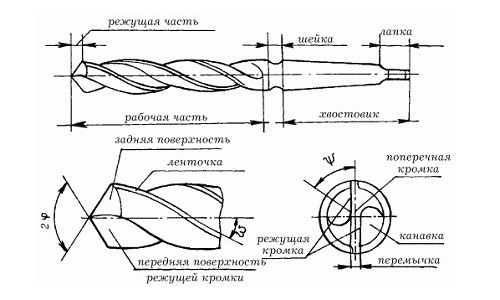
Comment la perceuse est faite
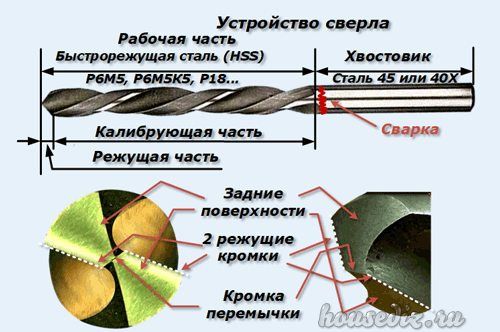
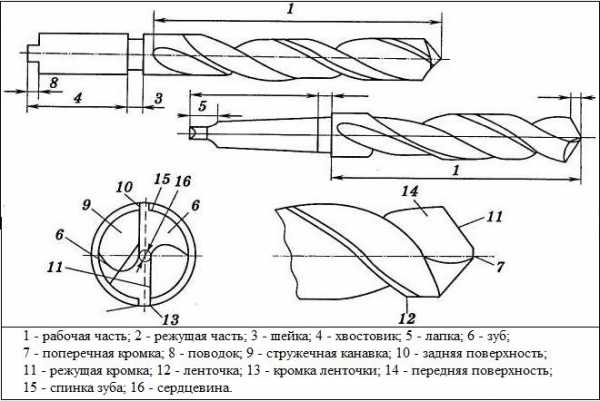
Il se compose de deux parties soudées ensemble :
- travail, en acier rapide (HSS) nuances P6M5, P6MK5, P18 et similaires;
- tige serrée dans le mandrin (acier 45 ou 40X).
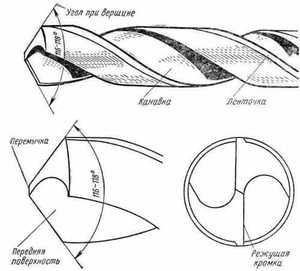
La partie travaillante, à son tour, est représentée par :
- pointe de coupe (le deuxième nom est lead-in);
- une section de calibrage réalisée par un cylindre à partir des rainures d'évacuation des copeaux avec une bande de calibrage.
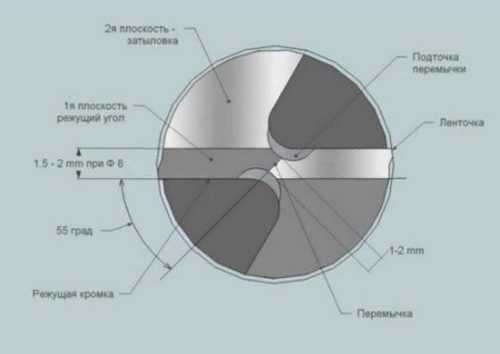
La pointe de coupe contient :
- 2 tranchants (RK), reliés par le bord du linteau (ou simplement par le linteau) ;
- 2 faces arrière.
Lors de la restauration des arêtes de coupe, il est nécessaire de faire attention à la configuration du pont, car un sommet central est formé dessus.

En fait, le pont est une couche de métal située entre les deux rainures pour évacuer les copeaux. Il augmente progressivement de la pointe à la tige.
Le sommet central formé par l'affûtage doit être situé strictement sur l'axe vertical de rotation.
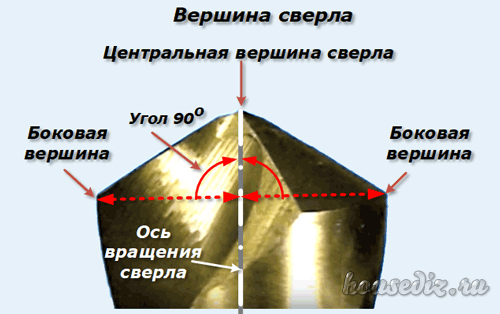
Dans ce cas, deux autres sommets latéraux sont créés en raison de l'intersection de la ligne d'arête de coupe avec les surfaces arrière aux points de leur jonction avec les bandes de calibrage.
Après l'affûtage, les sommets latéraux doivent être situés de manière strictement symétrique les uns par rapport aux autres et la ligne les reliant est dirigée perpendiculairement à l'axe de rotation.
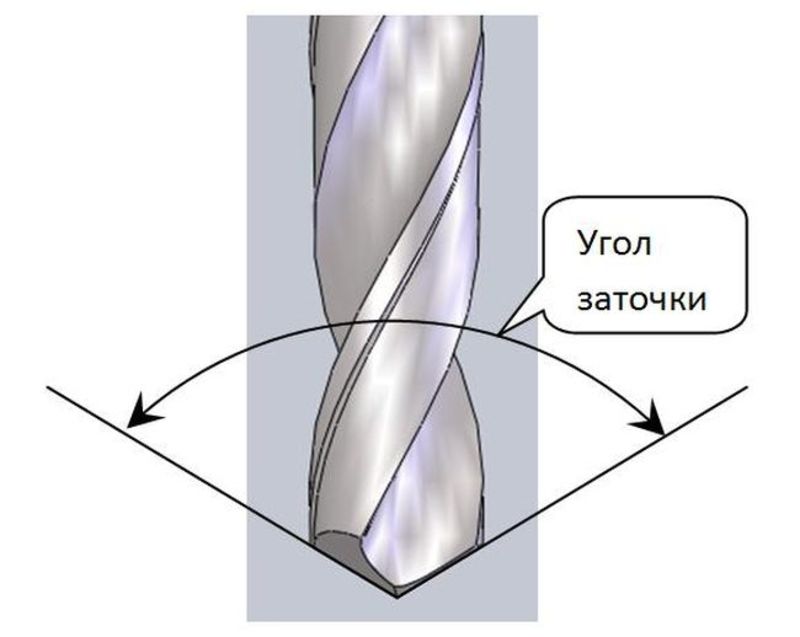
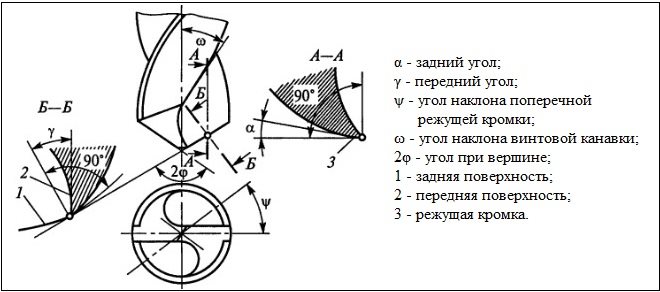
Quels angles créent une coupe optimale
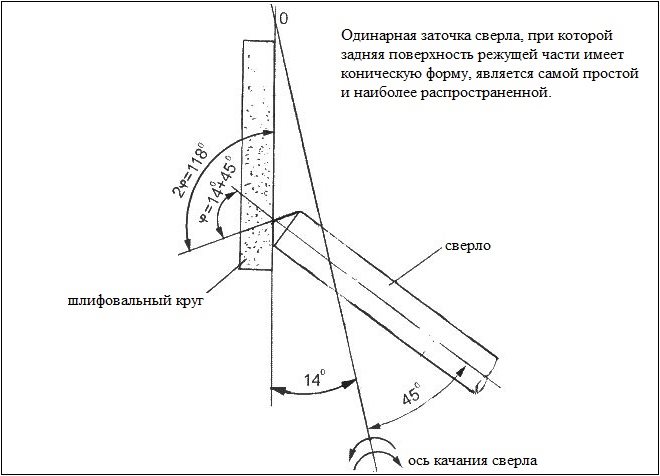
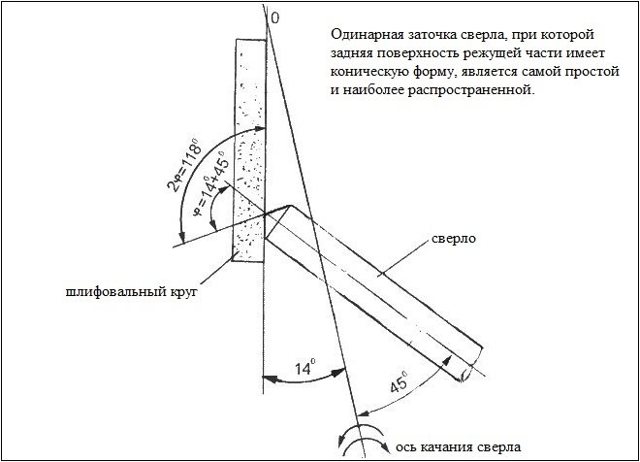
L'angle du nez est mesuré entre les arêtes de coupe. Sa valeur peut varier de 116 à 130 degrés et dépend de la dureté du métal traité. Un affûtage à angle plus aigu est utilisé sur les alliages légers.
À des fins domestiques, il n'est pas nécessaire de respecter les angles avec une précision de 1 degré. Sa valeur de 120° fonctionne normalement ici. Il est formé en divisant le cercle en trois parties.

L'angle entre la bande et le bord de coupe est créé en meulant uniformément les surfaces arrière sur un plan d'inclinaison. Il devrait faire 55 degrés des deux côtés.
L'angle d'inclinaison de la spirale peut différer légèrement d'un produit à l'autre. Pour les métaux les plus durs, il est fait 25O, et pour les plus courants - 30.
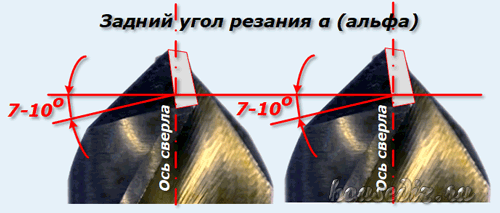
L'angle de dépouille est mesuré entre la perpendiculaire à l'axe de rotation et la ligne génératrice située sur le plan de la surface du flanc. Sa valeur optimale est de 7 à 10 degrés.
Dans le sens de la spirale, des exercices peuvent être effectués :
- à droite - pour le traitement des métaux en rotation directe ;
- gauche - avec rotation inverse.
Comment la longueur de l'outil affecte la qualité du foret
Trois types de produits sont fabriqués pour différentes conditions de fonctionnement :
- court, produit conformément à GOST 4010-77;
- moyen (GOST 10902-77);
- longue (GOST 888-77).
Les forets de la série courte ont les meilleures performances (qualité de centrage et charge de coupe).
Qu'est-ce qu'une perceuse et comment l'affûter
Pour les travaux de perçage, des outils spéciaux sont produits, dont le plus courant est une perceuse.
Attention! Pour le travail avec différents matériaux, des forets spéciaux sont produits avec différents angles d'affûtage du foret. De plus, la structure du matériau influence les angles d'affûtage.
Mais tout d'abord
De plus, la structure du matériau influence les angles d'affûtage. Mais tout d'abord.








Différentes manières d'affûter
Une perceuse est un outil de coupe qui effectue le processus de coupe par un mouvement de rotation avec une avance axiale.
Les forets sont utilisés non seulement pour faire des trous débouchants de différents diamètres, mais aussi pour aléser des trous existants. À l'aide d'une perceuse, vous pouvez percer un trou débouchant, faire une dépression du diamètre requis et percer à la profondeur requise.
Mais pour effectuer les travaux énumérés, vous aurez besoin d'une perceuse du diamètre requis.
De plus, la perceuse doit être correctement affûtée.
Diverses façons d'affûter pour un matériau spécifique
Et pour savoir comment affûter une perceuse, il est nécessaire de préciser pour quel matériau l'outil sera utilisé.
Structurellement, les forets sont produits en torsion, plat ou plume, anneau, centre, pour une coupe profonde ou unilatérale.
Les forets hélicoïdaux sont disponibles en différents diamètres. La plage est de 0,1 ... 80 mm avec la longueur de la partie travaillante jusqu'à 275 mm.
Les forets plats sont utilisés pour faire des trous de grand diamètre à de grandes profondeurs. Structurellement, la partie coupante est réalisée sous la forme d'une lame et est fixée au support.
Les forets annulaires sont réalisés sous la forme d'un tube creux, dans lequel travaille une partie de coupe annulaire étroite.
Les forets à centrer sont utilisés pour centrer les pièces lors du tournage.
Mais tous les outils énumérés deviennent ennuyeux dans le processus. Et comme les forets sont émoussés, ils doivent être affûtés. Et pour savoir comment affûter correctement la perceuse, vous devez imaginer pour quel matériau l'outil sera utilisé et modifier l'angle de l'angle d'affûtage.
Les forets sont moins susceptibles de s'émousser lorsque vous travaillez sur du bois. Si vous utilisez des forets lorsque vous ne percez que du bois, ces forets ne nécessitent pas d'affûtage pendant plusieurs mois ou années.
Il faut juste faire attention à leur stockage et à leur utilisation.
Il est important pour nous d'apprendre à affûter les forets lorsque nous travaillons sur du métal, du béton.
Affûtage à la maison
Lors de l'affûtage de perceuses de ses propres mains, il est conseillé à l'utilisateur de respecter les règles de sécurité. Les travaux sur les meules en émeri doivent être effectués avec des lunettes de protection. Cela protégera vos yeux des abrasifs et des écailles. Les lunettes doivent être portées même s'il y a un écran de protection sur l'émeri.
Il est strictement interdit de travailler avec des gants. La perceuse pourrait s'accrocher au fil et vous blesser les mains. Il est recommandé d'effectuer les travaux avec des vêtements moulants dont les boutons sont pré-attachés. Il est recommandé d'ajuster la main courante de manière à ce que l'écart entre elle et la pierre soit petit.
L'affûtage des forets peut être effectué de différentes manières, ce qui permet à une personne de choisir l'option la plus appropriée pour elle-même. Pour éviter les blessures, vous devez respecter les mesures de sécurité pendant le travail.
Contrôle qualité de l'affûtage
Pour restaurer les paramètres d'origine de l'outil, il est nécessaire de choisir une meule dont la dureté vous permet d'obtenir les paramètres d'origine de haute qualité. Au stade initial, la surface arrière est restaurée. La tâche principale est le choix correct de l'angle d'avance à la surface de la meule. Après l'achèvement de ce travail, ils commencent à ramener le bord d'attaque à l'état normal.
Le non-respect de ces exigences entraînera une détérioration de la qualité des trous percés et une violation de la technologie de coupe. Une fois l'opération terminée, la qualité des paramètres obtenus est vérifiée. Si certains écarts par rapport aux exigences ont été faits, la perceuse est ajustée à l'état souhaité. Dans les entreprises où les forets sont utilisés pour produire un grand nombre de trous, la finition est obligatoire.
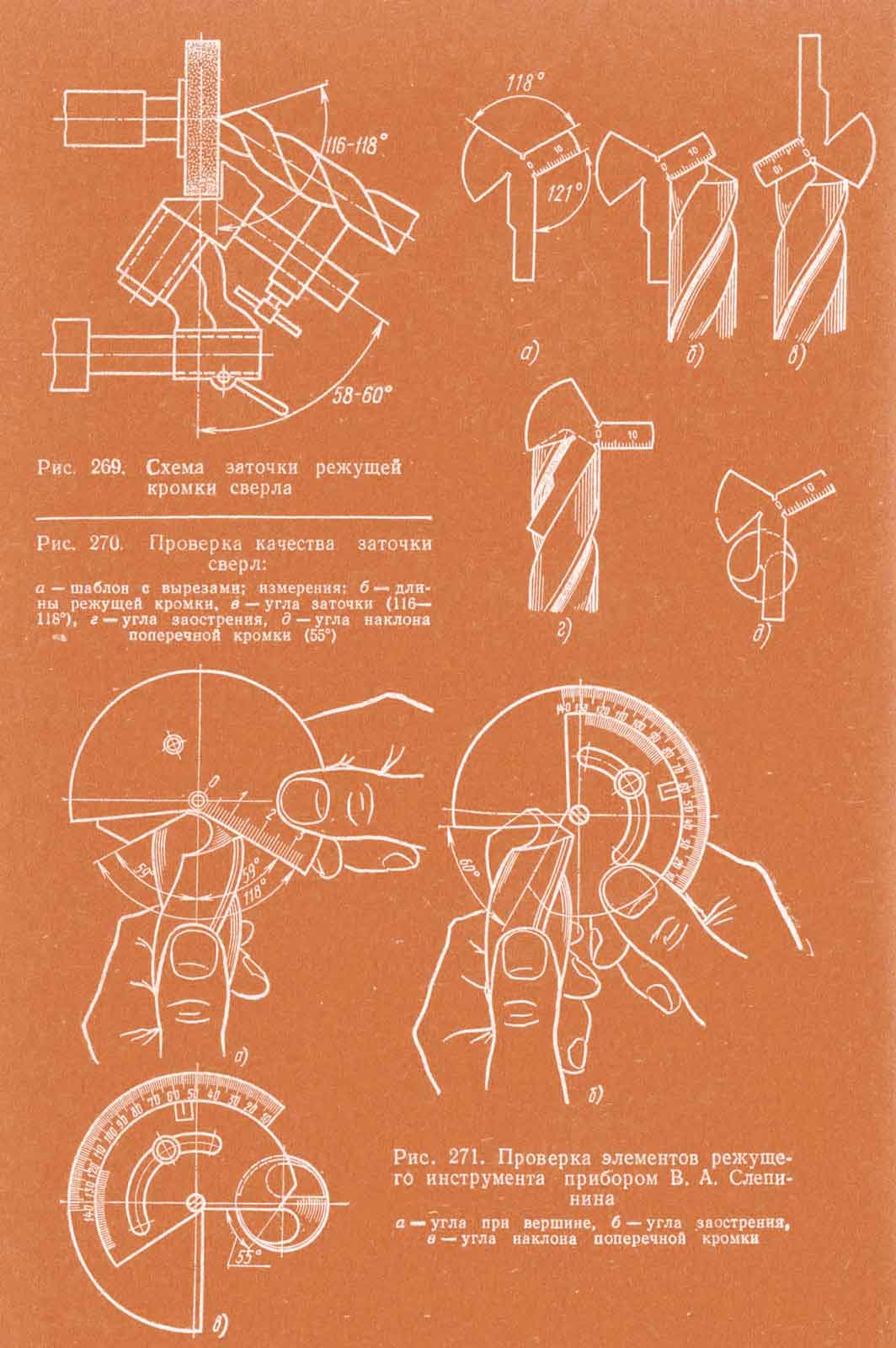
Après avoir terminé toutes les opérations technologiques pour restaurer l'outil, il est recommandé de vérifier ses paramètres géométriques de base. Pour résoudre ce problème, les appareils suivants sont utilisés :
- modèles fabriqués;
- un appareil développé par V.A. Slepnine.
Dans le premier cas, des modèles prêts à l'emploi sont utilisés, qui sont fabriqués selon une méthode pré-calculée. Ces modèles peuvent être achetés prêts à l'emploi via un réseau de vente au détail ou fabriqués par vous-même. Les méthodes pour leur fabrication sont données dans la littérature spéciale ou sur les portails Internet.
La base de l'appareil développé par Slepnin se compose de deux disques. Ils tournent l'un par rapport à l'autre. Son principal avantage est la variabilité des mesures possibles. Cette polyvalence élimine le besoin de créer un grand nombre de modèles personnalisés. Par conséquent, le temps de vérification de plusieurs éléments est considérablement réduit.
Lors du contrôle de chaque outil après l'achèvement de l'opération d'affûtage, il est nécessaire de vérifier non seulement les paramètres obtenus, mais également l'égalité de la longueur des arêtes de coupe opposées. S'ils diffèrent en longueur, cela entraînera une augmentation du diamètre du trou résultant.Ensuite, vous devez vérifier le changement de l'angle de dépouille de l'arête de coupe. Il devrait augmenter progressivement vers le centre de l'outil.
Recommandations
Les perceuses conventionnelles sont affûtées de leurs propres mains sur un simple affûteur, une scie avec un grand disque de meulage, une meuleuse ou une perceuse avec une buse. Mais pour les couronnes, une machine spéciale peut être nécessaire. Le fait est que la couronne a un axe - le foret principal, qui est un produit ordinaire. Et s'il s'affûte de manière simple, le bord dentelé en forme de scie de la couronne nécessitera des conditions de machine. Il en est de même pour les forets à étages coniques.
Dans le pire des cas, en raison d'une intoxication à l'acier qui rouille dans un environnement salé, une personne peut facilement le perdre. Veillez à ne pas percer "dans le plafond" sans casque - les copeaux qui tombent entrent également dans les yeux non protégés.






Obtenez le bon angle pour votre contre-dépouille. Un foret trop "plat" ne percera pas l'acier, trop "raide" - bois, aluminium, bronze, magnésium, plastique. Un angle incorrect fera soit bouger la perceuse et le trou se déplacera, soit elle se bloquera et se cassera.
Ne pas percer avec de l'acier rapide ordinaire dans le verre, le grès cérame, le granit, la céramique, l'argile à haute résistance. Pour ces matériaux, il y a ce qu'on appelle des gains. L'alliage Pobeditovy surpasse de manière significative la résistance de l'acier rapide. N'essayez pas de percer du verre trempé - il s'effondrera immédiatement.
N'affûtez pas les forets victorieux avec de simples cercles d'émeri et de pierre vitrifiée - pour ces produits, il existe un diamant, comme ces cercles avec lesquels ils coupent la pierre, la brique et l'acier trempé. Broyez les exercices victorieux à basse vitesse.
Ne surchauffez pas la perceuse pendant le tournage - l'acier surchauffé se trempera et s'aggravera sensiblement. Elle ne sera plus ni durcie ni ultra-rapide (instrumentale).
Ne refroidissez pas un foret ciselé chauffé au rouge dans de l'eau ou d'autres liquides froids - il est pénétré de microfissures causées par un refroidissement brutal. À la première tentative de perçage d'une pièce, le produit se brisera immédiatement.
Ne pas dévier le foret en tournant. Le moindre soin - même d'un degré - entraînera un virage inégal, des vibrations se produiront, brisant la perceuse elle-même et desserrant la boîte de vitesses et le moteur de la perceuse.
La longueur de la partie active ne doit pas être inférieure à un centimètre. Si le foret se brise en deux et qu'une partie de la zone de coupe est éjectée, ne meulez pas les forets dont la section de travail est maintenant inférieure à un centimètre.
Les forets à pointe de carbure (par ex. Pobedit, diamantés) sont affûtés avec les mêmes outils que les forets monobloc fabriqués à partir des mêmes matériaux.
Comme il est facile d'affûter une perceuse, voir ci-dessous.
Aides à l'affûtage
Ici, nous ne parlerons plus de machines, mais de dispositifs utiles et pratiques qui simplifient le travail et aident à maintenir le bon angle.
Ceux-ci peuvent être achetés des produits, par exemple, ce conducteur vient d'Aliexpress. Le disque d'affûtage est très petit, la rotation lui est transmise par le mandrin de perçage connecté à l'aide d'un adaptateur spécial. L'utilisateur n'a qu'à insérer la perceuse dans la rainure et à allumer la perceuse. Un aperçu de l'utilisation d'un tel conducteur est décrit dans cette vidéo.
Pour ceux qui ne respectent pas les produits chinois, il existe des étagères comme celle-ci.

Il existe également un certain nombre de dispositifs de gabarit faits maison conçus pour un affûtage pratique. Par exemple, en voici deux.
Il y a aussi une charnière de porte d'origine.
Conseils utiles
Vous pouvez beaucoup parler des nuances de l'affûtage, mais après tout, il est important non seulement d'affûter correctement l'outil, mais également de le faire en toute sécurité, puis de stocker correctement les produits. Ainsi, les règles de sécurité et de préservation des performances des exercices :
Ainsi, les règles de sécurité et de préservation des performances des exercices :
- lors de l'affûtage, l'outil devient très chaud. Cela nécessite non seulement une manipulation soigneuse et - très souhaitable - le port de gants de protection. Il affecte également les propriétés du métal.Par conséquent, l'outil doit être amené au dispositif d'affûtage en de courtes périodes, 2 ... 3 secondes, et refroidi après chaque période dans de l'eau ou un autre liquide de refroidissement (liquide de coupe);
- des étincelles jaillissent de la perceuse et de la meule au cours du processus. Il est nécessaire de protéger non seulement les mains, mais aussi le visage. Une visière transparente ou des lunettes seront très utiles ;
- pour un beau travail, il faut bien voir ce qui se fait. Ainsi, une loupe peut bien jouer le rôle d'écran protecteur ;
- un éclairage supplémentaire est nécessaire, mais la lampe doit être positionnée de manière à ce que l'ampoule fragile ne puisse pas être endommagée par des éclats accidentels de métal ou d'abrasif.
Concernant le stockage, les règles sont simples : les forets affûtés ne doivent pas se toucher, ne doivent pas se trouver dans un environnement humide ou agressif. Les organisateurs spéciaux - industriels ou faits maison - sont très pratiques pour un stockage permanent. En présence d'inscriptions sur le diamètre, la recherche de l'outil souhaité se produit presque instantanément.