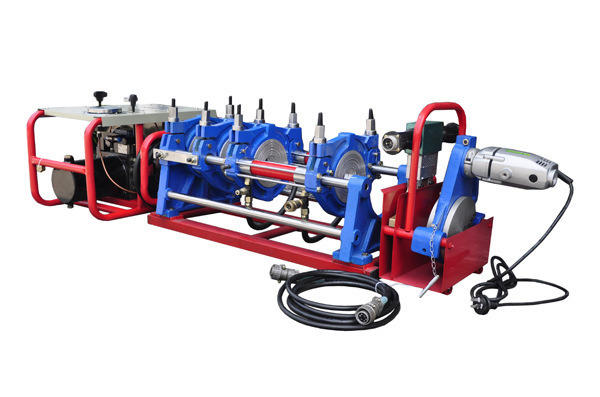
Appareils de soudage professionnels
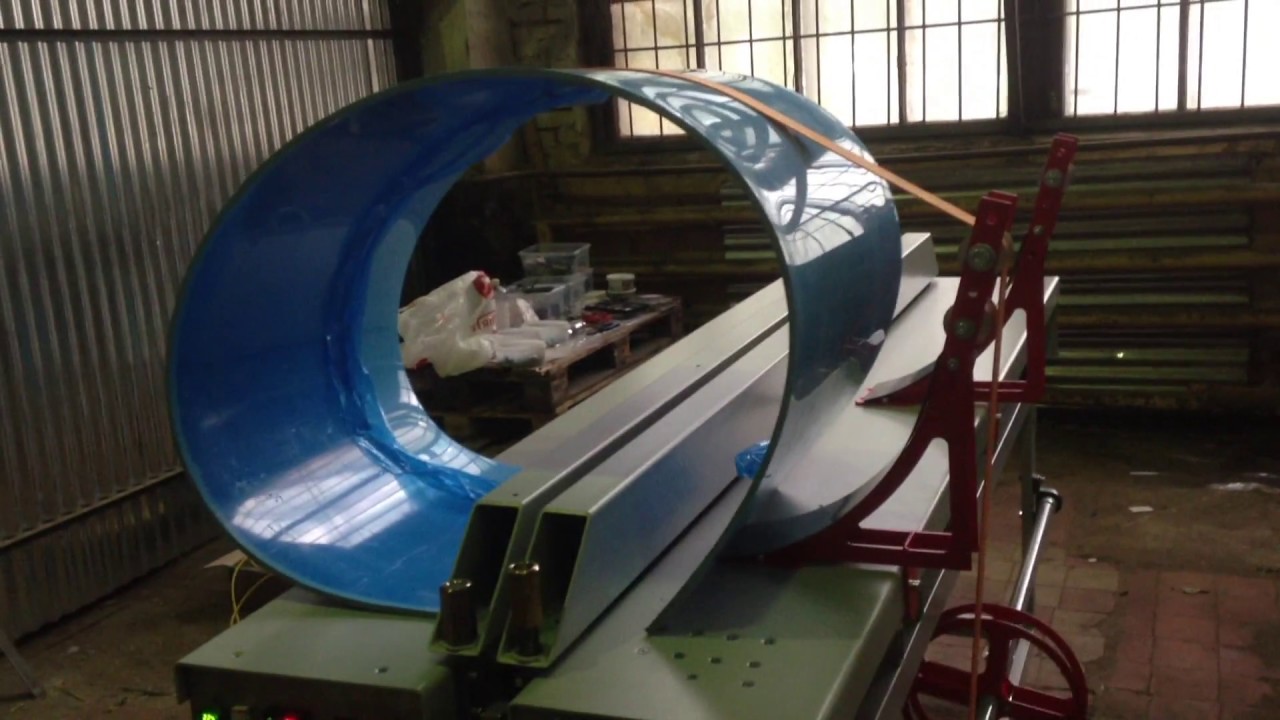
Pour les travaux à grande échelle (par exemple, pour créer des couvertures pour de grandes serres ou pour des activités commerciales), il est recommandé d'utiliser des appareils de soudage professionnels en polyéthylène. Les avantages de ces dispositifs sont qu'ils permettent un réglage flexible des paramètres de pression, température, vitesse de déplacement le long de la couture. Si vous travaillez avec le même lot de polyéthylène, une fois que vous avez défini les valeurs requises, vous pouvez effectuer le processus de soudage à grande vitesse.
Les dispositifs de scellage ont souvent des rouleaux d'entraînement et de tension qui permettent de tirer le film à assembler à la même vitesse, ce qui a un effet bénéfique sur la qualité finale du joint.

Les appareils industriels sont disponibles dans différents types. Il peut s'agir de chauffage par contact ou de chauffage à air chaud.
Les opérations avec de grandes surfaces de matériau sont rentables lors du choix d'un joint par soudage, car il n'y a pas besoin d'adhésifs ou de scotch. La productivité et la précision du travail sont considérablement augmentées. Le bas point de fusion et la souplesse du matériau permettent la connexion par soudage à domicile. La résistance du joint qui en résulte dépend principalement de la température et de la propreté des surfaces à assembler.
Paramètres de soudage pour les produits en polyéthylène et polypropylène
Indice de fluidité à l'état fondu (MFR)
Soudage du polyéthylène haute densité (PE-HD, HDPE)
Produits en polyéthylène haute densité du groupe de fusion d'indice 005 (MFR 190/5 : 0,4-0,7 g/10 min.), du groupe 010 (MFR 190/5 : 0,7-1,3 g/10 min.) ou des groupes 003 ( MFR 190/5 : 0,3 g/10 min) et 005 (MFR 190/5 : 0,4-0,7 g/10 min) conviennent pour le soudage ensemble. Ceci est confirmé par le DVS 2207 partie 1 (DVS - Association allemande de soudage) et documenté par le DVGW (Association allemande du gaz et de l'eau).
Soudage du polypropylène : polypropylène homopolymère (PP type 1, PP-H) et polypropylène bloc copolymère (PP type 2, PP-C, PP-R)
La soudabilité du polypropylène est indiquée dans le groupe d'indice de fusion 006 (MFR 190/5 : 0,4-0,8 g/10 min.). Ceci est confirmé par les normes DVS 2207 partie 11.
Température du procédé de soudage du polypropylène et du polyéthylène
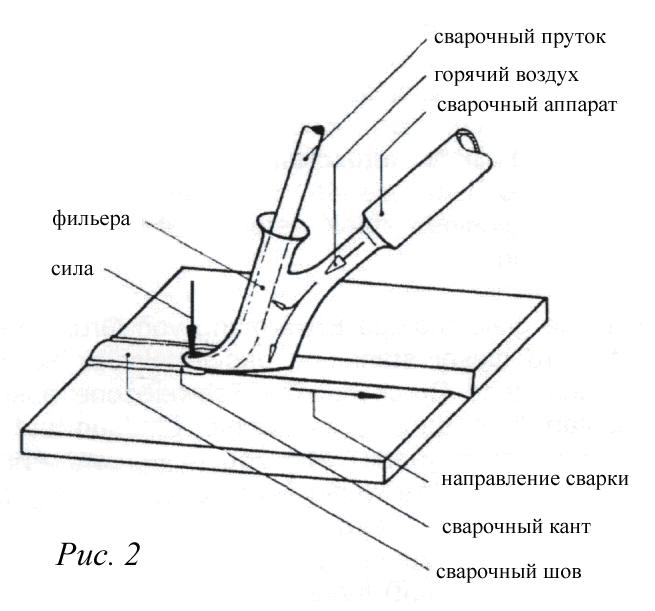
Soudage au gaz chaud
| Air, l/min. | Température à la buse ˚ С | Vitesse du gaz cm / min | ||||
| Diamètre de la buse, mm | Diamètre de buse à grande vitesse | |||||
| 3 | 4 | 3 | 4 | |||
| Soudure du polyéthylène | 60-7060-7060-70 | 300-340300-340270-300# | 10-1510-15- | environ 10 environ 10- | 50-6050-6025-30 | 40-5040-5020-25 |
| Soudure polypropylène | 60-7060-7060-70 | 280-320280-320280-320 | environ 10 environ 10 environ 10 | 50-6050-6050-60 | 40-5040-5040-50 |
Soudage avec une extrudeuse manuelle
| Température de l'extrudat mesurée à la sortie de la buse, º C | Température de l'air mesurée à la buse d'air chaud, ºC | Volume d'air, litres / min. | |
| PE solide PP | 200-230200-240 | 210-240210-250 | 350-400350-400 |
Influence de l'humidité
Les produits à souder (feuilles, plaques) et le fil à souder en polyéthylène et polypropylène peuvent absorber l'humidité dans certaines conditions. À la suite de recherches menées par un certain nombre de fabricants, il a été révélé que les baguettes de soudage en polyéthylène et en polypropylène en polyéthylène et en polypropylène absorbent l'humidité en fonction du matériau et de l'environnement. Lors du soudage par extrusion, l'humidité peut apparaître sous la forme de piqûres dans le joint ou de surfaces de joint rugueuses. Ce phénomène s'intensifie avec l'augmentation de l'épaisseur du joint.
Afin de prévenir de telles conséquences indésirables, les recommandations suivantes ont été élaborées :
- Installation de séparateurs d'humidité et d'huile dans le système d'alimentation en air,
- Eviter les écarts de température importants entre les pièces à souder (humidité des condensats),
- Stocker le cordon de soudure, si possible, dans un endroit sec,
- Séchage du cordon de soudure à 80°C pendant au moins 12 heures,
- Soudage de joints larges (> 18mm) en plusieurs passes.
Selon le type de chauffage du polypropylène et du polyéthylène, on distingue les types de soudage suivants:
- Soudage des thermoplastiques à l'air chaud (sèche-cheveux)
- Soudage de thermoplastiques avec une extrudeuse
- Soudage de thermoplastiques avec élément chauffant
- Soudage haute fréquence des thermoplastiques
- Soudage laser des thermoplastiques
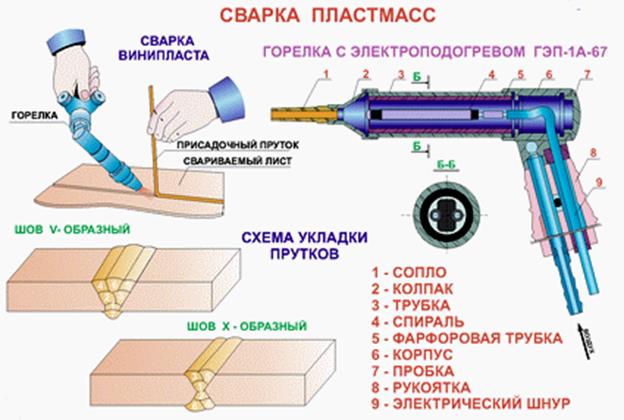
Soudage avec barre
Par exemple, lors de la pose de linoléum PVC, un soudage à l'aide d'une tige de remplissage est requis. Le linoléum est pré-préparé. Il doit être bien ajusté au sol.









Tous les joints doivent être installés sans interstices ni interstices. Une couture de qualité sans l'utilisation d'équipements spéciaux est très difficile. Un sèche-cheveux ordinaire n'est pas en mesure de le faire en raison de l'épaisseur importante du linoléum.
Nécessite des outils et équipements spéciaux. Avant de souder avec une barre, les bords doivent être préparés, la barre fondue assurera leur connexion fiable. Les nodules formés sont retirés avec un couteau spécial.
Souder avec un fer à souder
Un fer à souder électrique ordinaire convient également pour fixer le film dans un environnement domestique. Il est préférable de mettre une plume d'étudiant ou d'affiche, en métal, sur sa piqûre. Si le polymère est brûlé, la pointe est légèrement décalée par rapport à la pointe de l'appareil - cela réduit la zone de transfert de chaleur.
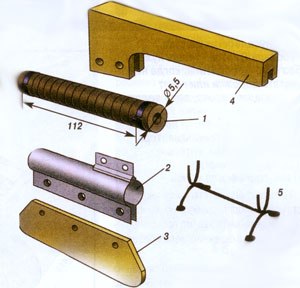
Le soudage est plus fiable si vous attachez des rouleaux spéciaux au fer à souder. À la pointe, la piqûre est meulée jusqu'à la butée, une rainure est découpée au centre de l'extrémité, pour laquelle une scie à métaux est utilisée. Vous aurez besoin d'un disque en cuivre d'un diamètre de 1 cm (ceux qui sont sérieusement préoccupés par la construction d'un tel appareil peuvent le sculpter eux-mêmes).
Percez un trou d'un diamètre d'environ 5 mm pour la fixation essieux, insérez le disque dans la fente prévue et fixez-le. Il doit tourner librement. Pour obtenir une soudure lisse, suivez-la le long d'une règle. L'appareil doit être conduit jusqu'au point où la couture se termine sans se déchirer, avec une pression. Le plus souvent, cette approche est utilisée pour sceller les sacs. Pour obtenir une belle couture, entraînez-vous un peu sur les pièces inutiles.
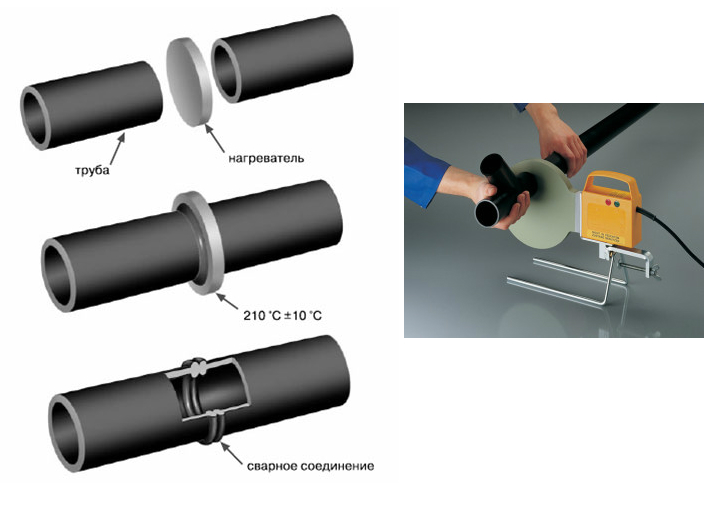
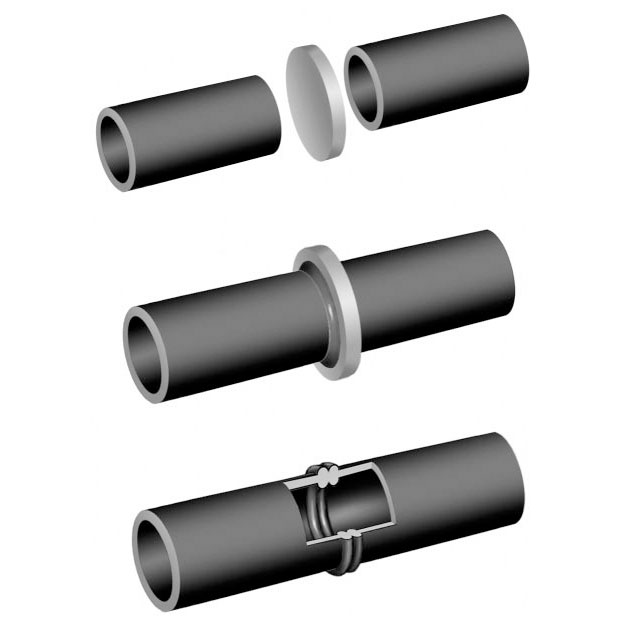
Soudage du polyéthylène avec élément chauffant (soudage bout à bout)
Le soudage du polyéthylène avec un élément chauffant (également appelé soudage bout à bout) est utilisé pour souder des plaques, des blocs et d'autres profilés de produits semi-finis. Ce type de soudage est extrêmement répandu pour le soudage de canalisations thermoplastiques. Contrairement aux deux méthodes de soudage précédentes, cette méthode ne nécessite pas l'utilisation de matériau d'apport.
Pour le soudage avec un élément chauffant, le soi-disant. machines à souder bout à bout dont le principe de fonctionnement (chauffage avec un élément chauffant de différentes formes) est le même et ne diffère les uns des autres que par le type d'entraînement (manuel, mécanique, pneumatique, etc.), qui transfère la cisaille force aux éléments à souder. De plus, les machines à souder bout à bout se distinguent par un ensemble complet d'équipements spéciaux et toutes sortes d'options - par exemple, pour souder des tôles en biais, pour plier des tôles à souder.
Certains types de machines de soudage bout à bout, en plus du HDPE, permettent également le soudage du HMPE et de l'UHMWPE.
Lors du soudage bout à bout du polyéthylène, la chaleur nécessaire est fournie directement de l'élément chauffant à la zone de soudage des surfaces à assembler. De cette manière, une répartition de chaleur plus favorable est obtenue, de sorte qu'aucune des zones du matériau n'est plus chargée en chaleur que l'autre. De plus, les surfaces de contact de l'élément chauffant doivent être propres et complètement adjacentes. Ce type de soudure présente peu de contraintes internes et peut être chargé de la même manière que le matériau d'origine.
Application d'un fer à souder pour souder un film
L'assemblage de feuilles de polyéthylène à l'aide d'un fer à souder conventionnel (40-60 W) vous permet d'obtenir une soudure solide, tandis que des modifications mineures de l'outil sont nécessaires. L'utilisation d'un fer à souder sans pointes spéciales ne donnera pas un résultat de haute qualité. Le joint sera inégal, la formation de points d'étalement du matériau est possible.
Schéma de soudage du film.
Pour obtenir un bon résultat et des joints de soudure de longueur importante, l'utilisation de dispositifs supplémentaires sera nécessaire. Il existe plusieurs options pour modifier le fer à souder.
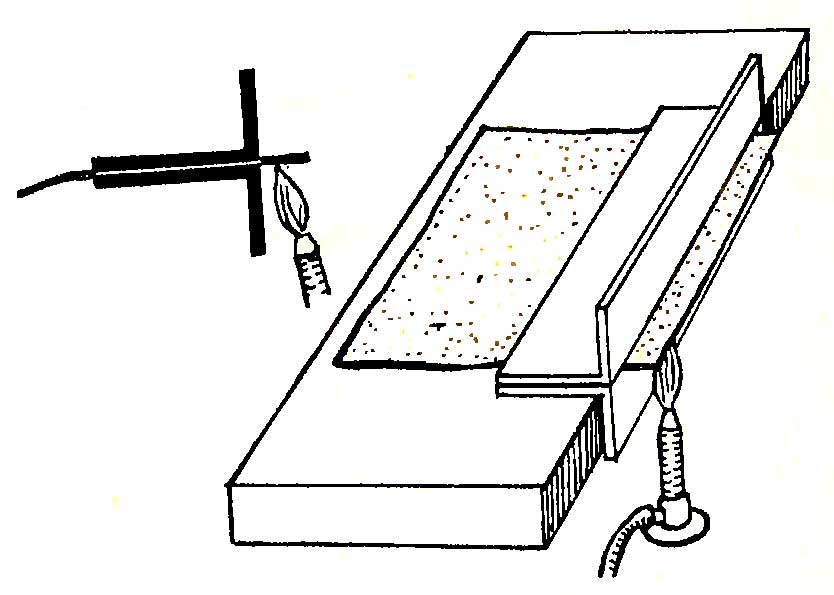





Un fer à souder ordinaire est pris, puis la pointe de la pointe en est retirée. À l'aide d'une scie à métaux, une coupe est créée. Après cela, une plaque de cuivre ou d'aluminium est insérée dans la coupe, qui est fixée avec un rivet. La surface de la plaque est traitée, ses bords sont arrondis à la lime. Le soudage est effectué en appuyant légèrement sur le fer à souder à un angle de 45 ° et en le déplaçant uniformément.
La température et la pression sont choisies empiriquement. Lors de la création d'un joint, il est recommandé de placer un substrat plat en bois ou en textolite sous la couche inférieure du film et de centrer le fer à souder sur une barre plate. Dans certains cas, du papier fin interférera entre la plaque et le film. Cela est vrai si un film mince est soudé. Après avoir créé une couture, le papier est soigneusement séparé.
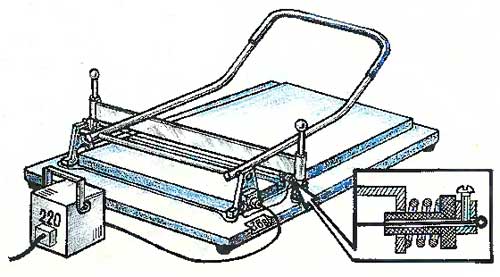
Un échantillon approximatif de la buse est illustré à la figure 1 (1 - plaque; 2 - fer à souder et sa tige).
Schéma de soudage par ultrasons.
Il est possible d'installer le disque dans un tube de pointe séparé et celui-ci est à son tour placé sur la pointe du fer à souder. Des morceaux de film sont soudés en roulant un fer à souder chauffé à la distance requise. La quantité de pression est régulée en fonction du cordon de soudure. Cette méthode permet d'effectuer un travail important.
Soudure de film à faire soi-même
Les canalisations en polyéthylène sont installées de deux manières: à l'aide de raccords et de brides ou de plusieurs types de soudage.
La connexion nécessite des raccords spéciaux (raccords et prises) et sans eux. Pour les tuyaux avec une épaisseur de paroi inférieure à 4,5 (diamètres 50-110 mm), le soudage à l'aide de raccords est utilisé, pour les tuyaux plus gros avec une paroi plus épaisse, le soudage bout à bout et l'extrudeuse sont acceptables.
La diffusion
La méthode de diffusion consiste à chauffer les extrémités à un état d'écoulement visqueux. Les extrémités préparées des ébauches sont jointes et légèrement comprimées. Sous l'influence de la pression, les molécules de polymère mobiles se déplacent dans les pièces à assembler, se mélangent, une fois refroidies, se solidifient dans une nouvelle position, forment de nouvelles liaisons chimiques et assurent une adhérence fiable des tuyaux les uns aux autres.
Méthode de la cloche
Pas la manière la plus typique. Il existe deux variantes d'exécution : au moyen de tuyaux à emboîtement et de raccords. La méthode elle-même ressemble au soudage de canalisations en polypropylène: une douille ou des raccords et des pièces sont chauffés à l'aide d'un fer à souder avec une buse spéciale.
Ensuite, la pièce est insérée dans la douille d'un autre tuyau ou raccord, fixée, pressée et maintenue. Le temps de soudage est de 20 secondes. Si des raccords sont utilisés, le deuxième tuyau est soudé dans le raccord de la même manière. Le coût des raccords est faible, les produits avec une prise sont rarement trouvés dans les magasins.
La connexion est fiable et durable, les petits diamètres peuvent être soudés.
Soudage bout à bout
Avant d'effectuer des travaux, coupez le tuyau en polyéthylène strictement perpendiculairement et nettoyez soigneusement les extrémités. Ensuite, le tuyau est fixé dans la machine à souder et soigneusement centré.
Refroidissez le joint, puis retirez la machine. Le travail a ses propres subtilités, il nécessite deux personnes.









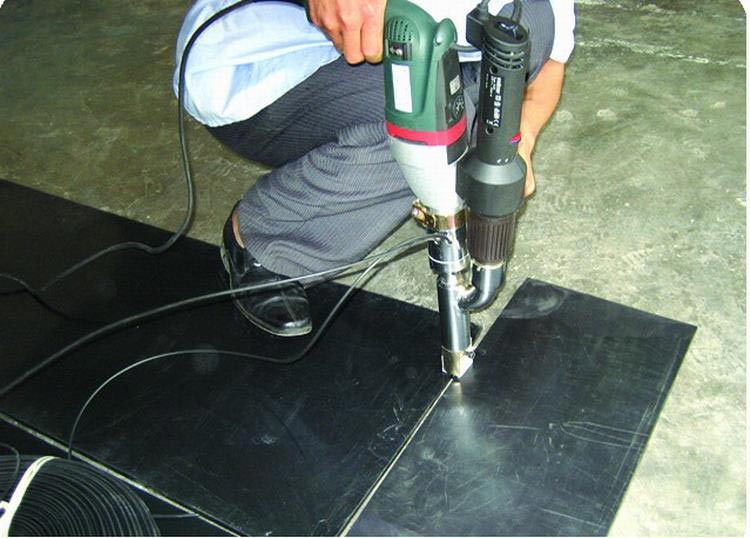
Soudage par extrudeuse
Extrusion - soudage à l'aide d'un petit appareil à partir duquel le polyéthylène fondu est extrait sous pression. Les matières premières sous forme de tiges ou de pastilles sont chargées dans l'extrudeuse.
L'extrusion est utilisée sur les conduites sous pression avec une épaisseur de paroi de plus de 6 mm, mais elle peut également être utilisée pour colmater les canalisations d'égout sans pression avec une paroi plus mince. La jonction est chauffée par un courant d'air chaud.
Il est conseillé de chanfreiner les extrémités.
Instruments et appareils
Fer à souder
C'est un moyen assez simple de connecter des parties des toiles, car il y a des fers à repasser ménagers dans presque tous les foyers.
Pour connecter le polyéthylène de cette manière, vous devez placer un bloc de bois sur la table. Sur ce genre de stand, se situent les bords des toiles connectées.
Ils doivent dépasser des bords de la barre de vingt millimètres. Par le haut, le polyéthylène est recouvert d'une feuille de matériau réfractaire (cellophane, film fluoroplastique).
La formation du joint peut être accélérée par un refroidissement ultérieur. Pour ce faire, après exposition à des températures élevées, le joint est traité avec un chiffon humide.

Le fer s'incline de cinq degrés lors du passage sur la jonction. Vous devez le déplacer lentement, le long de l'articulation. Une fois qu'il ne suffit pas de former une couture solide, la procédure doit être répétée environ quatre à cinq fois.
De plus, pour travailler avec le fer, des pointes à souder spéciales sont utilisées, qui sont fixées sur le dessus de l'appareil. Ils ont une base nervurée plate.
Souder avec un fer à souder
Un fer à souder domestique d'une puissance de 40-60W est utilisé pour souder deux feuilles de film. Cependant, cet appareil a besoin d'améliorations pour faire ce travail.
Pour travailler avec du polyéthylène, la pointe de la panne est retirée du fer à souder. Après cela, une coupe est créée, dans laquelle une plaque d'aluminium ou de cuivre est insérée. La plaque est fixée avec un rivet, traitée et arrondie avec une lime.
L'impact sur la jointure des toiles se fait à un angle de quarante-cinq degrés. Le fer à souder est pressé contre la surface, après quoi il se déplace lentement le long du joint. Le mouvement doit être uniforme, sans saccades ni arrêts.
La roue est un disque d'un diamètre de huit à dix millimètres. Le matériau du disque peut être en aluminium ou en cuivre.








Tu peux le faire toi-même. La roue métallique est placée dans la coupe, dans laquelle elle est fixée avec un axe. La méthode de connexion avec une roue consiste à la chauffer avec un roulement supplémentaire le long du joint.
Équipement spécial
Lors du choix de l'équipement, la prévoyance est nécessaire
Il est important de considérer la complexité du travail. Pour faire face à de gros volumes de films, des équipements industriels sont utilisés.
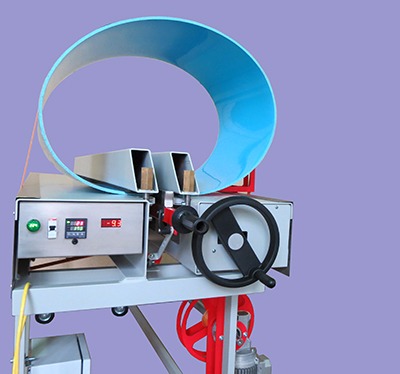
Des dispositifs spéciaux sont utilisés pour connecter le polyéthylène. Leur coût est différent. Il convient de noter le modèle budgétaire PP-40.
Il permet d'obtenir une couture uniforme et solide sur n'importe quel contour : droit ou complexe. Le PP-40 a la forme d'un fer à souder, mais a une pointe différente.
Ils utilisent également des buses spéciales pour fers à repasser électriques. Ils sont fabriqués à partir de tôles telles que l'aluminium. La base des buses est plate et nervurée. Une telle surface fixe fermement le joint de film pendant le soudage.
Les bords du film sont fixés avec des nervures. Après cela, le rail est déplacé le long de la section à souder. Cela crée une double couture.
Les gros travaux nécessitent des outils plus sérieux. Pour créer un joint d'une grande surface de film, vous avez besoin d'un équipement spécial pour le soudage.
Un tel équipement est équipé de réglages pour le niveau de pression, la température, la vitesse de déplacement de l'élément chauffant sur la surface du polyéthylène. Dans les options domestiques pour la formation de coutures de film, il n'y a pas de telles fonctions.
En plus des boutons de réglage, les machines à souder sont équipées de mécanismes à rouleaux. Ce sont les éléments d'entraînement et de tension qui stabilisent la vitesse d'avance des bandes de film à souder.
Cela améliore la qualité de la soudure du polyéthylène, augmente la résistance du joint.
Il existe des appareils qui utilisent différents modes de chauffage : air et contact. Le chauffage de l'air est produit en exposant le matériau à l'air chaud. Avec un contact, il s'agit d'un élément chauffant en contact avec le matériau.






Utiliser un fer à repasser comme réchauffeur de soudage
La prochaine méthode populaire consiste à faire fondre le film et à créer une couture à l'aide d'un fer à repasser. L'avantage de cette méthode est que de grandes parties du film peuvent être scellées de cette manière, tout en créant la largeur de couture souhaitée. Étant donné que tout fer a un relais thermique et la possibilité de régler la température, il ne sera pas difficile de choisir le mode thermique requis pour le polyéthylène de différentes épaisseurs.
Le processus de soudage est mieux fait sur une surface en bois lisse.Des morceaux (feuilles) du film sont superposés, dont la largeur est sélectionnée individuellement, puis la couche supérieure est recouverte de papier ou de feuille de plastique fluoré, après quoi le fer est pressé et maintenu le long de la ligne de soudage. La force de serrage, la vitesse et la température sont choisies empiriquement.
La fixation est en laiton, en cuivre ou en aluminium.
Conclusion
Le soudage de film de polyéthylène est tout à fait réalisable à la maison. Des appareils ménagers simples comme un fer à repasser ou un fer à souder sont utilisés pour cela. Le fer à souder, cependant, nécessitera quelques modifications.
Pour les travaux plus importants, il vaut la peine d'utiliser un équipement spécial. Il contient une liste de paramètres qui améliorent la qualité et la vitesse de formation des coutures.
Cela aidera avec des vêtements de protection qui ne laissent pas la peau exposée, des gants. Des lunettes et un masque pour protéger le visage et les yeux sont également souhaitables.
En l'absence de compréhension des nuances des technologies et d'une expérience minimale dans le soudage du polyéthylène, vous devez contacter des professionnels.