Que sont-ils?
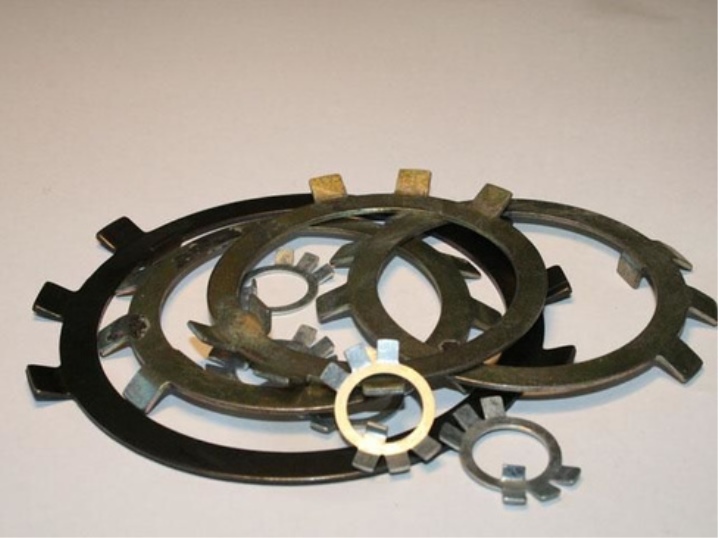
Ces produits sont initialement fabriqués en deux types - légers et normaux, qui ne diffèrent que par le domaine d'utilisation. De plus, les rondelles multi-pieds sont divisées en plusieurs types, également fabriquées conformément aux exigences de GOST:
- pièces de retenue de taille réduite;
- appareils à plusieurs pieds avec un orteil;
- rondelles qui ont des pattes régulièrement groupées sur les parties opposées de l'appareil et sont réparties sur toute la surface extérieure, sans compter la saillie intérieure obligatoire.


Les luminaires sur mesure peuvent différer par leur matériau - ils sont en alliage de titane, d'aluminium et de cuivre. En guise de protection, les pièces sont parfois recouvertes de solutions d'acides, de phosphates, de cadmium, d'huiles spéciales qui augmentent leur résistance à l'usure et leur durée de vie.

Mais la rondelle frein GOST 11872 89, qui est largement utilisée dans l'industrie, la construction et dans la vie quotidienne, est la plus populaire en raison de sa solidité et de sa durabilité garanties.
À quoi ressemble une laveuse à pieds multiples, voir la vidéo ci-dessous.
Description et objectif
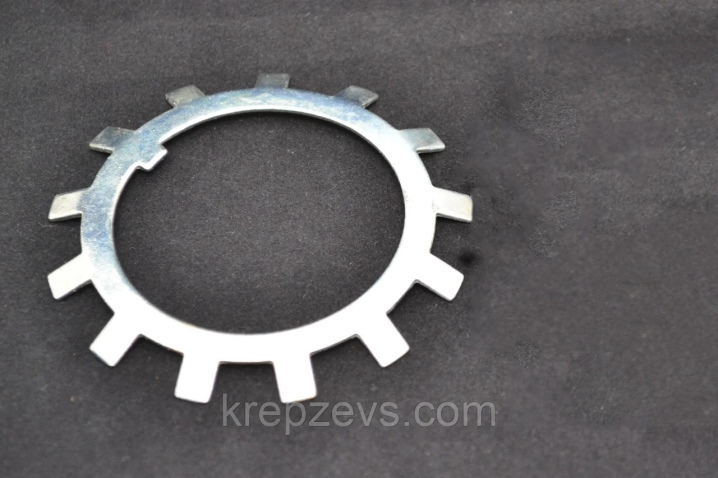
Avec le fonctionnement à long terme de nombreux dispositifs techniques, le principal critère de durabilité est la résistance et la fiabilité de la connexion des différentes parties des structures. Une rondelle frein multi-pieds correctement sélectionnée évite le desserrage spontané des fixations, et les soi-disant pieds l'aident à cela.
Lors de l'utilisation d'écrous à fente sur les arbres, ces dispositifs préservent complètement l'unité structurelle de la destruction. Dans la rainure rainurée, la rondelle de blocage est fixée avec une saillie à l'intérieur, ce qui rend la rotation axiale impossible, tout en maintenant le mouvement normal et sans entrave de la fixation dans le sens de la longueur. 6 pattes spéciales, inclinées à 25 degrés, excluent le dévissage, mais le détail n'est efficace que par rapport aux types d'écrous à fente.
Par conséquent, le dispositif de verrouillage avec une languette intérieure présente les caractéristiques suivantes :
- la présence de saillies externes et internes;
- principalement la fixation est utilisée pour les écrous d'une certaine taille - avec un diamètre de 10-130 mm;
- l'emplacement des pieds le long du diamètre extérieur peut être différent, parfois ils sont fabriqués sur commande selon les dessins présentés, ce qui est dû aux spécificités de la conception pour laquelle les attaches sont utilisées;
- étant donné que les pieds de l'élément peuvent être pliés plusieurs fois pendant le fonctionnement, le matériau principal pour leur production est l'acier inoxydable en plastique de haute qualité;
- en fonction du diamètre du filetage des pièces cannelées, les rondelles de blocage sont constituées de tôles minces de 0,8 à 2 mm d'épaisseur. De plus, la surface des rondelles est recouverte d'une couche protectrice anti-corrosion.
Le principal domaine d'application de la pièce est toutes sortes de structures et de structures d'importance industrielle (tous les mécanismes soumis à des charges sur l'axe de rotation pendant le fonctionnement, sur les arbres des pompes centrifuges, à palettes, des boîtes de vitesses qui modifient la puissance de voitures et équipements de production). Mais dans la vie de tous les jours, l'appareil a également trouvé son utilité - ils sont souvent remplacés par des rondelles plates ordinaires avec un trou à l'intérieur. Certes, il est alors nécessaire de sélectionner le type d'écrou souhaité pour engager les jambes.
Méthodes de contrôle
Dans la fabrication des produits, il considère également comment les paramètres de base sont vérifiés. Diverses méthodes de contrôle ont été développées, dont la plupart sont indiquées dans GOST 18123-82. Les caractéristiques de ce moment sont les suivantes :
- L'angle des pieds peut ne pas être contrôlé.C'est parce qu'il nécessite un outil de haute précision.
- Il est également permis de fabriquer après accord avec le client sans effectuer de contrôle et de test des principaux paramètres. De telles rondelles sont installées exclusivement sur des mécanismes irresponsables.
On distingue un assez grand nombre de méthodes de contrôle différentes, qui excluent la probabilité de libération d'un produit présentant des défauts évidents. Un exemple est l'information ci-dessous:
- Dans la plupart des cas, une inspection visuelle du produit est effectuée. À ce stade, les principaux défauts sont déterminés, par exemple les fissures et les bosses. L'inspection visuelle révèle la plupart des défauts courants, mais les performances de base ne peuvent pas être déterminées.
- Des tests sont effectués pour déterminer les propriétés de base. En règle générale, des paramètres spéciaux sont utilisés pour cela. Ils vous permettent de déterminer la résistance, la fiabilité, la dureté et d'autres propriétés.

En règle générale, toutes les pièces d'un lot ne sont pas testées de manière sélective. La libération d'un produit présentant des défauts évidents est interdite, car ils peuvent ne pas fournir le degré de fixation requis.
Rondelles de blocage avec ergots
Les rondelles de blocage avec ergots sont souvent utilisées lors de la création d'assemblages boulonnés. Le principe de fonctionnement est assez simple: il y a des trous spéciaux sur la surface principale, qui sont conçus pour l'emplacement direct du pied. Ceci élimine la possibilité de défilement et de déplacement du produit de fixation. La rondelle frein à ergots se caractérise également par les caractéristiques suivantes :
- Il y a non seulement des saillies internes mais aussi plusieurs saillies externes.
- Des saillies externes sont utilisées pour plier des écrous à fente spéciaux dans les rainures. Il convient de garder à l'esprit que les hexagones ordinaires ne fonctionneront pas pour une telle connexion.
- En vente, il existe des versions légères et normales de pièces. La différence réside non seulement dans le domaine d'application, mais aussi dans le type de matériau utilisé dans la fabrication.
Lors du choix des rondelles, il faut veiller à ce qu'il n'y ait pas de fissures, d'arêtes vives, de bavures ou de rouille sur la surface. Même des défauts mineurs entraînent une réduction significative de la durée de vie.
De plus, lorsque le pied est plié et plié à plusieurs reprises, aucune fissure ne doit se produire. Pour cela, des alliages spéciaux sont utilisés, caractérisés par une ductilité accrue. Dans la fabrication de tous les produits, les normes GOST 11872-89 doivent être prises en compte.

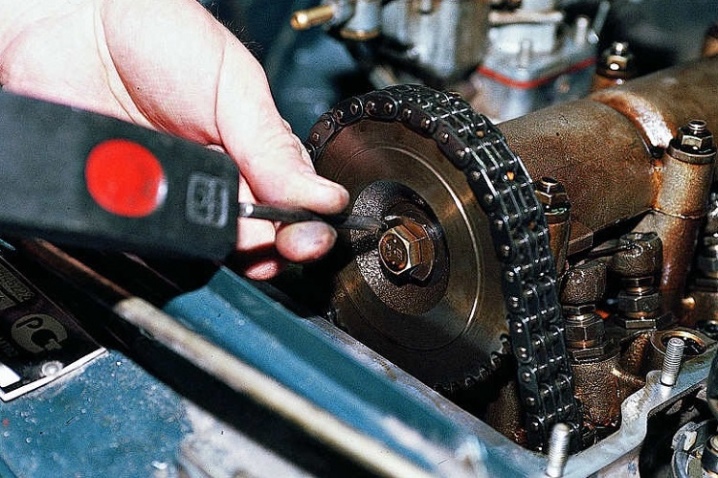
Comment installer et supprimer?
L'installation s'effectue de différentes manières. Cela peut être fait manuellement, mécaniquement ou automatiquement. L'installation mécanique s'effectue à l'aide d'un piston et d'un bouchon conique centré sur le bout d'arbre. La méthode d'installation automatique utilise des presses spéciales et des vérins pneumatiques
Les outils d'installation - c'est important - doivent avoir des surfaces de travail durcies. Cela minimise l'usure potentielle de l'équipement
La méthode d'installation manuelle peut être limitée à l'utilisation d'un tournevis lorsqu'il s'agit de la bague de retenue.
Si vous avez besoin de fixer solidement la connexion filetée, une rondelle d'arrêt est placée entre la tête de la visserie et la base où elle sera vissée. Le vissage le fait rétrécir et "essayer" de se redresser. C'est ainsi que se forme la force de frottement, qui ne permet pas à l'attache de se dérouler. Une rondelle plate (à titre de comparaison) est placée sous la tête dans le même but et fonctionne de la même manière.

Ce sera un problème si la rondelle doit être retirée. Pour beaucoup, cela devient un problème insoluble, mais il existe une issue. Le choix de la solution dépend du poids du produit que supporte le dispositif de retenue. Plus il est lourd, plus il tiendra fort l'axe. C'est-à-dire que dans ce cas, vous devrez utiliser un ciseau et un marteau. Si la charge est petite, même une pince à épiler fera l'affaire.
La tâche principale est de déplacer la rondelle de sa place et de saisir le moment où l'effort s'atténue au moins pendant une courte période. À ce stade, vous devez essayer de dévisser le dispositif de retenue.L'essentiel est d'utiliser un objet fin et plat pour cela. Il doit être inséré rapidement dans le site d'incision.
Si les attaches doivent être remises rapidement en place et que la rondelle est déjà complètement endommagée, vous pouvez prendre un morceau de fil et l'enrouler, ou vous pouvez utiliser un morceau de tube en caoutchouc. Mais ce sont des demi-mesures, avec l'utilisation d'une rondelle en acier, ces options maison ne peuvent être comparées. Les pièces de retenue sont indispensables en tant que retenues qui assurent un fonctionnement fiable des connexions filetées sous des charges élevées.
Vous pouvez apprendre à installer correctement les circlips d'axe de piston des débroussailleuses et des tronçonneuses à partir de la vidéo ci-dessous.
Conditions
Pour que la pièce de fixation garantisse une longue durée de vie, elle doit répondre aux exigences techniques énoncées dans GOST 11872-89. Les principales exigences, selon GOST, comprennent:
- calculer la tolérance des angles;
- la possibilité de vendre des pièces d'épaisseur différente non précisées dans la liste tabulaire ;
- les rondelles sont fabriquées sans pattes pliées, mais cela est convenu avec l'acheteur;
- l'acier utilisé pour créer l'élément doit avoir une dureté de surface allant de 41,5 à 49,5 HRB.
Pour la fabrication, il peut être utilisé comme matériau et bronze, mais une telle pièce sera 2 fois plus chère. Selon les exigences du document, l'objet de fixation ne peut pas présenter de défauts visibles. Les fissures et les éclats réduiront considérablement la résistance de la fixation et d'autres caractéristiques, elles sont donc inacceptables. Les exigences techniques comprennent également les dimensions indiquées dans les dessins.
La méthode de contrôle est une inspection visuelle de la pièce (pour les fissures et les bosses). Il détecte la plupart des défauts, mais ne définit toujours pas les performances de base. Pour le contrôle d'essai des propriétés principales, la pièce est testée sur des installations spéciales pour étudier les indicateurs de résistance, de fiabilité et de dureté.
Rondelle de blocage étoile serrure
Ce mode de réalisation est considéré comme un produit unique qui n'a pas d'analogue parmi les éléments de fixation de sécurité. Les principales caractéristiques sont les suivantes :
- L'utilisation peut améliorer considérablement la fiabilité de la connexion.
- Au moment de l'installation, la destruction du dispositif de retenue doit être effectuée, sinon il ne sera pas possible d'effectuer le travail.
- Le domaine d'application de la rondelle frein de ce type est très large. Un exemple est l'industrie, les mécanismes et structures domestiques, l'équipement médical.
- Dans la fabrication, un métal est utilisé, qui se caractérise par une résistance accrue aux influences environnementales.

Star Lock présente de nombreux avantages :
- Un service à long terme de l'élément de connexion est fourni lors du chargement de la surface jusqu'à 60 tonnes.
- Les faibles coûts d'installation sont également le principal avantage de cette fixation.
- L'utilisation d'alliages spéciaux détermine que le durcissement n'est pas nécessaire.
- La production tient compte des exigences environnementales et techniques.
Le domaine d'application consiste en la fixation d'essieux ou d'arbres de formes diverses.
Rondelle à denture interne
L'appareil appartient au matériel, mais il est auxiliaire, car en soi, il n'a aucune utilité pour la fixation, mais n'est utilisé qu'en tandem avec des écrous et des boulons. Une telle rondelle ne diffère pas extérieurement de la rondelle lisse habituelle, mais présente de petites dents saillantes de la circonférence intérieure. Elle se place sous les attaches, les dents donnent à la rondelle frein un effet de retour élastique. Grâce à ces saillies internes, la zone de pression augmente au niveau des joints, c'est-à-dire là où l'élément est placé. Des produits en acier inoxydable qui empêchent le déroulement des attaches sont fabriqués. Habituellement, ils utilisent le grade A4 ou A2. Certains fabricants produisent des rondelles dentées en acier au carbone, mais avec un revêtement en zinc.Les rondelles de blocage à denture interne, quel que soit le matériau, doivent être fabriquées conformément à GOST 10462-81.Les analogues de l'élément sont deux types de rondelles de forme J (DIN 6798) et I (DIN 6797). Cela ne signifie pas qu'elles correspondent complètement aux propriétés déclarées de la rondelle à denture interne, il est donc impératif de vérifier ce moment directement avec le fabricant.
Verrouiller la rondelle persistante à dégagement rapide
Dans certains cas, il est nécessaire d'assurer un démontage rapide du mécanisme. Pour cela, une rondelle de butée à dégagement rapide est préférée. Il convient aux produits cylindriques avec des diamètres allant de 1 à 38 mm ou plus. Une variété d'alliages peut être utilisée dans la fabrication:
- Acier à ressort, caractérisé par une élasticité accrue.
- Acier inoxydable à haute concentration en chrome.
- Bronze. Ce métal non ferreux est également très résistant à l'humidité et à certains produits chimiques.
Lors du choix, une attention particulière est accordée à un assez grand nombre de paramètres différents, dont la plupart sont indiqués dans la documentation technique. Les principaux sont :
- Diamètre d'une rainure d'arbre appropriée. L'installation de l'élément de fixation est souvent réalisée dans des rainures spéciales usinées dans l'arbre.
- Le diamètre extérieur du produit. Il est également indiqué dans la documentation technique applicable.
- Diamètre extérieur de l'arbre. Ce paramètre est considéré comme le plus important. Dans ce cas, le diamètre de la surface filetée peut différer considérablement.
- Épaisseur de la rondelle. La résistance et la fiabilité du joint résultant dépendent de ce paramètre, car le déplacement axial peut provoquer une déformation.
- Largeur de rainure.
- Porte-à-faux minimum.
La fabrication d'une rondelle à dégagement rapide persistante est réalisée en tenant compte des normes spécifiées dans GOST ou DIN... Tous les paramètres requis peuvent être trouvés dans les tableaux, selon lesquels la sélection d'une version appropriée est effectuée.
CONDITIONS TECHNIQUES GÉNÉRALES
Édition officielle
Moscou
Standardinform
2006
Spécifications générales
GOST
10461-81
Rondelles anti-vibrations avec dents.
Spécifications générales Remplace
GOST 10461-63
ISS 21.060.30 OKP 45 9800
Par le décret du Comité d'État de l'URSS pour les normes du 31 mars 1981 n ° 1702, la date d'introduction a été fixée
01.01.82
La limitation de validité a été levée par la résolution de la norme d'État de l'URSS du 27 décembre 1991 n ° 2209
La présente norme s'applique aux rondelles-freins poinçonnées et rainurées à dents intérieures et extérieures pour fixations filetées.
1. DIMENSIONS
1.1. Les rondelles frein dentées doivent être formées et dimensionnées pour répondre aux normes de conception et de taille pour des types de rondelles spécifiques.
1.2. Un schéma de construction du symbole des rondelles frein à dents est donné en annexe.
2. EXIGENCES TECHNIQUES
2.1. Les rondelles frein à dents doivent être fabriquées conformément aux exigences de la présente norme conformément aux dessins d'exécution approuvés de la manière prescrite.
2.2. Les grades de matériaux et de revêtements doivent correspondre à ceux indiqués dans le tableau. La dureté des rondelles en acier doit être de 43,5 ... 47,5 HRC3, 419 ... 477 HV, et bronze pas moins de 90 HRB ou 190 NU.
|
Matériel |
enrobage |
||
|
Vue |
Désignation de type selon GOST 1759-80 * |
Désignation et épaisseur minimale selon GOST 9.306-85 |
|
|
Sans couvercle |
— |
— |
|
|
Acier 65G selon GOST 14959-79 |
Zingué chromaté |
01 |
Tsb.khr |
|
Chromé au cadmium |
02 |
Kdb.xr |
|
|
Zinc |
09 |
Ts6 |
|
|
Bronze Br KMts 3-1 |
Sans couvercle |
— |
— |
|
GOST 18175-78 |
Nickel |
03 |
H6 |
* GOST 1759,0-87, GOST 1759,1-82, GOST 1759,2-82, GOST 1759,3-83, GOST 1759,4-87, GOST 1759,5-87 sont en vigueur.
Édition officielle
Réimpression interdite
Edition avec modification n° 1, approuvée en mars 1986 (IUS 6-86).
Autorisé:
fabriquer des rondelles à partir d'autres matériaux dont les propriétés mécaniques ne sont pas inférieures aux propriétés des matériaux indiqués dans le tableau,
appliquer d'autres types de revêtements conformément à GOST 9.306-85, non répertoriés dans le tableau.
Exigences techniques pour les revêtements - selon GOST 9.301-86.
(Édition modifiée, amendement n° 1).
2.3. La fragilité due à l'hydrogène des rondelles qui se produit pendant le processus de revêtement doit être éliminée.
2.4.La surface des rondelles doit être propre, exempte de captivité, de couchers de soleil, de bulles, de coquilles, de fissures, de délaminage de matériau, de bavures, de tartre, de rouille.
2.5. Les bords des points d'encoche des dents des rondelles rainurées doivent être tranchants et orientés le long du rayon.
2.6. Les dents de la rondelle doivent être réglées de manière à résister au dévissage des filetages à droite.
2.7. La saillie des dents H des deux côtés de la partie plate de la rondelle doit être uniforme, tandis que la plus grande taille des dents saillantes d'un côté ne doit pas être plus de 1,2 fois plus petite que la taille des dents saillantes de l'autre côté .
(Édition modifiée, amendement n° 1).
2.8. Après avoir testé l'élasticité des rondelles, la hauteur du sertissage des dents H doit être d'au moins 0,8 par rapport à la hauteur du montage avant l'essai.
2.9. Après avoir testé les rondelles pour la torsion, les rondelles doivent être exemptes de fissures.
4. MÉTHODES DE CONTRLE
4.1. La méthode de mesure de la dureté est conforme aux normes GOST 9013-59, GOST 9012-59, GOST 2999-75.
La dureté est mesurée sur 3 à 6 échantillons de référence fournis pour le traitement thermique avec
rondelles. Avant de mesurer la dureté, la couche décarburée doit être retirée.
(Édition modifiée, amendement n° 1).
4.2. Contrôle de la qualité et épaisseur du revêtement - conformément à GOST 9.302-88.
4.3. Le test de l'élasticité des dents est réalisé en comprimant et en maintenant la rondelle dans l'appareil pendant 24 heures.
Les rondelles en acier doivent être testées sur les appareils en acier d'une dureté de 229 ... 241 HB, et les rondelles en bronze - sur les appareils en laiton d'une dureté de 75HB.
Un boulon (vis) du diamètre correspondant avec un pas de filetage important est vissé à la main jusqu'à ce que la rondelle frein touche l'emballage, puis la rondelle est pressée en serrant le boulon avec une clé à un angle de 120 ° à 150 °.
(Édition modifiée, amendement n° 1).
4.4. Essai de torsion des rondelles : découper le rebord de la rondelle frein et l'écarter axialement sur une distance égale à la moitié du diamètre intérieur de la rondelle.
5. MARQUAGE ET EMBALLAGE
5.1. Protection anticorrosion temporaire, emballage des rondelles et étiquetage des conteneurs - conformément à GOST 18160-72.
(Édition modifiée, amendement n° 1).
APPLICATION
Obligatoire
Machine à laver
Schéma de construction d'une désignation conventionnelle des rondelles frein
X.
1
XX.
2
X ... X.
3
XXX
GOST X ... X-XX
6
1 - exécution. L'exécution 1 n'est pas spécifiée ; 2 - diamètre du filetage de la fixation; 3 - qualité matérielle; 4 - désignation conventionnelle du type de couverture ; 5 - épaisseur de revêtement; 6 - désignation de la norme pour un type spécifique de laveuse.
Un exemple de désignation d'une rondelle frein de version 1 pour une attache avec un diamètre de filetage de 12 mm, en acier 65G, avec un revêtement en zinc chromé de 6 microns d'épaisseur :
Rondelle 12.65G.016 GOST 10461-81 ANNEXE. (Édition modifiée, amendement n° 1).
Types de laveuse
La rondelle frein DIN est souvent utilisée comme élément de fixation, ce qui exclut la possibilité de dévissage dans des conditions de fonctionnement normales. Il convient de garder à l'esprit qu'il existe un assez grand nombre de types différents de produits similaires, la classification est effectuée en fonction de la forme et du type de matériau utilisé. Un exemple est le fait que l'acier à ressort est souvent utilisé, qui se caractérise par une élasticité élevée. Toutes les rondelles de blocage sont divisées en plusieurs groupes principaux :
- Grover.
- Cranté.
- Poupée.
- Avec encoches et rainures spéciales.
- Avec des pattes.
- Coin.
Tous les types de rondelles freins se caractérisent par leurs spécificités qui doivent être prises en compte. Un exemple est la version courante avec dents internes ou rainurage. Leurs caractéristiques sont les suivantes :
- La partie principale est représentée par un anneau en métal.
- Des coupes sont créées le long de la surface, situées dans différents plans.
Dans la plupart des cas, la rondelle est fabriquée en acier à ressort. Au cours du processus de production, il subit une déformation élastique, ce qui exclut le risque de dévissage spontané des fixations.
Presque toutes les pièces de retenue à ressort ont une section carrée.Dans le même temps, pour une extension significative du champ d'application, un revêtement anti-corrosion peut être appliqué sur la surface. Le problème avec la plupart des pièces métalliques est qu'une exposition prolongée à une humidité élevée provoque l'apparition de rouille et, avec le temps, réduit les performances.
Il existe également sur le marché une rondelle fendue plate ou conique. Dans ce cas, selon le domaine d'application, les dents peuvent être situées à l'intérieur et à l'extérieur. Ce groupe est divisé en plusieurs sous-groupes :
- Poupée.
- Avec des pattes différentes.
- Avec des saillies.
Une rondelle frein à cosses est utilisée lorsqu'elle est nécessaire pour assurer une grande fiabilité de la connexion. La surface à plusieurs pieds s'engage dans des rainures spéciales, éliminant ainsi la possibilité que l'attache tourne. Les pieds peuvent être de différentes longueurs.
Conditions
Les rondelles frein à ergots internes, nécessaires au blocage des écrous à fente, doivent être conformes aux exigences et normes de GOST, en particulier applicables aux produits de classe de précision A.

Exigences techniques pour ces pièces :
- l'absence de tout mariage, défauts et dommages - fissures, déchirures, bavures, arêtes vives, coquilles;
- absence de traces de corrosion, rouille;
- la norme nationale exige 6 pieds à un angle de 25 degrés;
- le matériau du produit doit être durable et en même temps plastique - lors de la flexion des jambes, des fissures ne doivent pas se former dessus, par conséquent, différents métaux sont utilisés comme matières premières pour la fabrication, mais principalement du laiton, des qualités d'acier inoxydable A4, A2 , Acier Carbone;
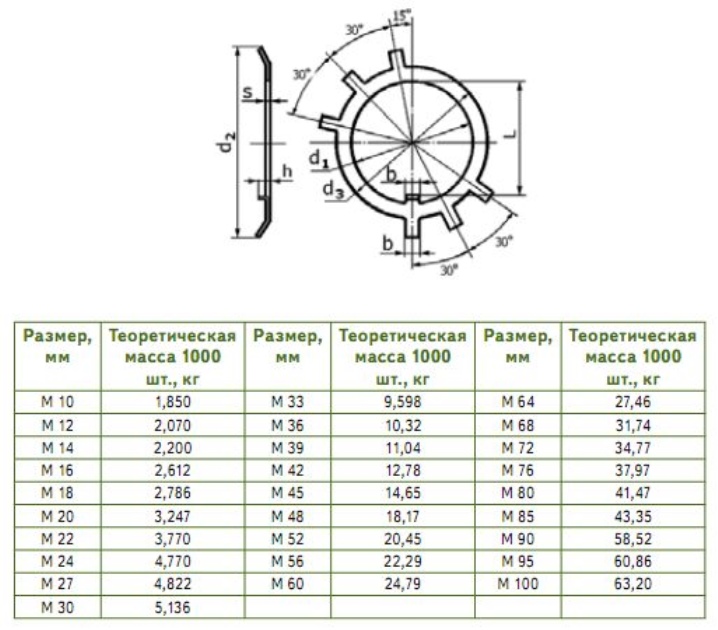
- une certaine masse est prévue pour les produits métalliques;
- les rondelles peuvent être recouvertes d'une couche de protection en zinc, chrome ou oxydation, mais l'absence de revêtement anti-corrosion est également admise ;
- chaque pièce doit être réalisée conformément aux plans et tableaux de dimensions, en tenant compte du type de rondelle et du diamètre de filetage des écrous à fente.
Cependant, certaines corrections sont autorisées - tolérances d'angle, réalisation de pièces d'épaisseurs différentes, en plus de celle indiquée dans le tableau des normes.
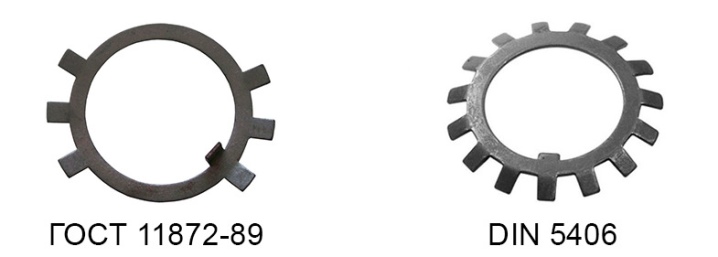
Je dois dire que dans notre pays, des rondelles à plusieurs pieds sont utilisées, qui ne sont pas seulement orientées vers le GOST russe. On utilise souvent des pièces fabriquées conformément à la norme DIN 5406. Mais ces normes ne doivent pas être considérées comme complètement identiques, d'autant plus que les produits DIN ont souvent un plus grand nombre de saillies internes et d'autres différences.
Rondelles de blocage pour fixations filetées
Les raccords vissés sont aujourd'hui très répandus. Cela est dû à leur simplicité et leur fiabilité. Cependant, il existe un inconvénient important - l'écrou peut être dévissé sous l'influence d'une charge ou d'une vibration appliquée. C'est pourquoi une rondelle de blocage avec des dents internes ou leur emplacement externe est utilisée. Les caractéristiques de leur application sont les suivantes :
- La possibilité d'un déroulement arbitraire sous l'influence des vibrations et de la charge appliquée est exclue.
- La fiabilité de la connexion est considérablement augmentée.
- Le coût de la rondelle est relativement faible, mais elle peut être installée dans des mécanismes critiques et coûteux.
Il existe également une rondelle frein à dents externes, qui sont très répandues. Le choix d'une pièce adaptée s'effectue en fonction du domaine d'utilisation du mécanisme.
Champ d'application
Les rondelles, servant de butée pour la connexion et la fixation de diverses pièces, équipées de dents internes, sont utilisées comme garnitures pour les fixations dans des conditions où il y a des vibrations et des risques de déformation. Ils vous permettent de réduire l'impact des facteurs négatifs, c'est-à-dire de réduire le degré de rigidité des pièces.En d'autres termes, les produits de quincaillerie sont utilisés lors de "déplacements" ou constamment exposés à des influences extérieures. Les rondelles de blocage avec des dents sur la circonférence intérieure sont largement utilisées dans les connexions domestiques. Le plus souvent, ils sont utilisés dans l'industrie du meuble et la construction en bois. Ils sont utilisés en conjonction avec des goupilles, des vis, des goupilles, des boulons. La condition principale pour créer une connexion est que les tailles de ces éléments correspondent.