Types de matériel professionnel
Le type d'équipement professionnel le plus simple sur lequel le pliage de fil est effectué est les machines à un bras. Or, de tels dispositifs ne peuvent fabriquer que des produits de forme géométrique simple, dont la longueur de balayage n'excède pas 1000 mm.
Des produits plus complexes avec une longueur de balayage de plus de 1000 mm permettent de créer des équipements à double porte-à-faux, sur lesquels la pièce est déformée en même temps des deux extrémités. Cette machine peut produire des produits avec de nombreux coudes complexes.
Les produits filaires les plus sophistiqués permettent de créer des machines 3D sur lesquelles le pliage peut être effectué simultanément en trois dimensions. Ces fonctions uniques des machines de cette catégorie sont dotées d'un bras de pliage rotatif, dont tous les mouvements sont contrôlés par un système électronique automatisé. Malgré tous les avantages du traitement sur un tel équipement, il est assez coûteux, ces machines sont donc utilisées dans des cas exceptionnels.
3 Matériel de tréfilage et vidéo de son travail
Toutes les opérations technologiques d'étirage sont effectuées sur des laminoirs spéciaux équipés d'une traînée - "oeil" à travers laquelle le fil est tiré. Le diamètre de cette dernière est toujours supérieur au diamètre de la filière. Selon la conception du mécanisme de traction, les moulins qui nous intéressent sont divisés en deux types :
- unités dans lesquelles le métal est enroulé sur un tambour;
- machines avec le mouvement du métal en ligne droite.
Les deuxièmes broyeurs sont conçus pour la fabrication de produits qui n'ont pas besoin d'être assemblés en bobines (tubes, tiges). Mais sur les tambours, ce sont précisément les fils et les tubes métalliques et cuivre de petite section qui sont produits. De plus, ces broyeurs à tambours sont de différents types :
- multiple (certains fonctionnent sans glissement, d'autres avec glissement) ;
- entrée unique;
- multiples, en utilisant le principe de contre-tension des pièces.
La machine à tréfiler unique la plus simple consiste à effectuer une opération technologique en un seul passage. Mais plusieurs moulins utilisent 2-3 passes, le même dessin y est effectué selon un motif continu. En règle générale, les ateliers d'étalonnage des grandes entreprises modernes disposent d'une demi-douzaine d'unités et de laminoirs de différentes capacités pour la production de cuivre et d'autres produits en fil.
Les matrices pour tréfiler le fil des moulins décrits sont généralement fabriquées par la technologie du cermet à partir de carbures de bore, de thermocorindon, de molybdène, de titane, de microlite, de tantale, de vanadium, de tungstène. Ces alliages se caractérisent par une excellente résistance à l'abrasion et une dureté accrue ainsi qu'une faible ténacité.
La grande fiabilité de la matrice est également assurée par le fait qu'elle est placée dans une cage en acier très résistante et visqueuse, qui ne comprime pas la matrice, et réduit également les contraintes de traction lors de l'opération d'emboutissage. Il convient de mentionner séparément que dans les cas où le fil machine très fin est en acier (jusqu'à 0,2 millimètre), les matrices sont en diamants techniques.

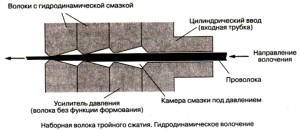
Récemment, il y a eu une tendance à utiliser des matrices d'emboutissage préfabriquées. Ils permettent de fabriquer du fil dans des conditions de frottement élevé (hydrodynamique). De plus, la filière assemblée garantit une diminution de la consommation d'énergie électrique pour effectuer des opérations technologiques, tout en augmentant la productivité des laminoirs de 20 à 30 %.
1 Tréfilage - l'essence et la technologie de l'opération
Le dessin est compris comme le processus, qui consiste dans le fait que la pièce est tirée sur un équipement spécial à travers un trou conique. La pièce d'origine peut être en cuivre, en acier, en aluminium. L'outil dans lequel le trou est réalisé s'appelle une matrice, et le trou lui-même, de la configuration duquel dépend la forme du profil à réaliser, s'appelle une matrice.
La technique d'étirage, par rapport au laminage, offre une propreté et une précision plusieurs fois supérieures à la surface du fil, ainsi qu'à divers profils, tiges, tuyaux. De plus, le métal étiré se caractérise par une modification (pour le mieux) des paramètres mécaniques, qui est due au renforcement (suppression de l'écrouissage) des produits finis. L'étirage est activement utilisé dans la fabrication de profilés façonnés très précis de différents diamètres de tuyaux, de fils d'une section transversale de 1 à 2 microns à 10 (et parfois plus) millimètres.

Il convient de noter que la technologie de tréfilage moderne garantit d'excellentes performances de l'équipement utilisé pour la production de fil. Les matrices fonctionnent désormais sans aucune défaillance à des vitesses de fonctionnement énormes (jusqu'à 60 mètres par seconde) à de grandes valeurs de réduction du matériau source (par exemple, billette de cuivre, acier, etc.).
Le processus de dessin comprend plusieurs étapes, qui sont décrites ci-dessous :
- gravure de la charge dans une solution d'acide sulfurique portée à une température d'environ 50 degrés (l'opération est nécessaire pour augmenter la durée de vie de la matrice en détartrant les pièces) ;
- recuit du métal (préliminaire), réalisé pour augmenter les caractéristiques plastiques du métal et assurer sa structure à grain fin ;
- neutralisation des solutions de décapage agressives et nettoyage des pièces ;
- l'utilisation d'un marteau ou de rouleaux de forge pour affûter les extrémités des matières premières métalliques d'origine (aluminium, cuivre, billettes d'acier);
- directement le processus de dessin;
- effectuer un recuit.
De plus, le fil fini est soumis à diverses opérations de traitement (coupe des produits en tronçons requis en longueur, redressage, enlèvement des extrémités, etc.).
Comment redresser sans machine ?
À la maison, le fil est redressé pour la mise à la terre, la protection contre la foudre et d'autres travaux. Il est peu probable que dans la vie de tous les jours, vous puissiez trouver une machine à rouleaux de haute qualité capable d'aligner des fils d'un diamètre de section supérieur à 2 mm - cela coûte cher et le processus lui-même est assez laborieux. L'achat d'équipements spéciaux n'a également aucun sens si le besoin de dérouler la barre est de nature ponctuelle. Par conséquent, pour redresser un fil métallique à partir d'une bobine ou d'une bobine, vous pouvez utiliser la méthode de la tension nodale. À cette fin, une certaine séquence d'actions doit être effectuée.
Une extrémité de la barre est fermement fixée à quelque chose de volumineux, lourd et solide. Par exemple, ils sont enroulés autour d'un poste électrique ou d'un arbre solide dont le diamètre du tronc est d'au moins 25 cm.
Après cela, le fil est déroulé le long du sol manuellement, en s'étirant autant que possible tout en le faisant. À l'autre extrémité du fil ainsi déroulé, une boucle est formée et fixée dans un appareil qui peut être tiré avec un grand effort - c'est-à-dire que cet appareil doit se déplacer sur une certaine distance.


Pour fixer la forme rectiligne résultante, le fil doit être laissé dans cet état tendu pendant une courte période - de 10 minutes à une demi-heure.
Pour un tel travail, vous pouvez utiliser une variété d'appareils - cela dépend directement des paramètres de la section transversale de la barre. Ainsi, pour un produit d'un diamètre inférieur à 2 mm, il y aura plus qu'assez de ferraille, ainsi que les efforts physiques conjugués d'un couple d'hommes forts. Et aussi dans ce cas, vous pouvez utiliser un treuil mécanique.Mais les tiges d'un diamètre de 5 mm et plus nécessiteront des efforts beaucoup plus importants - pour cela, elles utilisent la force dynamique d'un tracteur, d'un camion ou d'un attelage de voiture de tourisme.

Nous attirons votre attention sur le fait que le redressement d'un fil d'un diamètre supérieur à 5 mm, s'il est en acier allié, nécessitera non seulement une tension à l'état de la corde, mais également un étirement ultérieur. Elle doit être effectuée jusqu'à ce que la barre éclate.
Habituellement, une rupture se produit au niveau du site de fixation à l'une des extrémités de la ficelle - à ce moment, il est préférable d'être aussi loin que possible du fil tendu.

La technologie
Article 33. Redressage de tôles et de fils
Le dressage est l'opération consistant à aplatir une tôle ou un fil métallique sur une plaque de dressage en frappant un maillet (marteau en bois) ou un marteau en métal doux non ferreux, ou à l'aide d'un bloc de bois (fig. 122).
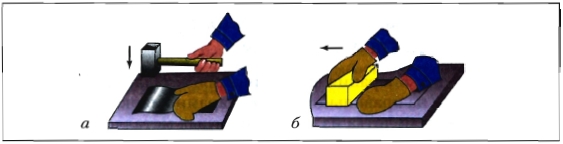
Riz. 122. Montage d'une tôle : a - avec un maillet ; b - un bloc de bois
La feuille est placée sur le poêle et tenue avec la main gauche dans une mitaine, et avec la main droite ils frappent avec un marteau ou un maillet.
S'il y a des zones convexes sur la feuille, elles sont placées avec un renflement vers le haut et frappées avec un marteau du bord au centre du renflement. En même temps, la feuille est tournée.
Les feuilles minces et douces sont généralement redressées avec un maillet en bois ou repassées et aplaties avec des blocs de bois.
Un fil souple et fin peut être redressé en l'étirant entre plusieurs clous enfoncés dans la planche ou dans des barres serrées dans un étau, ainsi qu'autour d'un mandrin cylindrique (Fig. 123, a, 6, c).
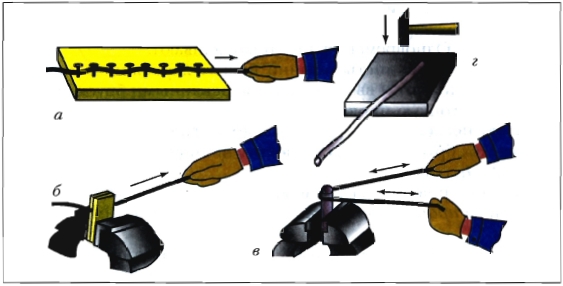
Riz. 123. Redressage du fil : a - en tirant entre les clous enfoncés dans la planche ; b - étirement entre les barreaux dans un étau; c - en tirant autour du cylindre ; d - avec un marteau sur une plaque plate (régulière)
Le fil épais est redressé en le frappant avec un marteau ou un maillet sur une plaque ordinaire (Fig. 123, d) ou en le serrant avec une pince.
La qualité du lissage est vérifiée en appliquant le bord de la règle sur la surface de la feuille ou du fil, ou sur la bonne plaque - selon la taille des espaces S (espaces) (Fig. 124).
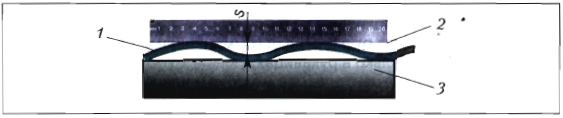
Riz. 124. Contrôle de la qualité du dressage : 1 - tôle ou fil ; 2 - bord de la règle; 3 - plaque correcte; S - la taille de l'écart (dégagement)
Règles de travail sécuritaires
- Faites attention aux coupures à la main sur les bords tranchants des tôles et des fils métalliques.
- Protégez vos yeux des blessures causées par des extrémités de fil pointues.
- Travaillez uniquement avec des gants.
- Protégez vos doigts des coups de marteau ou de maillet.
Travail pratique numéro 35
Redressage de tôles et de fils
Demande de service
- Préparez votre zone de travail et vos outils pour redresser les pièces faites de tôles fines et de fils.
- Redresser les ébauches de tôles et de fils métalliques.
- Vérifiez la qualité des modifications.
Questions de contrôle
- Qu'appelle-t-on redressage de tôles et de fils ? Sur quels métaux les pièces sont-elles redressées ?
- Quels outils et accessoires sont utilisés pour s'habiller?
- Les feuilles peuvent-elles être redressées entre les rouleaux ?
- Quelle est la technologie pour redresser les tôles fines et tendres ?
- Pourquoi le fil se redresse-t-il lorsqu'il est tiré entre des barres, des clous ou autour d'un mandrin ?
Comment aligner le fil de vos propres mains
Si le fil enroulé dans des baies peut être considéré comme plat sous condition, alors pour qu'il devienne droit, il suffit de se débarrasser de la courbure d'un grand rayon. Mais comment redresser le fil sous forme de résidus froissés et de déchets mal stockés ? Ils représentent non seulement des virages, mais divers zigzags situés dans des directions différentes de l'axe. Dans ce cas, redresser le fil avec la bonne approche de l'état d'une barre droite idéale est tout à fait réalisable. Il existe certains des moyens les plus efficaces pour aligner le fil. Selon le choix, ils auront des résultats légèrement différents en termes de qualité.
Donc, du simple au complexe :
- Vous pouvez supprimer les nœuds sur le fil en fixant les deux extrémités dans vos mains et commencer à rouler avec effort à travers un tuyau ou une poignée de porte.
-
Le redressement du fil s'avère bien si ses sections redressées sont placées sur une surface plane de l'établi. En le recouvrant d'un bloc de bois, commencez à le faire rouler dessus pour qu'il puisse bouger librement tout en faisant cela. Quelques-uns de ces rouleaux donnent d'assez bons résultats.
- Pour redresser le fil de cuivre souple, fixez-le avec une extrémité en hauteur. Accrochez une charge pas très lourde sur l'autre, de telle sorte qu'elle ne puisse pas la déchirer. En tournant le poids dans le sens des aiguilles d'une montre et en arrière de quelques tours autour de son axe, le résultat idéal peut être atteint.
- Le fil sera redressé de la même manière. Si une extrémité est fixée dans un étau et que l'autre est serrée dans le mandrin d'un tournevis ou d'une perceuse électrique. Le processus de redressement aura lieu en tournant lentement tout en maintenant le fil sous forte tension. Quelques tours suffiront pour un lissage complet.
- Aussi, un tournevis ou une perceuse électrique sera nécessaire pour redresser des petits morceaux de fil jusqu'à 30 centimètres. Pour ce faire, dans un bloc de bois, nous réalisons un trou de matrice d'un diamètre légèrement supérieur à celui d'un trou de fil et passons une extrémité de la barre à travers celui-ci. Nous fixons cette extrémité dans le mandrin et commençons à tourner lentement en tirant le fil à travers le trou.
- Pour aligner un fil de diamètre pas très grand, vous pouvez fabriquer de vos propres mains un appareil assez simple et bon marché.
Pour ce faire, nous avons besoin d'une planche de bois massive aux dimensions de 500 x 120 x 50 mm. Nous y enfonçons 5 à 7 clous d'un diamètre de 3 à 5 mm en ligne droite avec un retrait du diamètre du fil. La distance entre les clous dépend directement du diamètre du fil et de son élasticité. Plus ces indicateurs sont élevés, plus les écarts entre les tiges métalliques sont grands. Le processus de redressement du fil consistera simplement à le tirer entre les clous le long de la ligne de marquage. Pour plus de clarté, une photo schématique vous aidera.
Si vous connaissez votre façon originale d'aligner le fil de vos propres mains, veuillez la partager avec nous dans le bloc de commentaires.
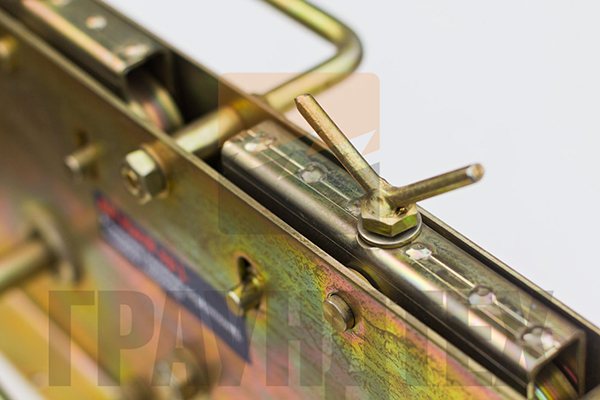
Notre fabrication

Un dispositif pour aligner le fil d'acier d'un diamètre de 6-10 mm et une bande de 20x3 30-4 mm avec un entraînement manuel. Sert à redresser le fil d'acier galvanisé d'un diamètre de 6 à 10 mm, ainsi que la bande d'acier galvanisé de 20x3 mm, 30x4 mm. Les conducteurs ronds et plats sont fournis en bobines de 40 à 50 kg.

Afin de réaliser une installation de haute qualité d'une borne à air « mesh » en fil d'acier sur un toit plat, il est nécessaire de poser le fil dans les supports et de connecter les nœuds à l'aide des bornes. Le fil est posé dans des alvéoles de 6x6 m, 10x10, 12x12 m. Afin de poser uniformément le conducteur du "maille", il doit être redressé à partir de l'état torsadé. Le fil d'acier galvanisé de 8 et 10 mm est difficile à redresser manuellement, en particulier l'acier d'un diamètre de 10 mm, et à l'état redressé, il y aura des irrégularités dues à un redressage inégal.
Pour la pose de conducteurs de paratonnerres sur le toit, les cheminées et autres structures de bâtiments et de structures, l'installation de conducteurs dans des supports, il est nécessaire de les poser aussi uniformément que possible sans se plier. La raison en est l'aspect esthétique, ainsi que les irrégularités, à la suite desquelles le fil peut se détacher des supports ou le support lui-même peut être endommagé.

Pour faciliter l'installation, notre société propose cet appareil pour redresser les conducteurs à partir de neuf rouleaux, ce qui vous permettra de gagner du temps lors de l'installation des "filets" de protection contre la foudre, ainsi que de monter les conducteurs le plus rapidement possible sans craindre de démonter des sections de fil inégales et bande.

La conception de la machine à dresser le fil vous permet de l'installer à une hauteur de 0,5 m du toit ou du sol sur toute structure en bois ou en métal, d'ajuster la pression des rouleaux sur le conducteur et d'obtenir la planéité du fil ou de l'acier déshabiller.
Par exemple:
- installation sur palettes en bois - 5 minutes ;
- vissage des vis dans le bois - 2 minutes ;
- réglage des galets presseurs du conducteur de 5 à 15 minutes ;
- déroulement d'une bobine standard 115 m 5-7 minutes
- coupe aux longueurs requises de 5 à 20 minutes

Au total, en moyenne, jusqu'à 1 heure, vous pouvez dérouler et préparer du fil d'acier galvanisé d'un diamètre de 8 mm pour l'installation. Pour un bâtiment à toit plat mesurant 50x20 m et une hauteur de 10 m, environ 3 bobines de fil peuvent être nécessaires, ce qui signifie qu'en 3 heures vous pouvez préparer le conducteur pour la pose sur le toit et les conducteurs de descente, sans dépenser un travail jour dessus.
Méthodes pour plier le fil métallique
Il existe plusieurs manières principales de donner à un fil métallique la forme requise du produit fini, afin qu'il puisse être distingué :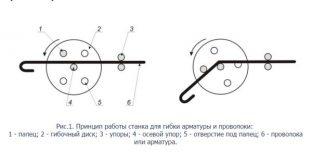
- méthode manuelle de pliage du fil à l'aide d'outils spéciaux et de dispositifs simples. Il est utilisé pour les fils d'un diamètre allant jusqu'à 3 mm dans la fabrication de produits simples en production auxiliaire ou domestique. En règle générale, il ne nécessite pratiquement aucun investissement financier ni aucune connaissance particulière;
- méthode manuelle de fabrication de bijoux à partir de fil jusqu'à 2 mm de diamètre. Nécessite des outils et appareils spéciaux, ainsi que certaines connaissances et compétences pour travailler avec des métaux précieux ;
- plier le fil d'une bobine, basé sur un dispositif spécial appelé dérouleur;
- plier un fil à partir d'une barre de métal;
- pliage par laminage de fil;
- pliage d'un fil métallique par poussée.
Machines à cintrer les fils
- Une machine à cintrer les fils qui fabrique des pièces directement à partir de la bobine. C'est l'option la plus productive et la plus économique pour la production en série de produits en fil métallique. Cela est dû au fait que la bobine avec le fil est installée dans un appareil spécial - le dérouleur, à partir duquel le fil métallique pénètre dans le bon bloc. Là, il est exposé à l'action d'un rouleau ou d'un mécanisme plat, à la suite de quoi il prend la forme d'une tige plate et droite à la sortie. Après cela, le fil pénètre dans le bloc de pliage de la machine, où, à l'aide de dispositifs mécaniques, on lui donne la forme requise du produit fini. À la fin du processus, la pièce finie est coupée avec des cisailles mécaniques. Typiquement, une telle cintreuse de fil peut produire un type de produit fini, qui est déterminé par des dispositifs mécaniques préinstallés et est limité par la manipulation du chargeur. De ce fait, les formes des produits réalisés sur de telles machines sont de configuration peu complexe, puisque le nombre d'opérations de pliage est limité à cinq.
- Une cintreuse de fil pour cintrer le fil à partir d'une barre de métal est une méthode plus avancée sur le plan technologique, qui présente un certain nombre d'avantages par rapport au travail à partir d'une bobine. Ceci est particulièrement nécessaire lorsque le produit fini nécessite un traitement supplémentaire. Il peut s'agir de taraudage ou d'estampage, ce qui ne peut être fait qu'avant la fin du produit. Les inconvénients d'une telle machine sont sa nécessité d'un mécanisme d'alimentation complexe supplémentaire pour les pièces et une productivité globale relativement faible.
- La cintreuse de fil est principalement utilisée pour fabriquer diverses pièces de forme ronde et divers types de ressorts ronds. Par exemple, une telle machine à cintrer le fil par laminage fonctionne du fait que le fil est amené à travers les rouleaux de guidage jusqu'à un arbre d'un rayon donné, où, du fait de son mouvement de rotation, il se plie autour du doigt un nombre prédéterminé de fois . Dans ce cas, le fil est torsadé selon un rayon donné, qui comporte une goupille de pliage et des rouleaux de roulement. En raison de la position des rouleaux de roulement par rapport à l'arbre central, il est possible de régler et de régler l'angle de pliage ou le pas du ressort. Une cintreuse de fil par laminage, comme d'autres dispositifs mécaniques similaires, est capable de produire un seul type de produit par opération.Pour modifier la gamme de produits, le remplacement des dispositifs de cintrage et la mise en service sont nécessaires.
- Machine à cintrer les fils pour cintrer les fils métalliques par la méthode de poussée. Pour certaines pièces filaires, lors de leur fabrication, il est nécessaire de leur donner des formes complexes de certaines formes géométriques, telles que des rayons variables, des arcs irréguliers, un aspect en spirale, etc. Il n'est pas très efficace de le faire en l'exécutant, et parfois c'est tout simplement impossible, même technologiquement. Par conséquent, le seul moyen possible est d'utiliser la méthode de poussée de fil. Le principe de fonctionnement consiste dans le mouvement de translation du fil métallique à travers une unité de formage à trois rouleaux ou un dispositif spécial d'enroulement de ressorts, dans lequel, en raison de la position des rouleaux de laminage, le produit fini est façonné. En conséquence, vous pouvez obtenir n'importe quelle courbure donnée ou un changement en douceur de la taille du rayon. La principale différence entre le rodage et les autres méthodes de pliage est un agencement d'équipement plus complexe qui nécessite des connaissances particulières lors du réglage et de la maintenance.
- Les machines à dresser sont utilisées comme dispositif supplémentaire dans les lignes technologiques pour la production de divers treillis métalliques pour le dressage et la mise en forme du fil. Deux technologies sont ici utilisées : le redressage tournant avec un cadre et le redressage avec un bloc redresseur à deux plans. Le bloc à deux plans ne conduit pas très parfaitement, mais ne tord pas le fil en même temps. Mais le cadre régulier rotatif a une conception plus complexe, mais de nombreux fabricants de machines-outils le préfèrent toujours à la conception classique de bloc régulier.
2 Quelques caractéristiques importantes de la procédure
La technologie de dessin, selon les experts, n'a qu'un seul inconvénient important. Il s'agit d'un petit indice de déformation du fil. Ceci est dû au fait que le degré de déformation est limité par la résistance de l'extrémité sortante de la pièce, à laquelle est appliquée la force de déformation correspondante.
Le matériau de départ pour le processus technologique décrit est constitué d'ébauches coulées, pressées et laminées en continu à partir de métaux non ferreux, d'aciers alliés et d'aciers au carbone. Un étirage de haute qualité est assuré lorsque la matière première initiale a une certaine microstructure (par exemple, le sorbitol, si nous parlons de fil machine en acier).

Auparavant, le fil d'acier était généralement breveté. Cette opération impliquait d'abord de chauffer le métal à la température d'austénitisation, puis de l'exposer à une fonte de sel ou de plomb (cette exposition a été réalisée à une température d'environ 500 degrés Celsius).

La technologie de fabrication des produits en acier et en cuivre d'aujourd'hui n'implique pas la mise en œuvre d'actions aussi complexes. L'obtention de la structure souhaitée est garantie à la sortie de l'équipement de laminage. Si vous regardez une vidéo sur le fonctionnement d'une machine à tréfiler en continu à grande vitesse moderne, vous pouvez voir qu'elle est équipée d'un complexe de refroidissement combiné (air plus eau) des produits. C'est ce système qui permet d'obtenir la microstructure de fil machine recherchée.
Méthodes industrielles
En production, pour redresser presque tous les types de fil métallique, des machines spécialisées correctement coupantes sont utilisées. Le processus est basé sur deux méthodes principales - ce sont:
- redressage par roulement à travers un système de 5-6 paires de rouleaux, qui sont disposés séquentiellement dans différents plans de sorte que chaque paire suivante soit perpendiculaire à la paire adjacente;
- redresser en dessinant à travers plusieurs matrices spécialement conçues.
En règle générale, ces machines ont nécessairement un dispositif spécial pour le déroulement automatique du fil à partir de bobines ou de bobines.
Pour travailler avec des fils élastiques et des tiges d'acier allié, la technologie de production prévoit le chauffage et la trempe de la structure en acier des pièces à l'aide de brûleurs à gaz ou de radiateurs inductifs à haute fréquence.
Comment fonctionne une machine de dressage-coupe industrielle peut être vu dans la vidéo :
Vidéo utile
Regardez une vidéo où une personne montre comment assembler une structure simple de cintreuse de renfort pour cintrer des barres et un carré :
Dans la deuxième vidéo, un aperçu du mécanisme de pliage du fil et des crochets à friser :
Conclusion
Ce qui est utilisé pour plier le fil est décrit en détail dans l'article. Pour travailler avec ce matériau, vous pouvez utiliser à la fois des outils simples et des installations complexes qui vous permettent d'effectuer un grand nombre d'opérations par minute.
Avec un budget limité, vous pouvez fabriquer votre propre appareil mécanique qui ne sera pas de qualité inférieure aux produits d'usine.
Offres de cintreuses pour barres d'armature, fils, tôles et tuyaux. Sur notre site, non seulement les spécifications techniques sont présentées, mais aussi des vidéos de cintreuses et des photos de produits finis, qui vous permettront de mieux comprendre le processus de fabrication. Si vous n'avez pas trouvé le matériel dont vous avez besoin sur le site, envoyez la fiche technique par mail, nous sélectionnerons la machine pour vos tâches.
Comment aligner le fil sans machine

Par conséquent, pour aligner le fil métallique de la bobine, il convient d'utiliser la méthode d'étirement par force la plus courante, pour cela, il est nécessaire de suivre la séquence suivante:
- Premièrement, une extrémité du fil doit être fixée de manière rigide dans quelque chose de massif et de solide. Pour ce faire, vous pouvez enrouler son extrémité autour de la base d'un support de ligne électrique ou d'un arbre robuste avec un diamètre de tronc d'au moins 25 centimètres.
- Ensuite, nous déroulons manuellement la baie le long du sol et, si possible, l'étirons au maximum.
- À la deuxième extrémité du fil déroulé, nous faisons une boucle et la fixons dans un dispositif capable de le tirer avec effort, c'est-à-dire de le déplacer sur une certaine distance.
- Le processus de redressement consiste à étirer lentement le fil métallique avec un grand effort jusqu'à ce qu'il se transforme en une corde parfaite. Pour fixer la forme rectiligne, vous pouvez la laisser dans cet état tendu pendant une courte durée, environ 5 à 30 minutes.
Une gamme suffisamment large de dispositifs peut être utilisée comme dispositif de tension, en fonction de la taille du diamètre du fil métallique. Ainsi, pour un fil de 2-3 mm de diamètre, des ferrailles d'acier peuvent suffire avec l'effort de deux hommes forts ou l'utilisation d'un treuil mécanique manuel. Mais redresser le fil pour un diamètre de 5 mm et plus demandera des efforts bien importants et pour cela il faudra utiliser soit le timon d'une voiture personnelle, soit la force dynamique d'un tracteur ou d'un camion.