Processus de recuit.
Le processus de recuit lui-même consiste à chauffer les rondelles à une température de 550-600 degrés Celsius. De ce fait, le film d'oxyde qui apparaît sur les produits lors de leur fabrication est détruit.

Après avoir lentement refroidi la laveuse, il est nécessaire de retirer le tartre de sa surface. Pour ce faire, les fabricants utilisent l'une des deux méthodes suivantes :
- culbutage - nettoyage mécanique de la surface;
- la passivation est une procédure technologique qui conduit à la formation de composés spéciaux sur la surface du métal qui empêchent une corrosion supplémentaire.
La méthode de culbutage est moins coûteuse et simple. Il ne nécessite pas d'équipements et de technologies sophistiqués pour l'utiliser. Mais à l'heure actuelle, il n'est utilisé que par de petites entreprises avec un petit volume de production. Les grands fabricants l'ont abandonné car, avec les avantages ci-dessus, il présente également des inconvénients importants.
Pendant le processus de culbutage, la rondelle peut se déformer. Le nombre de ces rondelles qui ont perdu leur forme dans le volume total des produits est assez important - jusqu'à 15%. Dans ce cas, non seulement l'aspect de la rondelle se dégrade, mais également ses caractéristiques physiques. Dans l'ensemble, de tels produits ne peuvent plus être considérés comme recuits, car les caractéristiques du cuivre sont telles que lorsqu'un élément composé de ce matériau est plié à plus de 30%, il devient plus dur. La dureté des rondelles déformées atteint 55-58 HB, tandis que la dureté standard des pièces recuites ne doit pas dépasser 45 HB.
Un autre inconvénient important du culbutage est qu'au cours de cette procédure, le film d'oxyde de la surface de la pièce en cuivre est complètement éliminé. Et un tel revêtement joue également un rôle important en termes de protection de la pièce contre la corrosion. En conséquence, un produit non protégé est exposé à l'influence de l'air humide, c'est pourquoi sa présentation est perdue en quelques semaines seulement.
Toutes ces lacunes nous permettent de conclure que le culbutage, en tant que méthode de détartrage d'un produit en cuivre, ne se justifie pas. Par conséquent, la plupart des fabricants choisissent la passivation, c'est-à-dire le transfert de la surface de la laveuse dans un état inactif comme principal moyen de présenter les produits. En conséquence, les produits sont agréables par leur apparence même après une longue période après avoir quitté le site de production.
Description et objectif
L'utilisation de divers éléments d'étanchéité est pratiquée pour améliorer la fiabilité et la stabilité des raccords vissés. Le choix du matériau de la rondelle est déterminé par les impacts que la connexion subira. Une rondelle en cuivre est la mieux adaptée là où il y a des températures et des pressions élevées en mode constant ou par intermittence. Par conséquent, il est largement utilisé dans l'industrie de l'ingénierie lors de l'assemblage de mécanismes conçus pour la haute pression. Tout d'abord, nous parlons de carburant et d'équipement hydraulique.


L'attractivité des rondelles en cuivre pour un support sur une tronçonneuse et pour un bouchon de vidange de voiture est également associée à :
- haute résistance chimique de leur matériau dans un environnement agressif;
- excellente résistance à la corrosion;
- préservation des fonctions d'étanchéité sous l'action de températures élevées, ainsi qu'avec des fluctuations importantes du régime thermique;
- résistance aux vibrations;
- résistance et stabilité des propriétés de base sous une pression importante.

De telles fixations peuvent également être utilisées dans des mécanismes automobiles, dont toutes les pièces sont constamment chauffées, tout en étant toujours humidifiées. Cette haute responsabilité signifie que ces rondelles répondent à des exigences très puissantes. Le respect du GOST spécifié pour un type de produit spécifique est d'une importance capitale. Les informations de conformité se trouvent sur l'emballage d'origine du kit et sur le certificat de qualité qui l'accompagne.L'obtention des propriétés requises dépend principalement des caractéristiques de la matière première.

L'apparence des rondelles est clairement décrite dans GOST 18123-82. Selon cette norme, il ne devrait y avoir aucun écart par rapport à la forme lisse de la surface. Aucune bavure ou fissure n'est autorisée. Les rondelles présentant des signes de corrosion ou avec des gouttes de métal ne sont pas non plus conformes aux normes. Une rugosité de plus de 3,2 microns permet également de ne pas accepter le produit.
Le processus de contrôle implique tout d'abord un contrôle visuel. Si nécessaire, une étude précise est réalisée à la loupe. La rugosité est évaluée par des normes d'indicateurs conformément à GOST 9378-75 ou à l'aide d'appareils de mesure spécialisés.

Qualités de matériaux
Le marquage officiel de la rondelle en cuivre indique toujours la présence de revêtements en poudre. Les produits de classe P29 sont galvanisés et passivés. La marque P34 signifie que le produit est uniquement passivé. Dans les cas où la norme prévoit plus d'une classe de précision, ses désignations sont placées au tout début de la marque. La composition du marquage comprend :
- type d'exécution;
- section du fil;
- épaisseur de la pièce;
- marque chimique;
- indice conditionnel ;
- l'épaisseur du revêtement utilisé ;
- norme appliquée.
Il existe de telles normes de base:
GOST 10450-78 (petits produits)






La rondelle en cuivre-aluminium a une marque spéciale - SHAM. Il y a des différences de diamètre. Autres marques:
DIN 125 (de base)




Comment bien recuire
Il vaut la peine de tirer des rondelles de cuivre sous les buses, ne serait-ce que pour soulager les contraintes internes qui apparaissent inévitablement lors du traitement des matériaux en production
Mais il est très important de suivre clairement cette procédure. Le processus est effectué lorsqu'il est chauffé à 700 degrés
Ensuite, les pièces sont refroidies en douceur de manière naturelle à température normale jusqu'à ce qu'elles refroidissent à +25 degrés Celsius.
Le traitement thermique est effectué à l'aide d'un chalumeau de soudage. La flamme y est allumée en utilisant de l'oxygène et de l'acétylène fournis par différentes bouteilles. Une autre nuance importante - des gants et des lunettes sont nécessaires. Il devrait y avoir un extincteur à proximité du lieu de travail. Après avoir connecté les tuyaux aux bouteilles, il est nécessaire d'ouvrir la vanne d'acétylène sur le brûleur de 50%. Après avoir allumé le gaz, attendez qu'une flamme rouge orangé apparaisse.

Ensuite, la vanne d'oxygène est ouverte jusqu'à ce qu'une flamme bleue apparaisse. A ce moment, les rondelles sont brûlées. Le feu est dirigé vers la rondelle et dirigé le long de la surface, produisant une lueur rouge cerise. Ensuite, fermez immédiatement les deux vannes de gaz. Ensuite, comme déjà mentionné, vous devrez laisser les produits refroidir.


Exigences pour les rondelles en cuivre.
Les mécanismes qui utilisent des rondelles en cuivre sont parmi les éléments les plus critiques de la technologie. Il n'est pas surprenant que les exigences les plus élevées soient imposées à n'importe quel composant dans ce cas. Le plus important est la conformité de la rondelle en cuivre avec GOST, développée pour ce type de produit.
Ce paramètre doit être noté sur l'emballage des fixations. De plus, tous les produits qui répondent aux normes de qualité doivent avoir un certificat le confirmant.
En ce qui concerne les caractéristiques de performance d'une rondelle en cuivre, cela dépend beaucoup de la qualité des matières premières utilisées pour sa fabrication, c'est-à-dire des feuilles de cuivre. Toutes les propriétés exceptionnelles inhérentes à ce matériau, les produits en cuivre ne se manifestent que si la quantité d'impuretés dans la matière première est minimisée. C'est pourquoi la qualité du cuivre est d'une grande importance.
Les exigences relatives à l'apparition des rondelles sont régies par le GOST 18123-82 développé à l'époque de l'URSS. La surface des produits doit être aussi lisse que possible, sans bavures, fissures ou éclats, ainsi que sans traces de corrosion ou de coulures de métal. La rugosité maximale de l'élément (Ra) est de 3,2 microns.
Lors de la mise en œuvre des mesures de contrôle en production, la conformité de l'apparence à toutes les exigences est vérifiée visuellement. Dans ce cas, une loupe peut servir de moyen de vérification supplémentaire.Pour déterminer le degré de rugosité des produits, des échantillons spéciaux sont utilisés, fabriqués conformément à GOST 9378-75, ainsi que des instruments de mesure.
Dans certains cas, les rondelles en cuivre peuvent être revêtues de poudre. Ce traitement améliore la résistance à la corrosion des fixations. L'épaisseur et la qualité d'un tel revêtement sont également réglementées par les normes nationales - GOST 9.302-79.
En règle générale, les grands fabricants de fixations en cuivre avec un processus de production établi n'économisent pas sur le contrôle de la qualité de tous leurs produits, en le réalisant à chaque étape de la production, à partir du choix des matières premières. Par conséquent, plus le nom du fabricant est populaire, plus la garantie de produits de haute qualité est grande.
Caractéristiques de production et de marquage des rondelles en cuivre.
L'une des étapes importantes de la fabrication des rondelles en cuivre est le traitement thermique des ébauches, c'est-à-dire le recuit. Au cours du recuit, les produits en cuivre sont chauffés à une température élevée (650-700 degrés C), puis refroidis lentement. Un tel traitement thermique permet d'augmenter la plasticité du cuivre, ce qui signifie que les dommages à l'élément en cuivre sont exclus, par exemple avec un changement brusque du régime de température dans la zone de fonctionnement du produit.
Noter! Le cuivre peut durcir avec un stockage prolongé. Avant d'installer une laveuse qui a été longtemps dans un entrepôt ou un garage, elle doit être recuite en plus
Vous pouvez le faire vous-même. Pour ce faire, vous devez chauffer la laveuse à la température souhaitée (vous pouvez le déterminer par la teinte rouge qui apparaît sur le cuivre), puis la laisser refroidir à température ambiante.
La présence d'un revêtement en poudre sur la rondelle est notée sur l'étiquetage du produit. Par exemple, la désignation alphanumérique P29 indique que la laveuse est passée par les processus de galvanisation et de passivation, et P34 - uniquement la passivation.
De plus, l'étiquetage du produit indique d'autres caractéristiques des laveuses dans l'ordre suivant :
- possibilité d'exécution ;
- diamètre du filetage de la fixation ;
- épaisseur du produit;
- désignation conventionnelle du matériau;
- Qualité matérielle;
- type de couverture;
- épaisseur du revêtement;
- GOST.
De plus, dans le cas où la norme de l'État prévoit différentes classes de précision pour un type de produit donné, la désignation par lettre de ce paramètre est indiquée au tout début du marquage avant la version de l'élément.
Rondelles en cuivre UGMK-OTSM
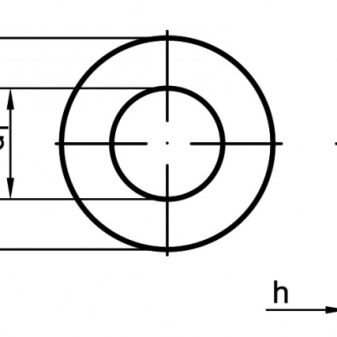
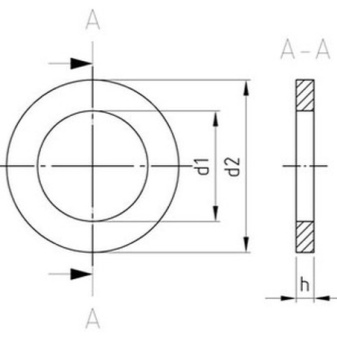
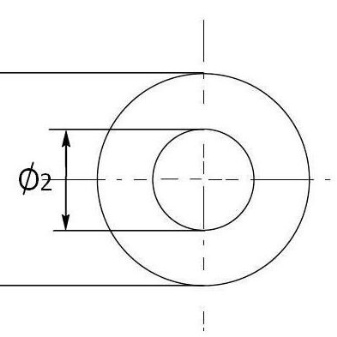
Les rondelles UGMK-OCM sont en cuivre GOST 1173. Fabriquées à Kirov dans l'usine Kirov OCM. Le diamètre extérieur des produits est de 12-56 mm, le diamètre intérieur est de 6-33 mm. Épaisseur de la rondelle 0.3-5mm. L'atelier d'emboutissage à froid fabrique des milliers de produits chaque mois. Une fixation fiable fabriquée par l'usine de Kirov s'est depuis longtemps imposée sur le marché.
Commandez le produit sur le site. Le directeur des ventes vous contactera pour clarifier les détails de la commande.
Notre société propose également des cosses de câble.
| Code produit | Nom du produit | Champ d'application |
| Rondelles pour automobiles: matériau - cuivre, GOST 1173 | ||
| 10x14x1,5 | 312482-P; 852205 conduites de carburant | |
| 6327 | 10x16x1.0 | KAMAZ, système de carburant |
| 6302 | 10x16x1,5 | 1/02844/60-KAMAZ, couvercle de régulateur); pompe à carburant; filtre à carburant fin; |
| 11x19x1.0 | 201-1117120, YaMZ | |
| 6395 | 11x19x1,5 | 201-1117120, YaMZ |
| 6355 | 11x50x3,5 | |
| 6354 | 11 x 50 x 4,0 | |
| 6309 | 11 x 50 x 5,0 | ST142-3708771 Disque de goupille de démarreur KAMAZ |
| 6357 | 12x18x0.8 | |
| 6315 | 12x18x1.0 | KAMAZ, système de carburant |
| 6332 | 12x18x1,5 | 1/02984 / 60KAMAZ, carburant. système, système de freinage |
| 6367 | 12x23x0.3 | 312472-P |
| 6306 | 12x32x2,5 | contact du relais de solénoïde de démarreur pour la voiture "Volga" |
| 6384 | 12,5 x 20,5 x 1,5 | 312310 |
| 6379 | 14x19x1.0 | 312326, 852206 |
| 6380 | 14x19x1,5 | 312326, 852206 |
| 6316 | 14x20x1.0 | KAMAZ, système de carburant |
| 6330 | 14x20x1,5 | 1/02800/60-KAMAZ, filtre de nettoyage de carburant et d'huile; système d'alimentation du moteur; installation d'une vanne électrique |
| 6393 | 14 x 20 x 1,7 en acier | |
| 6352 | 14x20x2.0 | |
| 6348 | 14x20x3.0 | |
| 6378 | 14 x 56 x 2,0 | |
| 6353 | 14x56x3.0 | |
| 6308 | 14x56x3,5 | RS25 3708030 Disque de démarrage MAZ |
| 6320 | 16x22x1.0 | KAMAZ, système de carburant |
| 6329 | 16x22x1,5 | 1/02570/60-KAMAZ pompe à carburant basse pression 312327-P |
| 6358 | 17,5 x 21,5 x 0,3 | |
| 6321 | 18x24x1.0 | MAZ, système de carburant |
| 6331 | 18x24x1,5 | 1/02599/60 KAMAZ, MAZ, système de carburant |
| 6323 | 19x28x6 | voiture excentrique "PAZ" |
| 6342 | 20x26x1.0 | KAMAZ, système de carburant |
| 6343 | 20x26x1,5 | 1/02574/60 KAMAZ, système de carburant |
| 6377 | 22x26x1.0 | 309793-P, 312382-P régulateur de pression nettoyeur |
| 6376 | 22x26x1,5 | 309793-P, nettoyeur de régulateur de pression |
| 6314 | 22x28x1.0 | KAMAZ, système de carburant |
| 6328 | 22x28x1,5 | 1/02795/60 KAMAZ, système d'alimentation en carburant ; |
| 6339 | 24x32x1.0 | KAMAZ, système de carburant |
| 6340 | 24x32x1,5 | 1/02645/60 KAMAZ, système de carburant |
| 6337 | 26x32x1.0 | KAMAZ, système de carburant |
| 6338 | 26x32x1,5 | 1/02578/60 KAMAZ, système de carburant |
| 6341 | 28x34x1.0 | KAMAZ, système de carburant |
| 6336 | 28x34x1,5 | 1/03033 / 60KAMAZ, système de carburant |
| 6347 | 28x34x2.0 | 870625 |
| 6346 | 30 x 37,5 x 2,0 | |
| 6385 | 33x38,5x1,5 | pour bouchon de maître-cylindre d'embrayage |
| 39x47x1,5 | Pour carter moteur KAMAZ | |
| 6382 | 39x48x2.0 | |
| 6366 | 6x12x1.0 | KAMAZ, étanchéité; 312652 |
| 6368 | 6x12x1,5 | KAMAZ, étanchéité |
| 6361 | 8x12x1.0 | KAMAZ, MAZ joint, tube d'huile |
| 6356 | 8x12x1,5 | Tuyau d'huile KAMAZ, MAZ; 852204, 312353 |
| 6300 | 8x18x1,5 | |
| 6344 | 9x15x0.7 | 870638 KAMAZ, injecteur MAZ |
| 6383 | 9,7 x 17,5 x 1,5 | 6T2-2022-1 |
| 6304 | Anneau n° 1- 89x98x0.3 | joint de chemise de cylindre pour véhicules "Moskvich" |
| 6305 | Anneau numéro 2 - 100x110x0.3 | 66-1002024 joint de chemise de cylindre GAZ-53, 24 |
| 6318 | Came 16x24x4,5 (laiton) | voiture excentrique "UAZ", "Volga" |
| 6317 | Came 19x28x6 (laiton) | voiture excentrique "Gazelle" |
| 6349 | Cavalier de démarrage | ST 142-3708091 ST142B boîtier relais solénoïde KAMAZ |
| 6303 | Plaque 18x25x2.5 trou 8 | contact du relais de solénoïde de démarreur pour la voiture "VAZ" |
| 6307 | Plaque 18x28x2,7 trou 10 | contact du relais solénoïde de démarreur "Biélorussie" |
Comment sont fabriquées les rondelles d'étanchéité en cuivre.
L'ensemble du processus de fabrication, par lequel passent les rondelles d'étanchéité en cuivre, est régi par les normes fixées par les normes de l'État. Dans ce cas, le cuivre de la marque M1M est utilisé comme matière première, dont la composition correspond à GOST 495-92. Les exigences de cette norme stipulent que le matériau doit être extrêmement pur, c'est-à-dire ne pas contenir plus de 0,1% d'impuretés diverses. En outre, il contient des exigences relatives aux propriétés physiques des matières premières. Par exemple, il doit présenter une résistance à la traction au niveau de 200-260 MPA, et également avoir un allongement relatif d'au moins 36%.
L'une des étapes de la production est le recuit de la rondelle. Ce procédé permet d'équilibrer au maximum la structure du métal, c'est-à-dire d'éliminer la contrainte interne résultant de la recristallisation. Après avoir effectué ce processus thermique, le cuivre devient moins solide, ce qui entraîne une augmentation de sa ductilité et de sa ténacité. De ce fait, l'utilisation d'une rondelle d'étanchéité réalisée dans un tel matériau permet d'obtenir une étanchéité complète de la connexion sans pression excessive sur le filetage des attaches.
Production de rondelles d'étanchéité en cuivre
Pour obtenir les rondelles, une tôle laminée à froid de grade M2 est utilisée. Au cours du processus d'estampage, des ébauches sont obtenues, qui sont ensuite traitées par culbutage. L'opération est nécessaire pour éliminer les copeaux et les bavures. Les rondelles d'étanchéité en cuivre sont disponibles dans une grande variété de diamètres, pas seulement des tailles standard. Si le lot est volumineux, les prix de gros fonctionnent. Les rondelles en cuivre sont plus flexibles que l'acier au carbone ou l'acier inoxydable. Pendant le fonctionnement, le moteur, par exemple, subit diverses différences de température
Ce faisant, il est important que les pièces conservent la flexibilité requise. La rondelle d'étanchéité en cuivre est parfaite pour cette tâche.
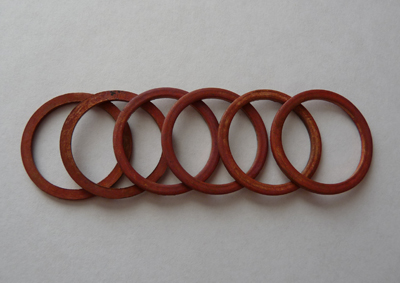
Dans presque toutes les unités d'aujourd'hui, il existe un élément tel qu'une rondelle en cuivre. Les rondelles sont utilisées dans les voitures ordinaires, dans les machines agricoles, ainsi que dans les équipements de construction spéciaux. Ils sont irremplaçables dans de nombreux composants d'assemblages et de mécanismes.
Les pièces en cuivre sont très résistantes aux processus corrosifs. Le régime de température du cuivre est d'environ 300 degrés Celsius. L'aluminium a une plage de température de conception de 200 degrés. En raison de leur résistance à la corrosion, les rondelles en cuivre sont largement utilisées dans les machines fonctionnant dans des environnements corrosifs.
Pour la fabrication de rondelles en cuivre, des réglementations nationales spéciales sont prévues, le processus technologique est strictement réglementé.Tout d'abord, la pureté de la location doit être maximisée. La présence d'impuretés de l'ordre de 0,1% est possible. Quant à l'indice d'allongement relatif, il ne doit pas être inférieur à 36 %.
L'une des opérations technologiques les plus importantes est la cuisson des produits en cuivre. La cuisson permet de rendre la structure du métal homogène, grâce à la cuisson, il est possible de se débarrasser des contraintes internes. Après le processus de cuisson, la ténacité et la flexibilité du cuivre augmentent, tandis que la dureté du métal diminue. Après cuisson, la rondelle en cuivre peut être utilisée comme élément étanche. Le processus de cuisson consiste à chauffer la pièce de cuivre à 600 degrés Celsius. Après un tel traitement thermique, le film d'oxyde est détruit, il se forme lors de la fabrication des ébauches. Le tartre est éliminé par passivation. La fabrication de rondelles en cuivre nécessite un équipement spécial.
Appréciation globale de l'article : Posté par: 2020.06.08
Rondelles en cuivre pour l'automobile
Les rondelles en cuivre sont conçues pour fonctionner là où d'autres matériaux échoueront. Le cuivre ne s'oxyde pas, résiste à la corrosion, ne se déforme pas aux températures élevées et aux chutes de température et résiste aux vibrations. Par conséquent, les rondelles en cuivre sont utilisées dans l'industrie automobile. Le système de carburant et de freinage, le cylindre de commande d'embrayage, le carter moteur et d'autres pièces automobiles sont constamment influencés par l'humidité et la pression.
Fondamentalement, les rondelles en cuivre sont utilisées comme pièces de rechange pour les équipements de carburant et lors de l'assemblage, de la réparation des boîtes de vitesses de machines agricoles, de camions et d'équipements spéciaux.
Lors de l'assemblage de voitures des marques KAMAZ, VAZ, MAZ et autres, les rondelles en cuivre sont irremplaçables. Le but spécifique détermine le diamètre et l'épaisseur du produit.