CA ou CC
Le soudage AC et DC a ses propres caractéristiques particulières.
Les principaux avantages de la tension constante : économie de consommables de soudage grâce aux faibles projections ; confort et facilité de travail effectué; couture de haute qualité; haute performance de soudage; manque de zones non testées. L'inconvénient est le coût élevé des équipements capables de fournir du courant continu. Plus de détails ici.
Les principaux avantages du courant alternatif sont : la légèreté et le prix abordable des équipements qui fonctionnent pendant les pauses ; facilité de soudage; garantie de connexion de qualité. Les principaux inconvénients : moins de stabilité de l'arc ; une grande quantité d'éclaboussures contribue à une consommation importante de matériaux. Détails ici.

Les aciers résistants à la corrosion peuvent être soudés de différentes manières. Cependant, le plus souvent, deux méthodes d'assemblage sont utilisées pour souder l'acier inoxydable :
- Soudage manuel avec électrodes enrobées.
- Soudage à l'électrode de tungstène sous protection gazeuse.
Selon la méthode de soudage, un type de tension différent est utilisé et, par conséquent, des électrodes adaptées au courant alternatif ou continu sont utilisées.
Électrodes à courant continu en acier inoxydable
Pour commencer, le maître doit décider quelles électrodes peuvent être utilisées pour cuire l'acier inoxydable. Les consommables revêtus garantissent une qualité de joint optimale sans aucun problème. Le soudage manuel est généralement effectué avec une tension constante de polarité inversée. Par conséquent, les marques suivantes d'électrodes en acier inoxydable sont utilisées : TsL-11 est l'une des marques les plus populaires parmi les soudeurs ; utilisé sur les aciers à haute teneur en chrome et nickel. La soudure déposée à l'aide de ces consommables présente plusieurs avantages : résistance ; Plastique; précision; niveau suffisamment élevé de résistance aux chocs; pas d'éclaboussures.
TsL-11 est l'une des marques les plus populaires parmi les soudeurs ; utilisé sur les aciers à haute teneur en chrome et nickel. La soudure déposée à l'aide de ces consommables présente plusieurs avantages : résistance ; Plastique; précision; niveau suffisamment élevé de résistance aux chocs; pas d'éclaboussures.
Les électrodes OZL-8 sont conçues pour le soudage de structures qui seront exploitées à des températures élevées - jusqu'à 1000 ° C. Dans le même temps, les avantages de cette marque sont à bien des égards similaires à ceux du TsL-11.
Le NZh-13 est utilisé avec succès pour le soudage de pièces en acier alimentaire. Les consommables de cette marque soudent parfaitement les alliages contenant du chrome, du nickel et du molybdène. La principale caractéristique distinctive de ces électrodes est la formation d'une fine couche de croûte de laitier, qui se sépare spontanément.

Électrodes NII-48G.
Vous trouverez ci-dessous une liste de quelques électrodes en acier inoxydable plus populaires :
Les ZIO-8 sont destinés aux aciers résistants à la chaleur et à la corrosion.
Les électrodes NII-48G sont utilisées pour travailler avec des structures critiques.
Les OZL-17U conviennent au travail de l'acier inoxydable dans des environnements où des acides sulfurique ou phosphorique sont présents.
Dans la section correspondante, les autres marques d'électrodes pour le soudage de l'acier inoxydable sont présentées.
Électrodes AC pour acier inoxydable
Tous les artistes interprètes ou exécutants n'ont pas d'équipement à tension constante. A cause de quoi se pose la question : est-il possible de cuire un inox en courant alternatif ?
Il existe de telles électrodes, par exemple, ce sont les marques OZL-14, LEZ-8, TsT-50, EA-400, OZL-14A, N-48, ANV-36 et autres.
Le soudage avec des électrodes en tungstène (photo) dans les gaz peut également être effectué avec un courant alternatif de polarité directe. Cette méthode de connexion est utilisée dans les cas suivants :
- soudage de produits à parois minces;
- exigences accrues pour la soudure.
Ces informations aideront l'artiste de tout niveau à déterminer quelles électrodes pour le soudage de l'acier inoxydable avec un courant alternatif doivent être utilisées pour résoudre des problèmes spécifiques.
En conclusion, il convient de noter que les électrodes pour l'acier inoxydable AC sont moins demandées. Ce fait est dû à la moindre popularité de la tension alternative par rapport à la tension continue.
La constante présente un large éventail d'avantages et est beaucoup plus utilisée par les professionnels.
Matériel de soudage et mélanges de gaz nécessaires
Les méthodes les plus courantes pour le soudage des alliages d'aluminium, de cuivre, de fonte et d'acier inoxydable sont les méthodes à l'arc à l'argon (TIG) et semi-automatique (MIG). Les deux méthodes permettent l'utilisation d'un environnement protecteur de gaz inerte, ce qui augmente la résistance de la couture. La différence est que le schéma de soudage TIG implique une alimentation manuelle du fil dans l'arc et le travail est effectué avec une électrode en tungstène réfractaire. Avec la méthode MIG, un fil de soudage pour machines semi-automatiques est introduit mécaniquement dans la zone de fusion, qui sert d'électrode.

Il est à noter que les appareils semi-automatiques sont plus chers, mais ils offrent un niveau de confort et de qualité de travail plus élevé. Le circuit électrique intégré vous permet de démarrer le régulateur de la vitesse d'alimentation du fil du dispositif semi-automatique de soudage, ce qui permet de travailler à différentes vitesses. Pour souder avec cette méthode, vous devez sélectionner un ensemble d'équipements qui peuvent ne pas être inclus dans la fourniture de l'onduleur et qui sont partiellement achetés séparément. Il comprend les composants suivants :
- une machine Inverter MIG / MAG avec une unité de connexion de tuyau de gaz, un connecteur Euro et un circuit d'alimentation en fil de type soudage;
- torche avec embouts pour différents diamètres de fil, buse pour l'alimentation en gaz et bouton de commande ;
- Tuyau européen pour l'alimentation du mélange gazeux et le passage du fil ;
- bouteilles de gaz pour le mélange, équipées de manomètres et d'un réducteur;
- un tuyau pour fournir le gaz des bouteilles à l'onduleur, ainsi que les gaz eux-mêmes et la bobine avec le fil correspondant.
La machine à souder, en règle générale, comporte un circuit intégré pour retarder le mécanisme de mouvement du fil-électrode par rapport à l'alimentation en gaz de protection de la zone de couture, ce qui empêche l'oxydation des pièces.
Quant à la composition du gaz, l'argon est généralement utilisé sous forme pure ou en mélange avec de l'hélium, du dioxyde de carbone ou des composés actifs. Afin de réduire les coûts, un gaz inerte coûteux est mélangé dans un rapport de 75 à 80 % d'argon avec 20 à 25 % de dioxyde de carbone. Il est également possible de combiner de l'hélium avec de l'argon dans des proportions différentes et il est permis de cuire certains matériaux en utilisant uniquement du dioxyde de carbone, mais la qualité du joint se détériore.
Dans les cas difficiles, lors de la sélection d'un mélange gazeux, il est nécessaire de consulter un spécialiste et d'étudier des matériaux de référence car la composition d'un métal ou d'un alliage peut nécessiter une solution ambiguë.

Soudage de pièces inoxydables avec un appareil semi-automatique
Le soudage des métaux inoxydables nécessite une approche particulière de la propreté des chants à assembler et de leur préparation au travail. Lorsque vous travaillez avec du métal épais, il est nécessaire d'enlever les bords à un angle de 45 ° à 60 ° et de nettoyer les joints avec une meuleuse d'angle. De plus, à l'aide de solvants, il est nécessaire de dégraisser le lieu de soudage et les pièces doivent être fixées avec un écart de 1,5 mm pour assurer la pénétration la plus complète à travers toute l'épaisseur du métal. Ensuite, il est nécessaire d'ajuster l'alimentation en gaz inerte ou en mélange de gaz, en tenant compte de l'épaisseur des pièces.
Les préréglages d'un appareil semi-automatique sont effectués en fonction des proportions suivantes, à savoir :
- avec une épaisseur de métal inférieure à 1 mm, un fil de 0,6-0,8 mm est utilisé avec un débit d'alimentation de 150 m / h et un débit de gaz de 6-7 l / min;
- le métal d'une épaisseur de 1,5 mm est soudé avec un fil de 0,8 à 1 mm de diamètre à une vitesse de 150 à 200 m / h et une alimentation en gaz de protection de 6 à 8 l / min;
- l'acier inoxydable 2 mm est connecté à des produits d'un diamètre de 1 à 1,2 mm, vitesse 200-250 m / h, consommation de gaz de 7 à 9 l / min;
- pour l'inox 3 mm, utiliser un fil de 1,2-1,4 mm, à une vitesse de 250-300 m/h et avec une alimentation en gaz de 9 à 11 l/min ;
- pour les pièces de plus de 4 mm d'épaisseur, un fil de 1,4-1,6 mm est nécessaire lors d'un déplacement supérieur à 300 m/h, et le gaz est fourni à un débit supérieur à 11 l/min.
La tension de l'arc dépend de sa longueur et est réglée de 19 V à 30 V avec une sélection expérimentale, ainsi que le dépassement de l'électrode. Sur un certain nombre d'onduleurs MIG/MAG haut de gamme, il existe un mode de réglage de l'inductance, qui détermine la profondeur de pénétration et la largeur de la soudure.
Les préréglages sont de nature consultative et sont sélectionnés individuellement en fonction de la composition du métal, du type de fil, du mélange de gaz et de la vitesse de soudage.
Après avoir sélectionné un fil à souder avec un dispositif semi-automatique appliqué sur le matériau des pièces, il est nécessaire de placer le tambour sur l'arbre et d'insérer le fil dans le chargeur. Réglez ensuite la vitesse de déplacement, qui est généralement liée à la force du courant de soudage, plus la vitesse est élevée, plus la valeur appliquée est élevée. La dernière étape de la préparation au travail consiste à ajuster les paramètres du mélange gazeux, à ajuster la tension et l'inductance.
Il est important de suivre la notice d'utilisation de l'onduleur semi-automatique et de respecter les règles de sécurité pour le soudage.
Nuances d'application
Aujourd'hui, de nombreuses méthodes de soudage ont été développées sur la base de différents principes. Mais dire qu'il est préférable de dire qu'une façon est difficile. Chacun d'eux a des avantages et des inconvénients. Mais parfois, il s'avère qu'il est logique d'utiliser un seul type de soudage spécifique. L'un de ces types est le soudage avec de la poudre ou du fil fourré.

Processus d'application du fil d'apport
En fait, ce fil est un tube avec du flux et de la poudre métallique à l'intérieur.
Il existe de telles exigences pour le matériau de cette classe, par exemple, son utilisation ne devrait pas créer de problèmes lors de l'allumage et du suivi de l'arc. Le fil doit fondre uniformément sans créer beaucoup d'étincelles autour du bain de soudure. Le laitier résultant est uniformément réparti sur toute la surface du joint et en refroidissant, il doit être facilement séparé.
La couture doit répondre à toutes les exigences des documents réglementaires et ne doit présenter aucun défaut - contre-dépouilles, manque de pénétration, pores et fissures. Ces propriétés déterminent la possibilité d'utiliser du fil fourré pour le travail. Pendant ce temps, pour établir certaines propriétés du fil de soudage, il est nécessaire d'effectuer un soudage expérimental. Pour ce faire, vous devez prendre un rouleau et le souder sur une plaque métallique. Le soudage doit être effectué uniformément, dans la position la plus basse de l'outil de travail. Les modes moyens sont acceptés comme modes de soudage pour le métal soudé. Après avoir effectué de telles expériences, il deviendra clair quand et dans quelles conditions il est judicieux d'utiliser un tel fil.

Schéma de soudage lors de l'utilisation de fil d'apport
Electrodes pour le soudage de l'inox 12X18H10T
12Х18Н10Т est un acier inoxydable de qualité austénitique. Ce type d'acier inoxydable est le plus répandu, utilisé dans de nombreuses industries : alimentaire, chimique et pharmaceutique. Assez souvent, des appareils et des récipients soudés, des tuyaux pour pipelines sont fabriqués à partir de ce type d'acier.

Électrodes TsL-9 dans un emballage.
Ce qui suit sont des informations avec lesquelles vous pouvez déterminer avec quelles électrodes cuire l'acier inoxydable 12x18n10t.
La marque la plus populaire est TsL-9. Le soudage peut être effectué dans toutes les positions spatiales.
Les électrodes OK 61.30 présentent plusieurs avantages : bonne formation des soudures ; allumage facile; auto-séparation des scories.
Les consommables de soudage NZh-13 sont utilisés dans les cas où des exigences élevées de résistance à l'ICC sont imposées au métal déposé.
OZL-14 - consommables utilisés lorsque des exigences strictes ne sont pas imposées au métal soudé par rapport à l'IWC.
Variétés de fil pour acier inoxydable 12x18n10t
Pour souder des pièces en acier inoxydable, il est nécessaire d'utiliser le soudage à l'arc sous argon et un additif constitué du même matériau. Il peut avoir différentes propriétés, qui peuvent convenir à d'autres cas. Les produits longs sont fabriqués à partir d'acier 12 × 18N10T. Le matériau de remplissage de cette qualité doit répondre aux exigences de GOST 18143-72.
Le fil d'apport pour soudage a trouvé son application dans la construction de machines et l'industrie alimentaire, sur les chantiers de construction, etc. Il présente non seulement une résistance élevée à la corrosion, mais également une résistance aux effets des environnements chimiquement agressifs. Il contient une quantité suffisante de chrome, ce qui le protège de la rouille.
Pour le soudage, des produits fabriqués à l'aide de la technologie d'étirage à froid sont utilisés. Il a un prix assez bas et en même temps, un tel traitement conserve toutes ses propriétés. Ce fil assure la qualité de la couture lors du traitement de tout matériau.
Fil Inox 12X18H10T
Ainsi, les systèmes d'approvisionnement en eau sont souvent assemblés à partir de raccords de canalisation fabriqués à partir de cette nuance d'acier. Lors de l'assemblage et de la réparation, l'utilisation d'un additif de soudage de grade 12X18H10T est considérée comme optimale.
Cette nuance d'acier est disponible en plusieurs versions. Des technologies de laminage à chaud ou à froid sont utilisées pour sa production. Ils permettent d'obtenir un produit d'un diamètre de 0,2 à 6 mm. Lors de l'utilisation de fil de cette marque, il faut garder à l'esprit qu'il peut modifier certains de ses paramètres en fonction du diamètre.
Le soudage de pièces en acier inoxydable est un processus technologique complexe et si vous enfreignez ses règles, le résultat peut être un grand nombre de produits de qualité inférieure. Pour éviter cela, il est nécessaire de faire le bon choix de matériau de fil. Le fil en acier 12X18H10T est un produit spécifique et peut ne pas convenir à la plupart des types d'acier allié. La règle principale pour choisir un matériau à souder est l'identité de la composition chimique. Le fil fabriqué à partir de ce fil est bon car l'industrie fabrique une large gamme de produits et, en règle générale, le choix ne pose aucun problème. Soit dit en passant, lors du soudage, un préchauffage et un refroidissement en douceur peuvent être nécessaires. Le chauffage est effectué à l'aide d'un brûleur à gaz.
Fil d'apport et ses caractéristiques
Le fil est un produit métallique qui a une petite section transversale. De plus, il est si petit qu'il est incomparable en taille avec sa longueur. Pour la production de fil, divers types de métaux sont utilisés - ferreux, non ferreux et inoxydables.

Fil fourré
Une classe distincte de produits est le soudage. Il est utilisé pour le soudage automatique et semi-automatique. Il est utilisé pour fabriquer des électrodes, des tiges et d'autres produits utilisés dans le soudage manuel et automatique de pièces.
En fait, il remplace les électrodes utilisées en soudage. Grâce à elle, l'électricité est fournie à la zone de soudage, ce qui est nécessaire pour allumer et maintenir l'arc. De plus, le fil participe à la formation des soudures et fournit leurs paramètres physiques et mécaniques.
Pour la production de fil utilisé pour le soudage, différents types de métaux sont utilisés. Dans ce cas, le domaine d'utilisation du fil fini peut changer. Par exemple, l'aluminium peut être utilisé dans la production de fil à souder. Il peut être utilisé pour travailler avec des alliages à base de magnésium, d'aluminium et de nombreux autres. Si le fil est en acier inoxydable, il est utilisé lors du soudage de pièces en acier résistant à la corrosion.
Dans la construction de navires, le fil fourré est le plus souvent utilisé. De plus, il y a du fil cuivré. Son utilisation implique l'obtention de coutures de qualité.Il n'y a pas si longtemps, le fil était utilisé sans aucun revêtement.

Fil d'apport cuivré
Lors du choix d'un fil à souder, vous devez toujours vous rappeler qu'il existe plusieurs types de produits similaires sur le marché. Ils diffèrent les uns des autres non seulement par leur composition chimique, mais également par leur structure, par la quantité de composants d'alliage.
Le fil doit être sélectionné en fonction des marques apposées sur sa surface ou son emballage. Les marquages informent le consommateur sur les paramètres physiques et techniques du fil et le champ d'application de son application.
Par exemple, dans GOST 2246-70, il s'agit d'un document qui normalise les spécifications techniques du fil de soudage en acier. Ainsi, il est dit que pour la production de ce matériau de soudage, il est permis d'utiliser de l'acier à faible teneur en carbone (Sv-08AA, Sv-08GA) allié (Sv-08KhN2GMYu, Sv-08KhN2G2SMYU) et des alliages fortement alliés (Sv-10Kh16N25AM6, Sv-09Kh16N25M6AF).
De plus, le fil de soudage est divisé en celui qui est utilisé pour effectuer le soudage et celui à partir duquel les électrodes sont produites. Il peut être fabriqué avec ou sans placage de cuivre. Toutes les subtilités concernant le diamètre, la nuance d'alliage d'acier, la présence de revêtement doivent être discutées lors de la passation de commande.
Avantages
Les fils d'apport peuvent être classés comme auto-blindés et protégés contre les gaz. La protection du fil peut être assurée par différents types de gaz. L'utilisation de fil à souder permet d'obtenir :
- En raison du flux de chaleur élevé, l'électrode forme une zone étroite d'action thermique sur le métal.
- L'effet nécessaire sur le métal de la soudure formée en modifiant la composition du gaz et la qualité du fil.
- Productivité élevée du travail pendant le soudage.
Fil fourré de flux auto-blindé
L'utilisation de fil à souder offre de grandes possibilités de mécanisation du travail.
L'un des avantages évidents est qu'en raison de l'utilisation de fil pour le soudage à l'arc électrique, il y a une diminution du temps principal et auxiliaire pour effectuer le travail, en conséquence, les frais généraux sont réduits et le coût des produits finis est réduit.

Fil d'apport avec surface polie
Il existe deux types de fil d'apport - poli et cuivré. Et l'état de la surface du fil a un effet significatif sur la qualité de l'arc, le joint résultant, le nombre de gouttes de métal en fusion et, bien sûr, sur la fiabilité de l'équipement de soudage.
Composition chimique du fil de soudure pour l'acier inoxydable 12X18H10T
Les propriétés d'un produit sont déterminées par sa composition. Cette marque comprend les éléments chimiques suivants :
| Élément chimique | Contenu dans la composition,% |
| Carbone | 0,11 |
| Silicium | 0,8 |
| Manganèse | 2 |
| Nickel | 10 |
| Chrome | 18 |
| Titane | 1 |
| Le fer | La Fondation |
Nomenclature
Le fil à souder pour inox 12X18H10T a une gamme assez large et est disponible dans les diamètres suivants :
- 6;
- 5;
- 4;
- 3;
- 2,5;
- 2;
- 1,6;
- 1,5;
- 1,4;
- 1,2;
- 1;
- 0,8;
- 0,7;
- 0,6;
- 0,5;
- 0,45;
- 0,4;
- 0,3;
- 0,25;
- 0,2.
Spécifications de la marque
Le fil pour le soudage de l'acier inoxydable 12X18H10T peut changer ses propriétés, selon le diamètre. Ce sont des écarts mineurs qui doivent toujours être pris en compte lors de la sélection du matériel pour le travail. Le tableau des caractéristiques ressemble à ceci :
|
Catégorie de fil |
Diamètre du matériau de remplissage, mm | Laminé à chaud | Laminé à froid | ||
|
Résistance à la traction temporaire, N / mm2 |
Allongement,% avec une longueur d'échantillon de 0,1 m. |
||||
| 1 classe | 2e année | ||||
|
12Х18Н10Т |
0,2-1 |
590-880 | 25 | 20 | 1130-1470 |
|
1,1-3 |
540-830 |
||||
| 3,1-7,5 |
1080-1420 |
Caractéristiques de choix
Le soudage de produits en acier inoxydable est un processus très difficile, qui peut entraîner beaucoup de rebuts. Pour éviter cela, il est nécessaire de sélectionner très précisément la composition du matériau. Le fil à souder pour le soudage de l'acier 12X18H10T est un produit spécifique qui ne convient pas à tous les types d'aciers alliés. Après tout, la principale règle de sélection est l'identité de la composition. L'option la plus pratique ici serait de souder des tuyaux en acier inoxydable de la même qualité.Il convient de noter que lors de la sélection d'un matériau d'apport en production, où tous les composants peuvent encore être modifiés, tout est fait pour plus de commodité, car la composition du métal de base peut être modifiée de sorte qu'il est pratique de le connecter à ce fil, et il n'y a pratiquement aucun problème avec la sélection d'autres matériaux de soudage. ... Dans le secteur privé, la situation semble quelque peu différente, car les matériaux sont principalement utilisés pour les réparations et un choix précis est requis. Après avoir étudié la composition du métal de base et du fil d'apport, vous pouvez déterminer avec précision le choix.
La marque de fil est pratique car elle propose une large gamme de produits. Il n'y a aucun problème avec la sélection de l'épaisseur requise. Même dans les moments où une grande dispersion et une erreur ne sont pas autorisées, lorsqu'il s'agit de petites tailles, le pas de diamètre est ici de 0,1 à 0,2 mm. Tout cela permet d'obtenir un joint de soudure de haute qualité sans problèmes de brûlure à travers le métal de base. Naturellement, tout le monde n'a pas la possibilité d'avoir toute la rangée. Par conséquent, lors du choix, il vaut la peine d'être guidé de manière à ce que l'épaisseur du métal de base coïncide avec la taille du diamètre du fil.
Décodage
Le marquage des fils contient des informations sur les éléments qui définissent les propriétés de base du matériau et leur contenu s'avère déterminant. Dans ce cas, la situation est la suivante :
- 12 - la teneur en carbone est de 0,12 % ;
- X18 - la teneur en chrome est de 18%;
- Н10 - la teneur en nickel est de 10 % ;
- T - la teneur en titane est d'environ 1%.
Caractéristiques de soudage
Pour que la connexion soit de la plus haute qualité, et au cours du processus lui-même, un minimum de problèmes se sont posés, vous devez respecter les modes de connexion exacts :
|
Épaisseur du fil, mm |
Type de |
Force actuelle, A |
| Soudage manuel | ||
| 1 2 3 | Métal à bride |
35-60 65-120 100-140 |
| 1 2 3 | Position des fesses en métal |
40-70 75-120 120-160 |
| Soudage automatique | ||
| 1 2,5 4 | Position des fesses |
60-120 110-200 130-250 |
| 1 2 4 | Position des fesses avec additif |
80-140 140-240 200-280 |
Soudage de l'acier nuance 12X18H10T
Électrodes
Les électrodes 12x18n10t sont souvent des tiges en métal fortement allié avec un revêtement basique, qui contient également des composants d'alliage. La composition de telles électrodes est à bien des égards similaire à la composition de l'acier inoxydable lui-même. Par conséquent, les coutures sont de qualité suffisante et durables. Mais ce n'est pas le principal avantage.
Le choix correct des électrodes peut non seulement être complété, mais également légèrement modifié la composition chimique du métal déposé. N'oubliez pas que lors de la fusion, l'électrode se mélange au métal de base dans le bain de soudure, il est donc possible de modifier la composition de la soudure.

Par conséquent, les électrodes pour le soudage de l'acier inoxydable doivent être sélectionnées avec un soin particulier. En effet, avec leur aide, vous pouvez modifier considérablement les caractéristiques opérationnelles de la soudure
Flux
Quelques mots sur les flux. Ils sont également utilisés dans le soudage de l'acier inoxydable. Les flux de fluorure les plus couramment utilisés. Ils doivent être utilisés en combinaison avec des fils d'apport fortement alliés. A notre avis, le flux le plus optimal pour le soudage des aciers de type 12x18n10t est l'ANF-5. Il protège non seulement le bain de fusion de l'oxydation, mais allie également le métal fondu. Puisqu'il contient également du titane.
Le flux ANF-5 empêche la formation de pores dans la soudure, qui se trouve souvent en raison de la grande quantité d'hydrogène. Des flux à base d'oxyde peuvent également être utilisés à la place des flux de fluorure.
Modes
Maintenant que vous avez sélectionné les électrodes et le flux, il est temps de penser au mode de soudage.
La principale chose à laquelle faire attention est la quantité d'apport de chaleur. L'apport de chaleur est la vitesse à laquelle le courant est transféré de l'arc de soudage au métal.
Dans le cas du soudage d'acier inoxydable, l'apport de chaleur doit être faible.
Il est également recommandé de former des joints minces avec une petite section transversale. Ceci peut être réalisé en utilisant un fil d'apport de petit diamètre, jusqu'à 3 mm. Veuillez noter que l'acier inoxydable a une conductivité électrique réduite.Pour que cette fonctionnalité ne devienne pas un casse-tête pour vous, réduisez le stick out de l'électrode d'une fois et demie à deux fois par rapport au stick out pour le soudage de l'acier au carbone.
Les technologies
Passons à la chose la plus intéressante - les technologies. Lors du soudage de l'acier inoxydable, vous pouvez utiliser la technologie de soudage semi-automatique dans une atmosphère protégée, la technologie de soudage par résistance, le soudage avec une électrode non consommable et le soudage avec des électrodes enrobées. V comme gaz de protection le plus souvent, ils utilisent de l'argon, un mélange d'argon avec du dioxyde de carbone, et parfois de l'hélium. Examinons de plus près deux technologies de soudage : le soudage à l'arc sous argon et le soudage à l'électrode non consommable.
Le soudage à l'arc sous argon utilisant des électrodes consommables et non consommables est le plus souvent utilisé dans la production professionnelle. Pour ce faire, nous vous recommandons de régler l'inversion de polarité et l'ébullition avec DC. Comme protection, comme il n'est pas difficile à deviner, le gaz argon est utilisé. Vous pouvez utiliser de l'argon pur ou un mélange de celui-ci avec du dioxyde de carbone ou de l'oxygène. L'utilisation de mélanges stabilisera la combustion de l'arc, simplifiera la formation de la soudure et réduira la probabilité de formation de pores.

Si vous décidez d'utiliser une technologie d'électrode non consommable, réglez la polarité sur direct et soudez avec un courant continu. Utilisez des électrodes en tungstène. L'utilisation du courant alternatif est possible, mais pas toujours conseillée. Si le métal contient une grande quantité d'aluminium (ce qui est rare), alors vous pouvez utiliser "changer".
Ajoutons également quelques mots sur le soudage à la baguette. Cette méthode est considérée comme non professionnelle et n'est utilisée qu'à la maison ou dans les petites entreprises où la qualité du travail n'est pas critique. Cette méthode est bonne si vous êtes un soudeur de garage et que vous ne voulez pas dépenser d'argent pour du matériel supplémentaire. Vous avez juste besoin d'avoir un simple onduleur et de ramasser les électrodes. Mais si vous demandez une qualité de coutures décente, nous vous recommandons de toujours opter pour le soudage dans un environnement de gaz protégé. Et pour un tel travail, vous avez besoin d'un appareil semi-automatique, d'une bouteille de gaz et d'un fil à souder ou d'électrodes. C'est le minimum fixé pour un soudage de plus ou moins haute qualité dans un atelier ou même un garage.
Caractéristiques de la marque
Avant de procéder à une description détaillée du soudage, familiarisez-vous avec certaines des caractéristiques de l'acier inoxydable de nuance 12x18n10t.

La principale chose que vous devez savoir est que l'acier inoxydable est extrêmement sujet à la corrosion intergranulaire. Même si la résistance globale à la corrosion est assez élevée. Mais il y a une bonne nouvelle. La corrosion intercristalline ne se produit que lorsque le métal est calciné dans un four. Une température de 500 degrés suffit pour modifier la structure de l'acier inoxydable et augmenter le risque de corrosion.
Les fabricants en sont bien conscients et ajoutent donc des éléments d'alliage à l'acier inoxydable. Dans le cas de notre marque 12x18n10t, il s'agit de titane. Ceci est attesté par la lettre "T" à la fin du marquage. Avant de souder, connaître le marquage exact de l'acier et s'assurer qu'il contient des éléments d'alliage. En plus du titane, le niobium est utilisé, dans le marquage il est désigné par la lettre "B".
Conseils d'utilisation
Pour obtenir une bonne connexion, de nombreux soudeurs utilisent des machines semi-automatiques lorsqu'ils travaillent avec du fil inoxydable. Cet équipement protège les coutures des influences extérieures, alimente automatiquement le fil d'apport au poste de soudage, refroidit de force et peut être utilisé dans des endroits difficiles d'accès.
Avant de faire le travail, il vaut la peine de faire la phase préparatoire, c'est-à-dire d'effectuer un certain nombre d'activités.
- Élimine la contamination de la surface traitée.
- Dégraisser la soudure sur les pièces.
- Éliminez l'excès d'humidité des surfaces en les chauffant à 100 degrés.

Afin d'obtenir une faible épaisseur de joint de transition entre les pièces à souder, vous pouvez utiliser plusieurs méthodes de soudage :
- méthode de l'arc court;
- transfert à jet d'encre;
- méthode d'impulsion universelle.

Pour obtenir un résultat de haute qualité en travaillant avec un additif inoxydable, le soudeur devra remplir les conditions suivantes :
- positionner le brûleur à un angle négatif;
- conduire la tête à une distance de 1,2 cm de la surface métallique;
- faire fondre le fil doit être fait en petites portions; de grosses gouttes ne doivent pas être utilisées ici.

Le soudage du fil inoxydable est un attribut important, sans lequel il est difficile d'imaginer le processus de soudage. Les consommateurs peuvent acheter ce produit en écheveau, en bobine ou en bobine. Ce type de matière première polyvalent a des propriétés technologiques élevées et est donc utilisé dans de nombreuses industries et construction.
Pour des conseils sur le choix d'un fil à souder, voir la vidéo suivante.
Décodage du marquage
Le fil de soudage inoxydable est désigné de la même manière qu'allié. La seule différence peut être appelée la présence de chrome et de nickel en grande quantité dans l'acier inoxydable. Le fil solide en acier inoxydable est marqué conformément à GOST 2246-70.
La désignation peut contenir les lettres suivantes :
- A - le fil contient une quantité standard de phosphore et de soufre;
- AA - les substances ci-dessus sont contenues en quantité réduite;
- Ш - le produit a été obtenu par refusion sous laitier électrique ;
- E - le fil sert à préparer les électrodes ;
- О - il y a un revêtement de cuivre sur la surface du produit, donc le fil est utilisé dans le cas de connexions critiques avec un arc stable.
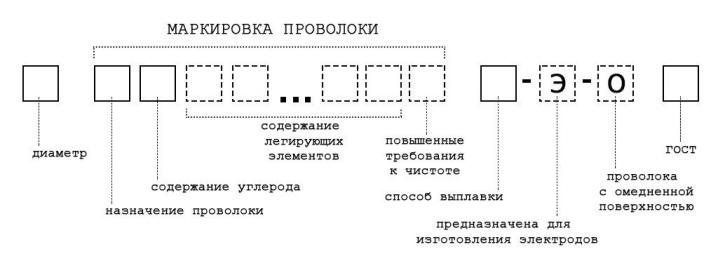
Selon les normes GOST, le marquage du fil d'acier peut contenir les désignations suivantes :
- X - produit laminé à froid ;
- T - traité thermiquement;
- P - précision de production accrue;
- Le TS est un métal de couleur claire, dans lequel il n'y a pas d'oxydes.


En fonction du diamètre, 100 m de fil inox à souder ont les poids suivants :
- 0,5 mm - 0,31 kg;
- 1 mm - 0,62 kg;
- 1,5 mm - 1,4 kg;
- 2 mm - 2, 48 kg.

Types de fil à souder pour appareils semi-automatiques
Dans des conditions normales, un peu plus d'une douzaine de types de fils à souder sont utilisés, sur plus de soixante-dix types produits. Ceci est dû à la spécificité industrielle de l'utilisation de la plupart des types de machines à souder, et au coût élevé de certaines d'entre elles. Les types les plus populaires sont les produits d'un diamètre de 0,6 mm à 2 mm, pesant de 1 kg à 5 kg. Les produits sont divisés en fil plein et fil tubulaire avec des charges de remplissage, qui ont divers objectifs. En termes de composition chimique, il peut s'agir d'aluminium, cuivré, dopé au titane et d'alliage.
Fil particulièrement soigneusement sélectionné pour le soudage semi-automatique de l'acier inoxydable car sa composition doit être la plus proche possible du matériau à souder. Les paramètres actuels sont également importants, car une surchauffe lors du soudage de l'acier inoxydable entraîne une perte des propriétés physiques de ce matériau.
Lors de l'assemblage de différentes qualités d'acier inoxydable, les types de fil de soudage inoxydable suivants doivent être sélectionnés :
- pour les aciers au chrome-nickel 12X18H9T et 08X18H10T, utiliser les nuances SV-06X19H9T, SV-01X18H10 ou un analogue de OK Autrod 347 Si sous argon ;
- l'acier des types 03X17H14M2 et 08X18H10T est soudé en utilisant les nuances SV-01X18H10, SV-06X19H9T et OK Autrod 308LSi sous gaz inerte ;
- l'acier inoxydable de composition chrome-nickel-molybdène est soudé avec du fil SV-06Kh20N11M3TB, SV-08Kh19N10M3B et OK Autrod 318 sous atmosphère d'argon.
Ces types de fils correspondent aux nuances d'acier inoxydable et offrent des propriétés de résistance à la traction, d'allongement, de ténacité et d'écoulement élevées, rendant le joint solide et élastique après refroidissement et élimination des scories. Lorsque vous travaillez avec un onduleur haute fréquence ou un courant continu, le métal dans le bain de soudage ne surchauffe pas, ce qui signifie que la résistance à la corrosion à la jonction des pièces n'est pas perturbée.
Les paramètres et la composition du fil sont réglementés par GOST 18143-72, qui détermine les critères d'évaluation de la qualité et la méthode de production.
En outre, pour assembler des matériaux inoxydables et des aciers différents, un fil fourré avec une charge de rutile est utilisé. Il est utilisé pour le soudage des aciers difficiles à souder, au carbone-manganèse et inoxydables dans un mélange gazeux de 80 % d'argon et 20 % de dioxyde de carbone. Les produits en poudre permettent de travailler dans n'importe quelle position et sont alliés au molybdène, ce qui confère au joint des propriétés physiques et chimiques élevées.
Pour les nuances d'acier E 2209, OK Tubrod 14.27 est utilisé, pour l'acier inoxydable 317 et 317L, OK Tubrod 14.25 est utilisé et pour la nuance 309, OK Tubrod 14.22 convient. Pour souder d'autres métaux, vous pouvez utiliser des produits en poudre auto-protecteurs avec flux (par exemple, SV-00009283), qui ne nécessitent pas un environnement de gaz inerte.

Quelles électrodes pour cuire 1 mm en acier inoxydable.
 Le soudage de métal mince est un processus difficile non seulement pour les débutants, mais aussi pour les soudeurs expérimentés. Ce processus présente plusieurs complications :
Le soudage de métal mince est un processus difficile non seulement pour les débutants, mais aussi pour les soudeurs expérimentés. Ce processus présente plusieurs complications :
- un fort échauffement du produit peut entraîner un épuisement et la formation d'un trou;
- une température de chauffage élevée peut également entraîner une modification de la géométrie des tôles minces ;
- l'arc court, à l'aide duquel la connexion est établie, s'éteint avec une légère séparation.
Ces problèmes peuvent compliquer considérablement les travaux de soudage.
Par conséquent, afin d'éviter de telles difficultés, il est très important de savoir quelles électrodes sont nécessaires pour souder de l'acier inoxydable mince.
OK 63.34 sont destinés au soudage de métaux minces. De plus, la marque est parfaite pour les produits à parois épaisses. Les électrodes se caractérisent par une meilleure séparation des scories.
OK 63.20 (sur la photo) sont particulièrement demandés pour les tuyaux de raccordement et le métal mince. Le processus de soudage s'effectue avec un allumage et une extinction à court terme de l'arc.