Affûtage de produits de conception différente
En plus des forets hélicoïdaux, des outils d'autres conceptions sont utilisés pour le traitement des métaux. À la maison, vous pouvez déboguer les outils suivants.
Cardan à cône
Vous pouvez affûter une perceuse étagée à l'aide d'une lime ordinaire. Le tranchant du produit est affûté à angle droit.
Si le foret conique est émoussé dans une zone limitée, l'affûtage doit être effectué sans quitter la zone endommagée.
Vidéo:
Couronné
Lors du débogage des outils à couronne, un dispositif spécial est utilisé et vous devez savoir à quel angle le métal doit être retiré de la surface de coupe. Compte tenu de toutes les difficultés et du temps consacré à l'exécution de la procédure, il est préférable de se tourner vers des artisans expérimentés pour l'affûtage.
Vidéo:
Conclusion
Il n'est pas difficile d'apprendre à affûter vous-même des forets métalliques.
- Avec de petits volumes, il suffit d'acheter un fichier de haute qualité et d'effectuer le processus manuellement.
- Pour les gros volumes, afin de réduire les coûts de temps, il est préférable d'acheter un équipement spécial qui accélérera le travail et réduira le risque de mauvais habillage de l'outil.
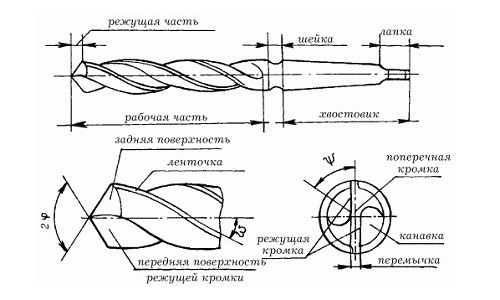
Les chemins
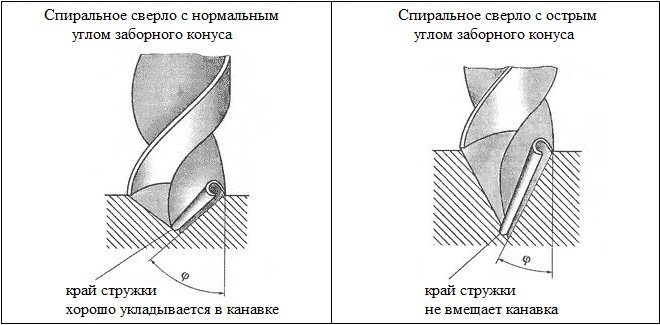
Lors du perçage de matériaux durs, seuls les bords doivent être en contact avec eux. C'est pourquoi la surface arrière est affûtée à un certain angle. A la suite de cette opération, un écart apparaît entre le bord et le fond du trou.
L'affûtage est effectué par des méthodes coniques, biplanes ou coniques.
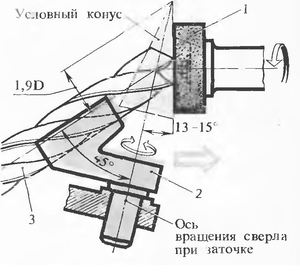
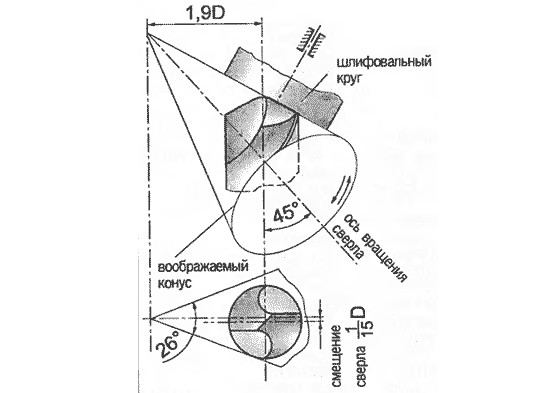
Utilisation de l'affûtage conique
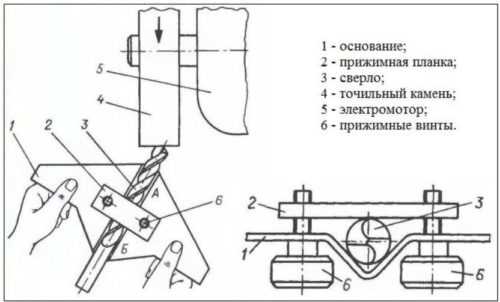
Le foret est inséré dans un prisme spécial de la rectifieuse, qui se déplace autour de son axe. Le prisme par rapport à la meule est à un certain angle. L'arrière de la perceuse a la forme d'un cône. Il est situé à l'endroit où la surface de travail de la meule croise l'axe de pivotement.

Afin d'affûter correctement la perceuse, vous devez d'abord ajuster les paramètres. L'axe du cône d'affûtage doit faire un angle de 45 degrés par rapport à l'axe du foret lui-même. L'affûtage conique peut être effectué selon deux méthodes :





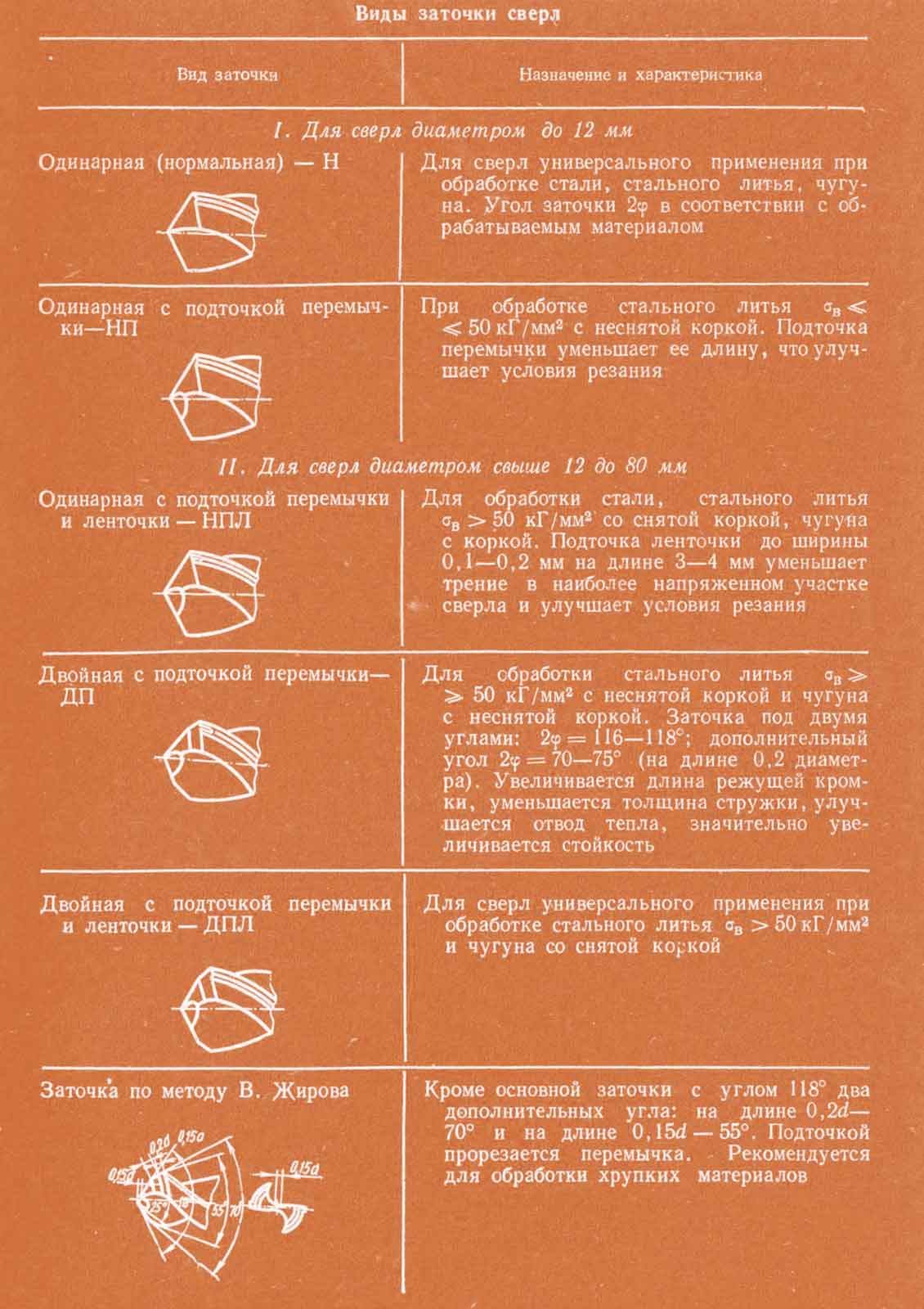
- La pointe du cône à affûter doit se trouver en dessous de la pointe du cône d'affûtage. Il est préalablement recommandé d'effectuer le réglage conformément aux paramètres spécifiés: a - 45 degrés, b - de 13 à 15 degrés, n - 1,9d. l'axe du foret et le cône doivent se couper à un angle inférieur à l'angle de la meule et du foret. Si nous affûtons de cette manière, vous devez vous assurer que la pointe de la perceuse est située au-dessus de la pointe du cône d'affûtage. Le sommet et le foret doivent être espacés de 1,06d. l'axe du foret et l'axe du cône doivent se croiser à un angle de 90 degrés.
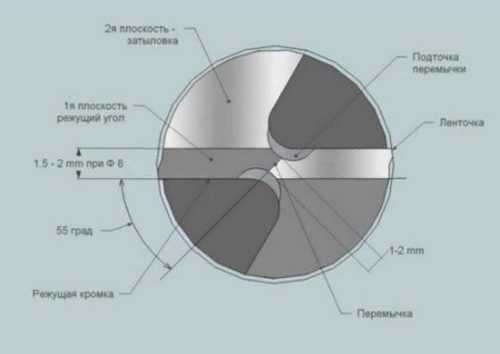
- Afin de fournir l'angle arrière pour le point périphérique, il est nécessaire de fournir des indicateurs - a-5-7 degrés, l'angle 2f - de 116 à 118 degrés. le bord transversal de coupe doit être à un angle de 55 degrés.
L'utilisation de la méthode conique est recommandée pour créer une augmentation plus nette de l'angle de dépouille du foret. Cette méthode peut être utilisée si le foret a un grand diamètre - plus de 3 millimètres.
Utilisation de l'affûtage de vis
S'il devient nécessaire d'automatiser le processus d'affûtage des forets, l'utilisation de la méthode de la vis est recommandée. Elle consiste dans le fait que les mouvements de translation sont coordonnés avec rotations de la meule... Il peut être utilisé pour affûter les coins avant et arrière en même temps.
Avec l'affûtage hélicoïdal, les angles arrière de la partie travaillante augmentent à mesure qu'ils se rapprochent du centre.Avec cette méthode, il y a une diminution de la résistance du bord latéral des forets, ce qui entraîne une rupture lors du perçage de matériaux trop durs.
Affûtage à deux plans
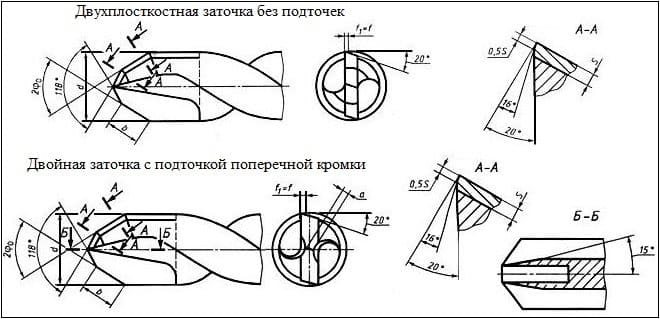
En utilisant cette méthode, il est recommandé d'affûter les forets destinés au perçage dans des matériaux non solides. Si le diamètre du foret est inférieur à 3 mm, cette méthode d'affûtage est recommandée. En utilisant cette méthode, les forets sont affûtés à un angle de 60 degrés. Grâce à cette méthode, les produits sont améliorés plutôt que les erreurs corrigées.
Caractéristiques de l'affûtage de divers types de forets
Les forets pour le métal peuvent être pobedit, en spirale et étagés. Il y a certaines exigences pour l'affûtage de chacun. Mais avant de déterminer comment rendre à la perceuse les propriétés perdues au fil du temps, vous devez l'inspecter et la tester en fonctionnement. Cela vous permettra de comprendre si le produit a vraiment besoin d'être poncé. Les signes d'un outil de coupe émoussé sont considérés comme un fort échauffement, des bruits forts lors de son utilisation et un perçage de mauvaise qualité. Certes, il n'est pas toujours raisonnable de recourir à l'affûtage. Il est préférable de jeter une perceuse avec une surface de coupe supérieure à 1 cm.
Comment broyer une perceuse victorieuse ?
Pour que le produit victorieux mord à nouveau bien dans le matériau pour créer des trous dans le métal, vous devez vous armer non seulement d'un outil d'affûtage, mais également d'un liquide de refroidissement. Il ne fonctionnera pas avec une simple pierre émeri pour affûter une perceuse de ce type, il faudra vous armer d'un affûteur électrique.
Pour que l'outil de coupe commence à percer le métal aussi efficacement qu'avant, le nombre de tours par seconde doit être réduit sur le dispositif utilisé pour l'affûter. Le fait est que plus la résistance du matériau est élevée, plus la vitesse de traitement doit être faible.
Le foret victorieux est censé être rectifié avec de courtes touches à l'affûteur. Le processus d'affûtage de ce produit nécessite une attention accrue, car les bords d'un foret victorieux s'affûtent assez rapidement. Chaque côté coupant de l'outil doit être affûté pour s'adapter à l'autre côté. Si cette règle est violée, le centre de l'axe de rotation se déplacera et la perceuse fera des trous trop grands dans le métal et des courbes le long des bords.
Lors du meulage de l'outil de coupe, il est important de contrôler le rapport entre le jeu et l'arête de coupe. Il faut également veiller à ce que la perceuse ne chauffe pas, car cela peut entraîner des fissures et des éclats.
Si soudainement le produit traité avec un taille-crayon ou un autre appareil chauffe, il doit être immergé dans un liquide spécial ou de l'eau plate. Mais, voyant que la pointe devient rouge et chaude, vous ne devez pas la refroidir immédiatement afin d'éviter de l'endommager. La perceuse doit pouvoir refroidir par exposition à l'air avant d'être immergée dans l'eau.
Comment affûter un produit en spirale ?
Pour restaurer la netteté de la perceuse en spirale, vous devez meuler ses bords arrière. Au cours de ce processus, il faut veiller à voir si une pointe de perçage est affûtée de la même manière que l'autre. Il est très difficile de le faire sans une unité spéciale, surtout pour ceux qui n'ont aucune expérience dans l'affûtage des forets pour le métal.
Lors de l'affûtage d'un foret hélicoïdal de votre propre main, il est peu probable qu'il soit possible de donner la forme parfaitement correcte aux bords arrière et un angle arrière donné. Par conséquent, il est plus sage de broyer un tel produit sur une machine ou un appareil spécial. Si seulement il y avait un ciseau ordinaire à la ferme, et un homme qui a besoin de traiter un foret hélicoïdal émoussé avait de l'expérience dans l'affûtage des outils de coupe.





Comment usiner correctement un foret étagé ?
Un outil de coupe pour métal, sous forme de marches, est plusieurs fois plus difficile à affûter qu'un foret hélicoïdal. Un produit avec un flux de copeaux rectiligne doit être récupéré selon un schéma spécifique.Le long des arêtes coupantes des marches du côté de la gouttière, elle est censée être réalisée avec un disque, en faisant de légères touches.
Lors de l'usinage d'un foret étagé, l'angle formé entre la surface à l'arrière de la marche et la rainure ne doit pas être décalé. Il y a encore plus de nuances d'affûtage dans le produit, dont la rainure est en spirale. Sa technologie de traitement n'est pas différente, mais elle nécessite le plus grand soin et une grande expérience dans le meulage des forets.
Aiguiseurs
Pour raccourcir le temps de travail et améliorer sa qualité, il est important de choisir un dispositif qui vous permet de maintenir l'outil de coupe immobile. L'affûtage normal des forets pour le métal dépend en grande partie de la précision du réglage de l'angle requis et de la possibilité de régler l'avance pendant le processus de tournage

La plupart des accessoires vous permettent d'affûter des outils de coupe de 3 à 19 mm. Pour restaurer les produits en spirale, on utilise des machines spécialisées et ordinaires avec un entraînement électrique et un système d'alimentation, qui peuvent être assemblées par vous-même et installées dans le garage ou la buanderie.
Pour le travail à domicile, cela n'a aucun sens d'acheter du matériel professionnel coûteux : vous pouvez vous limiter à une meule couplée à un support, ou redresser complètement le produit manuellement.
À l'aide d'un broyeur
En plus de la machine elle-même, un étau est également nécessaire pour le travail, dans lequel l'outil de coupe débogué est fixé.

Pour affûter des forets métalliques avec une meuleuse, la séquence de travail suivante doit être respectée :
- serrer le produit verticalement dans un étau;
- traiter d'abord le bord arrière pour éliminer les marques d'usure;
- tourner le bord de travail à 120°.
Pour éviter la surchauffe du foret, son contact avec le disque de meulage ne doit pas durer plus de 1 à 2 secondes. L'effet est obtenu en enlevant à plusieurs reprises une fine couche de métal de la face de travail.
Affûtage au taille-crayon
L'affûtage sur une meule est considéré comme un moyen plus pratique et plus sûr par rapport à une meuleuse.
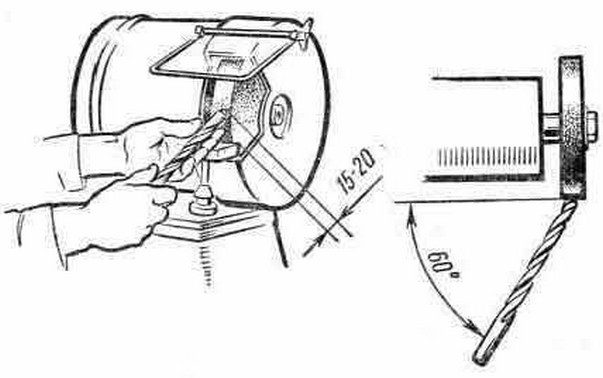
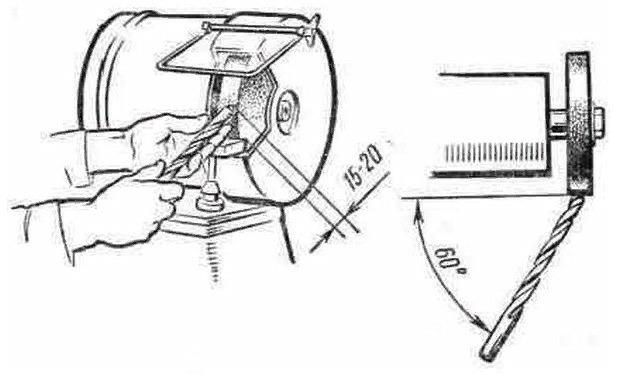
Si l'expérience ne vous permet pas de déterminer le niveau d'usure de la perceuse à métal et d'effectuer son mandrin sur un affûteur "à l'œil", vous devez utiliser un dispositif spécial - un support installé près du disque de travail. Le dispositif de retenue est solidement boulonné pour éviter tout déplacement.





Sur un tour, l'affûtage des forets pour le métal n'est pas difficile.
L'outil est fixé dans le support, l'affûteur s'allume et les bords de travail sont légèrement appuyés contre le cercle à l'angle souhaité. S'il y a de petites bavures, elles doivent être éliminées uniformément de tous les côtés avant de tourner.
À l'aide d'un foret
Il est possible d'affûter efficacement et rapidement des forets de diamètres moyens (4 à 10 mm) sans meule, à l'aide de forets standard.

L'affûtage se fait dans cet ordre :
- une buse est placée sur la perceuse;
- une perceuse est installée dans le trou du diamètre requis;
- la perceuse s'allume, le produit est tourné d'un côté;
- pour déboguer l'arête de coupe opposée, l'outil est tourné de 180°.
L'application de la buse a quelques particularités :
- Un affûtage de haute qualité et efficace n'est possible que pour les forets légèrement émoussés. En règle générale, en présence de dommages profonds, formés avec une surchauffe importante du métal, il ne sera pas possible de restaurer l'outil.
- Angle d'affûtage fixe. L'accessoire ne convient qu'aux perceuses utilisées pour travailler avec certains matériaux.
Affûtage avec une lime ou une lime
Un foret utilisé pour le traitement des métaux ne peut pas être affûté avec une lime ou une lime pour deux raisons :
- La dureté du matériau. Même la meilleure lime s'usera avant de fixer le cutter.
- Lors de l'utilisation de diamants ou de pierres abrasives, il est impossible de maintenir manuellement l'angle souhaité.
Est-il temps d'affûter? ..
Il est difficile pour un artisan inexpérimenté de distinguer un outil bien affûté d'un outil déjà émoussé. Les principaux signes indiquant qu'il est temps de commencer à affûter sont les suivants :
- le métal devient très chaud.En raison du fait que le tranchant est usé, le frottement pendant le perçage est augmenté. En conséquence, la partie travaillante puis la tige, le mandrin de perçage (perforateur) sont chauffés. Avec un fort chauffage, le métal de la perceuse perd ses propriétés, "est libéré" et cesse de s'affûter du tout;
- le son pendant le forage est amplifié, il y a un craquement et un grincement;
- les copeaux sortent soit d'un seul côté (affûtage inégal), soit des deux, mais sous forme de miettes et non d'une spirale nette.
Individuellement, ces symptômes peuvent être considérés comme le résultat d'un travail avec un matériau trop dur et cassant, le mauvais type de foret en général. Tous ensemble, cela dit clairement - il est temps d'affûter les bords !
Ce qui est nécessaire pour la procédure
Pour affûter vous-même une perceuse à métal, vous devez d'abord déterminer les tâches pour lesquelles elle sera utilisée. Dans les conditions de production, pour l'affûtage des forets, en règle générale, des dispositifs spéciaux sont utilisés pour assurer une précision et une productivité maximales d'un tel processus. Lorsque vous affûtez des forets à la maison, vous devez toujours rechercher des moyens de rendre le résultat de ce processus de haute qualité.
L'ensemble minimum pour l'affûtage des forets métalliques devrait inclure :
- machine à émeri;
- meules de différentes duretés, choisies en fonction du matériau de fabrication du foret à affûter ;
- un récipient pour un liquide de refroidissement et le liquide lui-même, qui peut être utilisé comme de l'eau ordinaire (ou de l'huile de machine);
- des outils qui vous permettent de maintenir les angles d'affûtage corrects.

Le support de perçage se monte à côté du disque abrasif pour affûter le tranchant à un angle précis
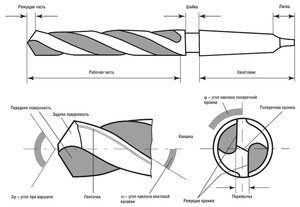
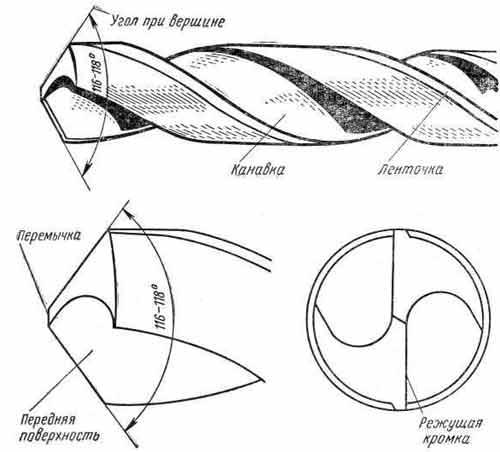
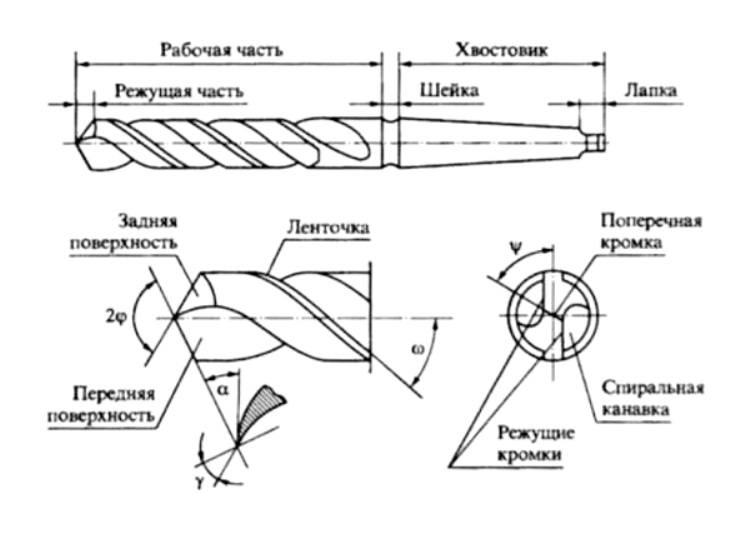
Lorsque vous affûtez des forets de vos propres mains, vous devez faire attention aux paramètres suivants:
- l'angle entre le plan de l'avant du foret et la base de son arête de coupe (un tel angle, mesuré dans le plan de coupe principal, est appelé l'avant);
- l'angle de dépouille, qui se mesure de la même manière que l'angle avant, mais le long du plan arrière du foret ;
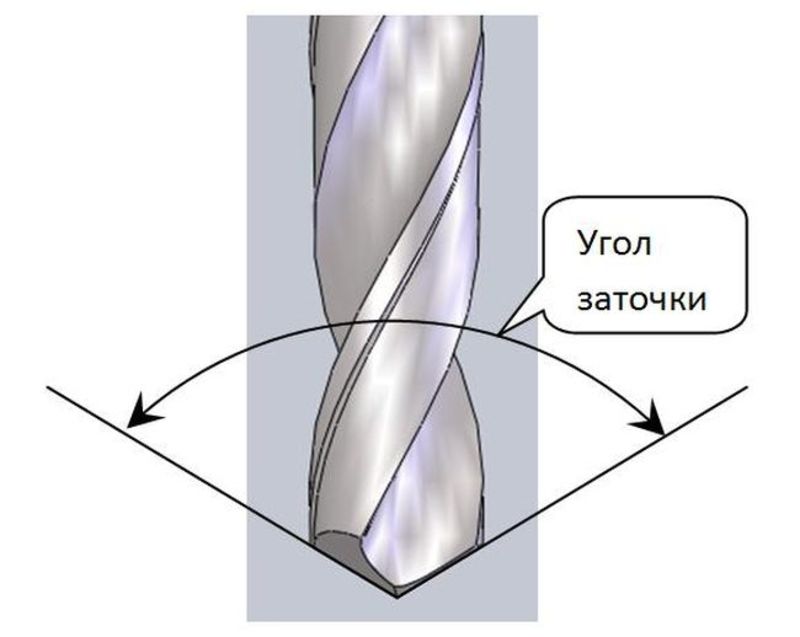
- angle du nez de l'outil, mesuré entre deux arêtes de coupe.
Pour affûter les forets métalliques conformément à toutes les règles, vous devez respecter les valeurs suivantes des paramètres ci-dessus:
- angle de coupe du bord de coupe - 20 °;
- angle arrière - 10 °;
- angle au sommet - 118 °.

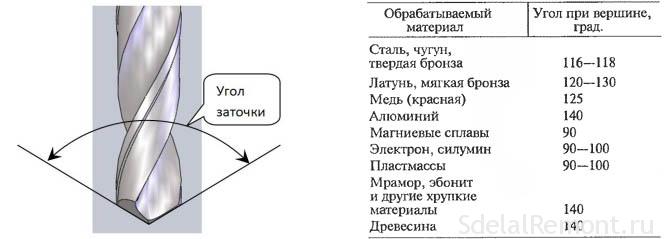
Tableau 1. Angles en haut du foret en fonction du matériau à traiter

Tableau 2. Angles de coupe et de coupe du semoir
Si vous devez affûter un foret pour le métal au travail ou à la maison, vous devez suivre strictement les précautions de sécurité. Ce processus s'accompagne de la formation d'un grand nombre d'étincelles, dont il est nécessaire de protéger les organes de la vision. De plus, comme cette procédure est effectuée avec des outils métalliques affûtés, elle doit être effectuée avec des gants pour protéger les mains.








Processus d'affûtage
Il est souhaitable d'affûter correctement une perceuse pour le métal à l'aide de dispositifs spéciaux et de machines-outils. Malheureusement, dans un atelier à domicile, un tel équipement n'est pas toujours disponible et l'affûtage à faire soi-même des forets pour le métal est généralement effectué sur une meuleuse électrique avec des matériaux abrasifs, par exemple sur des meules en pierre. L'affûtage est effectué le long des bords arrière, tandis que toutes les dents doivent être affûtées de manière absolument identique. Dans le même temps, il est difficile de maintenir manuellement un angle donné et la forme souhaitée, et il est plus facile de n'affûter que des outils en spirale et en couronne à la maison.
Coins de la surface de travail
Afin de savoir comment affûter un foret à métal sur un affûteur, vous devez vous rappeler un certain nombre de paramètres importants appliqués à la partie coupante, dont la mise en œuvre garantit un résultat de haute qualité:
- Angle de localisation de la partie arrière de l'outil par rapport au plan de perçage = 10°,
- Angle d'affûtage de la face avant = 20 °
- Angle de nez de l'outil de coupe = 118°
Dans ce cas, l'angle au sommet peut changer, selon le matériau avec lequel vous devez travailler :
- Pour l'inox, la fonte et le bronze dur - 115-118° ;
- Pour l'aluminium - 130-140°;
- Pour le cuivre - 125 °;
- Pour bronze tendre - 130°.
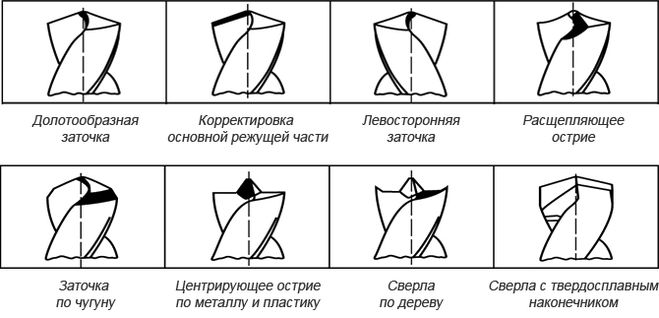
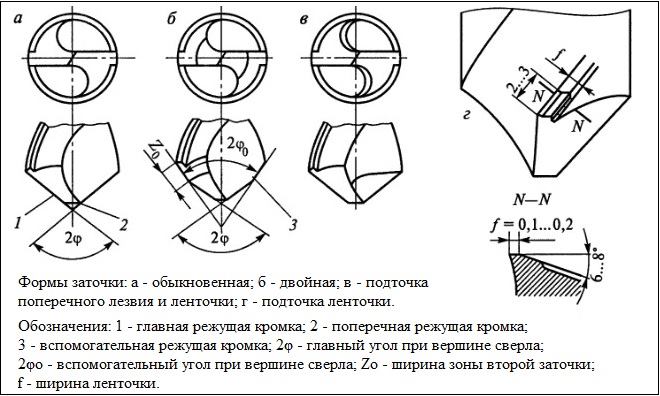
Il existe plusieurs types d'affûtage qui sont utilisés à des fins différentes. les plus courants sont :
- Un seul plan. Avec ce type de traitement, la surface arrière de la plume est réalisée sous la forme d'un plan. L'angle postérieur est compris entre 28 et 30 °. Le foret est placé avec la partie coupante parallèle à la meule et ne change pas sa position. Il est considéré comme le type d'affûtage le plus simple des forets d'un diamètre allant jusqu'à 3 mm, mais l'inconvénient est que les arêtes de coupe peuvent s'effriter pendant le processus de perçage.
- Affûtage conique. Généralement utilisé pour les forets avec des diamètres relativement grands. Il est difficile de le réaliser sans équipement spécial et sans les compétences appropriées. La perceuse doit être prise avec la main gauche par la partie active la plus proche du cône et la queue doit être tenue avec la main droite. Ensuite, l'outil est pressé contre l'extrémité de la meule avec la surface de la partie arrière et le tranchant. En cours d'affûtage, la perceuse se balance légèrement par la queue avec la main droite, ce qui vous permet de créer une surface conique sur le bord de la plume.
Finition du matériau après affûtage
Le rodage est effectué sur des cercles de rodage spéciaux. Leur différence avec les meules conventionnelles réside dans le fait qu'un traitement agressif des matériaux est combiné pour obtenir une bonne surface de finition.
En raison de la douceur du matériau et de l'abrasif de haute qualité, ces cercles sont idéaux pour éliminer les rayures et autres défauts de surface; ils peuvent être éliminés sans modifier la géométrie de la partie active du matériau. En règle générale, de tels cercles sont installés sur une meuleuse ou une perceuse, ce qui permet de traiter plus facilement et avec plus de précision une perceuse serrée, par exemple dans un étau.
En plus des meules de finition, vous pouvez remplir la surface de travail d'émeri, qui se trouve sur le disque du même broyeur.
Affûtage de surface
 Une perceuse à métaux correctement affûtée de vos propres mains sur un outil d'un diamètre allant jusqu'à 10 mm suffit amplement pour le travail; pour les plus larges, il est recommandé d'affûter en plus la surface avant.
Une perceuse à métaux correctement affûtée de vos propres mains sur un outil d'un diamètre allant jusqu'à 10 mm suffit amplement pour le travail; pour les plus larges, il est recommandé d'affûter en plus la surface avant.
Le sens de ce traitement est qu'en augmentant l'angle du tranchant et en diminuant l'angle de coupe, la résistance à l'effritement augmente, cela conduit à une augmentation de la ressource du foret. De plus, la largeur du bord transversal est réduite, de sorte que le matériau dans la partie centrale du trou n'est pas percé, mais gratté, ce qui facilite le processus de perçage du métal. Pour un foret avec un petit angle de dépouille, vous pouvez affûter le flanc pour réduire la friction à l'intérieur du trou.