3 Informations de test pour le fil de carbone et son emballage
Selon Gosstandart 9389-75, les produits finis subissent les types de contrôles de qualité suivants :
- selon les exigences de GOST 1763 - à la profondeur de décarburation;
- selon la norme 1545 - pour le retordage (un échantillon est prélevé avec une longueur de 100 diamètres de fil);
- selon GOST 10447 - pour le bobinage;
- selon la norme 10446 - pour indicateur de rupture et de résistance pendant une certaine période de temps.
À l'œil nu, inspectez les produits pour détecter la présence de défauts de surface et de fractures. Si nécessaire, Gosstandart 9389-75 permet l'utilisation de dispositifs grossissants avec un grossissement de 5 fois.
Vérification du fil à ressort
L'ondulation est déterminée au micromètre sur des segments en PP d'une longueur de 195 à 205 mm. Dans ce cas, 10 mesures sont effectuées. Les échantillons doivent être fixés dans une unité spéciale (par exemple, dans une machine d'essai de traction), qui permet d'appliquer la charge requise sur le matériau d'essai.
Si 3 mesures ou plus montrent un écart du produit par rapport à la section spécifiée dans la norme 9389-75, le matériau est renvoyé au groupe ondulé. Il ne doit pas être livré aux consommateurs. Il convient de noter que de tels résultats sont observés extrêmement rarement ; la technologie de fabrication des PCB elle-même exclut une forte probabilité de formation d'ondulations.
Les tests sont effectués sur des échantillons qui doivent être prélevés selon Gosstandart 9389-75 sur chaque bobine ou sur chacune des deux extrémités de la bobine. Dans certains cas, il est permis d'utiliser des techniques d'analyse non destructive et statistique lors du contrôle.
Essai fil à ressort GOST 9389–75
Le fil à ressort d'une section allant jusqu'à 0,6 mm est noué avec de la ficelle, d'autres sections - avec un matériau de fil souple. La surface des bobines est recouverte de graisse K-17, NG-203 (type A ou B) (conservateur) pour assurer la protection anti-corrosion du PP.
Pour l'emballage des produits finis, on utilise du papier bicouche huilé ou ciré, des tissus en fibres chimiques, des toiles d'emballage collées ou cousues en toile, un film polymère. Le stockage des produits en fil doit être effectué conformément aux exigences de la norme 15150 (section 3).
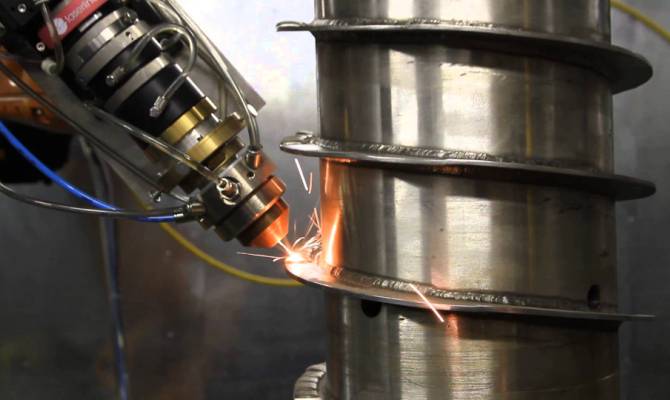
2 Un peu sur les technologies de surfaçage
Il y a beaucoup à dire sur les méthodes de surfaçage, car leur variété est vraiment grande. Listons simplement les types avec de brèves caractéristiques afin d'avoir une idée générale.
Arc, à l'aide d'électrodes. Le moyen le plus courant en raison de sa polyvalence. Il fait fondre le métal de base et le mélange avec l'électrode. La composition chimique est hétérogène, les propriétés internes sont imprévisibles et, par conséquent, seule une restauration de surface « cosmétique » est possible.
Plasma. Il existe deux types - arc et jet. Le premier se distingue par sa productivité élevée, puisqu'il fait fondre les métaux en utilisant la haute température créée par une décharge électrique. La seconde est l'absence de régime à haute température, ce qui conduit à une faible déformation de la surface traitée.
 Technologie plasma
Technologie plasma
Gaz. La particularité de cette technologie de surfaçage est l'utilisation soit de fil fourré, soit de section pleine. La température de la flamme peut être modifiée pour fournir différentes épaisseurs de revêtement. Une grande quantité d'énergie est dépensée pour chauffer la surface à traiter, ce qui peut entraîner des déformations.
Laser. Une méthode de surfaçage assez efficace, qui permet de faire une couche fine et assez résistante sur la surface à traiter. Néanmoins, c'est assez cher : un équipement spécial coûteux et des spécialistes formés sont nécessaires.
 Revêtement laser
Revêtement laser
Un faisceau d'électrons.Elle se fait dans une chambre à vide spéciale à l'aide d'un faisceau d'électrons dont l'intensité peut être modifiée. En raison de l'absence d'air, l'oxydation et le grillage sont absolument exclus. C'est également une méthode très coûteuse et coûteuse, qui a également une faible efficacité.
Surfaçage à l'arc submergé. En raison de l'utilisation de divers types de fil et de ruban. Probablement le moyen le plus préférable de trouver un équilibre entre une surface lisse, le mélange des métaux et la gestion de l'énergie. Considérons-le plus en détail.
1 Informations générales sur le fil d'acier
L'entreprise commune est activement utilisée dans divers domaines de l'économie nationale moderne. Indispensable pour tous travaux de construction, il est utilisé par toute la production industrielle moderne, qu'il s'agisse d'une usine de machines-outils ou d'une usine de mécanique lourde.
L'entreprise commune est fabriquée sur des tréfileuses à partir de fil machine en réduisant progressivement sa section initiale aux paramètres requis. Le processus technologique d'obtention du fil ne nécessite pas de coûts importants, par conséquent le coût de sa production est faible. Pour cette raison, le produit fini a un prix abordable.
Fabrication de fil d'acier
Étant donné que le fil d'acier est utilisé à différentes fins, l'industrie moderne en produit plusieurs types. Les variantes de fil les plus populaires sont répertoriées ci-dessous :
- à faible teneur en carbone (fabriqué conformément à GOST 3282-74);
- carbone à ressort (GOST 9389-75);
- câble étamé pour la production de câbles et de fils (GOST 3920-70);
- téléphérique pour la fabrication de cordes et de câbles (GOST 7372-79).
La coentreprise la plus utilisée est à vocation générale. Il s'agit d'un long morceau de métal à faible teneur en carbone, ce qui lui confère une excellente résistance et un haut niveau de ductilité.
Fil d'acier à usage général
Si une couche de zinc supplémentaire est appliquée à la surface d'une coentreprise à usage général, elle acquiert des propriétés anti-corrosion élevées. Le fil galvanisé peut être utilisé dans des conditions d'humidité constante, en conservant ses caractéristiques mécaniques et autres initiales pendant longtemps.
Ajoutons que le fil d'acier selon Gosstandart 3282-74, qui a passé avec succès l'opération de recuit, devient mou. Cette propriété lui permet d'être utilisé pour des travaux d'armature, dans la réalisation de pièces diverses, pour attacher le renfort et l'emballage de divers produits. Le fil à usage général est le plus courant, nous vous en parlerons donc le plus en détail possible.
Fil à souder VT1-00
Le fil de titane VT1-00 est fabriqué à partir de titane de haute pureté chimique. Le Titane VT1-00 est un titane technique caractérisé par une haute résistance à la corrosion et une haute résistance. Le fil VT1-00, selon GOST 19807-91, contient dans sa composition chimique de 99,58 à 99,99% de titane pur et seulement une petite quantité d'impuretés - fer, silicium, carbone, azote, hydrogène, oxygène. Le fil VT1-00 conserve des caractéristiques utiles dans une large plage de températures - de -253 à + 150 ° C, parfaitement soudable, a une plasticité technologique élevée, une faible résistance. Le titane technique se caractérise par un faible fluage, une ténacité et un allongement suffisants. En raison de la grande plasticité, une feuille de titane de très faible épaisseur est obtenue à partir de titane VT1-00.
L'utilisation de fil de soudage en titane dans un environnement de gaz de protection permet d'obtenir un joint de soudage de la plus haute qualité. De plus, les caractéristiques du métal permettent de joindre des pièces soudées d'une épaisseur de 1 à 1,5 cm en un seul passage. Le fil VT1-00 est le fil de soudage en titane le plus dur. ne contient pas d'aluminium et se caractérise par une grande pureté chimique.
Le fil de titane pour le soudage doit être sélectionné en fonction de la composition chimique du métal à souder, par exemple, un fil de haute pureté est également utilisé pour le soudage du titane pur.
Classification
Par taille et forme
Selon la taille et la forme de la section, tous les produits finis sont classiquement divisés en plusieurs groupes. Le premier comprend les plus minces, dont l'épaisseur ne dépasse pas 0,1 mm. Les produits dont le paramètre de section dépasse 8 mm sont renvoyés au 9ème groupe. Tous les produits, conformes aux normes, sont fabriqués dans un profil rond, carré, ainsi qu'un profil multiforme ou façonné.


Par type de finition
La finition du fil fournit dans une large mesure les paramètres mécaniques et physico-chimiques nécessaires. C'est pourquoi, pour donner une résistance maximale, le fil est en plus durci, cuit et stabilisé. Le matériel qui n'a pas subi ces manipulations a un champ d'utilisation étroitement limité.

Par type de surface
Le fil d'acier peut être poli, gravé, ainsi que poli ou étiré à la suite d'un tournage et d'un dégrossissage préliminaires. La libération du fil est autorisée sans aucune finition préalable. Le revêtement peut être métallique (cuivré, laitonné, galvanisé ou aluminisé) ou non métallique (polymère ou phosphaté, dans une gaine PVC).
Les produits non revêtus sont généralement traités à haute température. Les produits traités dans un four thermique sont fabriqués dans des tons noirs ou clairs, tandis que son épaisseur peut varier de 0,16 à 10 mm.


Par composition chimique
Le fil d'acier est composé de :
- un alliage à faible teneur en carbone avec une fraction de carbone inférieure à 0,25%, il est nécessaire pour renforcer les produits en béton;
- fabriqué en alliage de carbone avec une fraction de carbone supérieure à 0,25, il est utilisé pour la fabrication de ressorts, ainsi que de fils et de cordes.
L'acier peut être allié ou fortement allié. La production à partir d'alliages avec des paramètres physiques et chimiques spéciaux (résistance à la chaleur, résistance à la corrosion et précision) est autorisée.


Par domaine d'application
Selon le domaine d'application, les groupes de fils d'acier suivants sont distingués.
- Inoxydable - fabriqué à partir d'un alliage spécial avec des paramètres de résistance à la chaleur accrus. Ce matériau n'est pas sensible à la rouille et à l'oxydation, il est principalement utilisé dans la production de produits de quincaillerie.
- Soudage - produit avec une section transversale de 0,5 à 8 mm, principalement utilisé pour l'installation de soudage à l'arc électrique.
- Fil d'armature - comme son nom l'indique, un tel fil est largement utilisé pour renforcer les structures en béton armé de tous types. Ils peuvent être sans tension ou sous pression accrue. En raison des sections présentes dans le matériau en acier, une adhérence maximale à la base de béton poreux est assurée pendant le processus de renforcement.
- Ressort - est utilisé lorsque les ressorts sont relâchés, qui sont effectués par la méthode d'enroulement à froid, sans les soumettre à un traitement thermique supplémentaire.
- Corde - est pertinente pour la fabrication de cordes maritimes, fluviales et autres. Optimal pour le tressage des câbles, a trouvé une large application dans le domaine de leur production.
- Tricot - fabriqué en acier à faible teneur en carbone, il se caractérise par une ductilité accrue et, en même temps, une résistance. Il est universellement demandé dans l'agriculture et la construction.


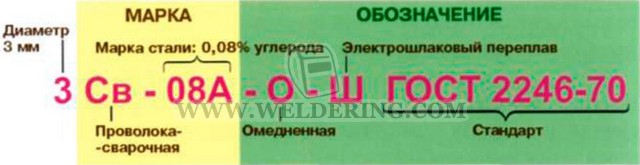
2 Comment le fil est-il marqué ?
Tout fil de soudage - acier, aluminium, laiton, fourré et activé - est marqué en tenant compte de certaines règles conformément à GOST. Ceci est d'une grande importance, car seul le fil de soudage allié est représenté par environ 80 marques. Comment s'effectue le décodage de la désignation d'un matériau filaire particulier ?
Prenez, par exemple, la nuance Sv-06X19H9T utilisée pour le soudage électrique. Les lettres "Sv" au début du marquage indiquent que nous avons un fil devant nous, qui est utilisé spécifiquement pour effectuer des activités de soudage. Et les chiffres et les lettres derrière eux décrivent sa composition :
- 06 est la teneur en carbone en centièmes de pour cent (0,06 %) ;
- X - chrome, qui contient 19% en 06Х19Н9Т (le chiffre suivant la lettre) ;
- N - nickel à raison de 9%;
- T est le titane.
Après la lettre "T", comme on peut le voir, il n'y a pas de chiffres. Cela signifie que le titane dans la nuance 06X19H9T ne contient pas plus d'un pour cent. Tout fil de soudage en alliage ou fil de soudage en titane peut être déchiffré de la même manière - il suffit de regarder de près son certificat. Ici, il vous suffit de vous rappeler à quel élément chimique correspond telle ou telle lettre du marquage.
Les produits en laiton à souder sont « cryptés » encore plus facilement. Tout d'abord, le diamètre du fil de soudage est indiqué (par exemple, 3 mm), puis la nuance de l'alliage à partir duquel il est fabriqué (L63, LS-59-1). Ainsi, après avoir vu le marquage 3.0 L63, le soudeur s'aperçoit immédiatement que devant lui se trouve un fil de laiton d'une section de 3 mm. Selon GOST 7871, le fil d'aluminium peut avoir le marquage suivant : Sv1201, SvA99, SvAK5, SvA85T.

Acier
Le fil se distingue par sa fonction : pour le soudage ou le surfaçage.
Au total, environ 80 marques de fil sont produites.
Les lettres "Sv" signifient que le fil est en train de souder. La marque d'acier à partir de laquelle le fil est fabriqué est indiquée par un tiret. Le premier chiffre correspond à la teneur en carbone en centièmes de pour cent. Les lettres indiquent la présence d'éléments d'alliage en pourcentage, qui sont indiqués par le nombre suivant la désignation de la lettre.

Six nuances sont utilisées pour le soudage des aciers bas carbone : Sv-08, Sv-08A, Sv-08AA, Sv-08GA, Sv-10GA, Sv-10G2,
Pour les aciers faiblement et moyennement alliés - 30 nuances, par exemple : Sv-08GS, Sv-08G2S, Sv-18KhGS, etc.
Pour le soudage des aciers fortement alliés, 41 nuances de fil Sv-08X14GNT, Sv-12X13, etc. sont utilisées.
S'il n'y a pas de chiffre après la lettre, le montant de cet élément ne dépasse pas 1%. La lettre "A" à la fin du marquage indique une teneur réduite en soufre et en phosphore, et la lettre "AA" - encore moins.
Les fils à faible teneur en carbone et alliés sont produits non cuivrés et cuivrés (symbole - O). Le placage de cuivre protège le fil de l'oxydation et améliore l'alimentation en courant.
A la fin du marquage, il peut y avoir la lettre "E". "E" signifie que le fil est utilisé pour fabriquer des électrodes. Les lettres "SH", "VD" ou "VI" indiquent que l'acier pour le fil est fabriqué, respectivement, par laitier électrique, refusion à l'arc sous vide ou dans des fours à induction sous vide.
Un exemple de symbole pour un fil à souder d'un diamètre de 3 mm, nuance Sv-08A, avec une surface cuivrée en acier obtenu par refusion sous laitier :
|
Conditions de soudage |
Fil recommandé |
|
Aciers à faible teneur en carbone et faiblement alliés dans les mélanges de dioxyde de carbone et de gaz actifs |
Sv-08G2S |
|
Aciers bas carbone et faiblement alliés à l'argon et à l'hélium |
Sv-08GS |
|
Soudage extérieur au dioxyde de carbone |
Sv-20GSYUT |
|
Structures métalliques de construction en acier 16G2AF au dioxyde de carbone |
Sv-10HGSN2MYu |
|
Structures métalliques en acier 10ХСНД en dioxyde de carbone |
Sv-08G2SDU |
|
Aciers faiblement alliés à haute résistance (type 14ХГНМ) au dioxyde de carbone |
Sv-10KhN2G2SMA |
|
Acier 08Х22Н6Т et 08Х18Г8Н2Т en dioxyde de carbone |
Sv-08Kh20N9S2BTYu |
Fil de soudage pour aciers moyennement carbonés et résistants à la chaleur
|
nuance d'acier |
Catégorie de fil de soudure |
|
|
dans l'azote, l'hélium |
en dioxyde de carbone |
|
|
20HGSA |
Sv-15XMA, Sv-18HGSA |
Sv-08G2S |
|
30HGSA |
Sv-15XMA, Sv-18HGSA |
Sv-10GSM, Sv-10GSMT, CB-08X2CMA, Sv-15XMA, Sv-18HGSA, Sv-08KhZG2SM |
|
12XM |
Cw-08XM |
Sv-10HG2SMA |
|
15XM |
Sv-08XM |
Sv-08HNSMA, Sv-08HG2SM, Sv-08HGSMA |
|
12Х1МФ |
Sv-08KhMFA |
Sv-08HGSMFA |
|
15Х1МФ |
Sv-08XM |
Sv-08X1M1GSF |
|
15X5M, 15X5, 15X5VF |
Sv-10X5M, Sv-08G2S |
Sv-08G2S |
Le fil de soudure en acier est produit dans les diamètres suivants (mm) : 0,3 ; 0,5 ; 0,8 ; 1,0 ; 1.2 ; 1.4 ; 1.6 ; 2,0 ; 2,5 ; 3.0 ; 4,0 ; 5,0 ; 6.0 ; 8,0 ; 10.0 et 12.0, Le fil est fourni en bobines d'un diamètre de 150-750 mm, pesant de 1,5 à 40 kg, ainsi qu'enroulé sur des bobines et des cassettes.
La surface du fil doit être propre et lisse, sans fissures, délaminage, captivité, couchers de soleil, coquilles, entailles, tartre, rouille, huile et autres contaminants.
Si nécessaire, le fil est nettoyé avec une sableuse ou une gravure dans une solution d'acide chlorhydrique à 5%. Vous pouvez nettoyer le fil en le faisant passer dans des dispositifs mécaniques spéciaux, ainsi qu'avec du papier abrasif jusqu'à un éclat métallique. Avant le nettoyage, il est recommandé de recuire une bobine de fil à une température de 150-200 ° C pendant 1,5 à 2 heures.
Un certificat est requis indiquant le fabricant, le symbole du fil, la chaleur et le numéro de lot, l'état de la surface et sa composition chimique. En cas de perte du certificat, le fil ne peut être utilisé qu'après avoir déterminé sa composition chimique.
Fil de soudage à l'arc sous gaz inerte
|
nuance d'acier |
Catégorie de fil |
|
Chrome |
|
|
08X13 |
Sv-12X13, Sv-08X14GNT |
|
08X17T |
Sv-07X25N13, Sv-06X25N12TYu, Sv-08X25N12TYu, Sv-10X17T |
|
15X25T |
Sv-06X25N12TYu, Sv-08X25N13BTYu, Sv-10X17T |
|
0X13 1X13 |
Sv-10X13, Sv-06X14 |
|
2X13 |
Sv-08H14GT |
|
Fortement allié |
|
|
12X18H10T, 12X18H12T, 08X19H10T |
Sv-06Х19Н9Т |
|
03X18H11 |
Sv-01H19N9 |
|
08Х22Н6Т |
Sv-07H25N13 |
|
08Х18Н12Б |
Sv-07H19N10B |
|
10Х17Н13М2Т, 08Х17Н15М3Т, 08X21Н6М2Т |
Sv-06Х19Н10М3Т |
|
08Х20Н14С2 |
Sv-04H19N9S2 |
|
10X23H18 |
Sv-10X20N15, Sv-07X25N13 |
|
06X23H28MDT |
Sv-01H23N28M3D3T |
|
03X16H15M3 |
Sv-04H19N11MZ |
|
08Х18Г8Н2Т |
Sv-08Kh20N9S2BTYu |
Composition chimique pour le soudage de l'acier
Le matériau d'apport en acier garantit de bonnes propriétés mécaniques de la soudure. Les principales nuances de fil d'apport utilisées pour le soudage des aciers au carbone sont indiquées dans le tableau ci-dessous :
| Marquage du fil d'apport | ||
| Protection : azote et hélium | Protection : CO2 | |
| 20HGSA | Sv-15KhMA, Sv-18KhGSa | Sv-08G2S |
| 30HGSA | Sv-15KhMA, Sv-18KhGSa | Sv-10GSM, Sv-10GSMT, Sv-08CH2SMA |
| 12XM | Sv-08XM | Sv-10HG2SMA |
| 15XM | Sv-08XM | Sv-08KHNSMA, Sv-08KHG2SM |
| 12Х1МФ | Sv-08KhMFA | Sv-08HGSMFA |
| 15Х1МФ | Sv-08XM | Sv-08H1M1GSF |
| 15X5M, 15X5, 15X5VF | Sv-10X5M, Sv-08G2S | Sv-08G2S |
Selon la norme de l'État, les fils d'apport pour le soudage de l'acier inoxydable et de l'acier ordinaire sont divisés en :
- carbone, destiné à l'assemblage de produits à partir d'aciers à faible et moyenne teneur en carbone;
- allié, pour le soudage de métaux faiblement alliés et résistants à la chaleur ;
- fortement allié, utilisé lors du travail avec du chrome-nickel, des aciers inoxydables ou d'autres aciers alliés.
Les matériaux d'apport pour l'acier inoxydable sont des aciers au chrome ou au nickel.
Les principaux avantages des consommables de soudage spécialisés pour l'assemblage de produits en acier inoxydable sont :
- haute qualité de la soudure;
- homogénéité et absence de pores dans le composé;
- résistance à la corrosion;
- taux minimal de projections de métal ;
- combustion stable d'un arc électrique pendant le fonctionnement.
Lorsque vous essayez de calculer la consommation de l'additif par couture, il convient de garder à l'esprit que l'additif pour l'acier inoxydable a une ressource accrue.
Les consommables utilisés lors du travail avec des aciers fortement alliés ou inoxydables sont divisés en deux types :
- poudre;
- solide.

Méthode de soudage à l'argon.
Les additifs en poudre permettent des travaux de soudage sans utilisation de gaz de protection. Dans le cas le plus simple, l'additif en poudre est un tube creux avec un flux à l'intérieur.
Pendant le fonctionnement, les éléments de flux et de remplissage forment un nuage de gaz, ce qui contribue à un soudage de haute qualité. De tels fils peuvent être utilisés dans des conditions d'espace insuffisant, car la machine à souder sans bouteille de gaz peut atteindre même les endroits les plus difficiles d'accès.
Les fils pleins sont des charges courantes conçues pour le soudage dans des gaz de protection tels que l'argon ou le dioxyde de carbone.
Il convient de noter que les éléments d'apport utilisés pour le soudage de l'acier inoxydable sont divisés en classes :
- précision normale;
- précision accrue avec P.
Les types de matériaux d'apport les plus couramment utilisés pour le soudage de produits en acier inoxydable sont :
- Sv06X20N11M3.
- Sv01Х18Н10.
- Sv01Х19Н9.
Lors du décryptage, il faut se rappeler que :
- A représente l'azote;
- B - niobium;
- B est le tungstène ;
- D - cuivre;
- M est le molybdène;
- C est le silicium ;
- T est le titane;
- X est le chrome;
- H - nickel;
- Yu - aluminium;
- F - vanadium;
- C - zirconium.
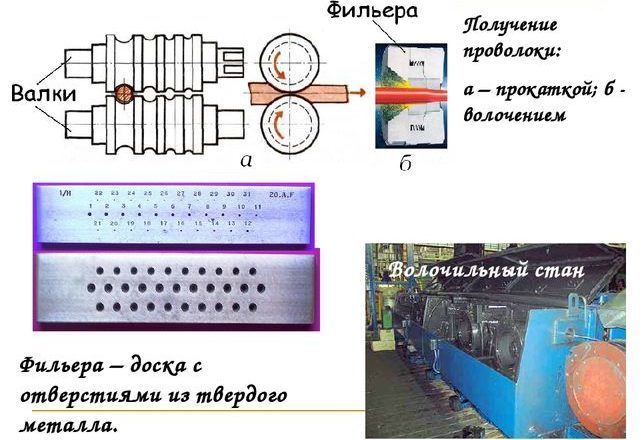
Étapes de dessin
La technologie de production de fil est divisée en cinq étapes.
Étape 1
Procédure de gravure afin d'éliminer la couche superficielle du matériau - échelle, qui interfère avec le dessin:
 Décapage des métaux dans une unité de décapage en continu
Décapage des métaux dans une unité de décapage en continu
- Préparation de surface : dégraissage, ponçage, polissage, découpe des zones défectueuses.
- Le tartre contient des composés complexes d'autres éléments ; par conséquent, la matière première est soumise à un traitement chimique ou mécanique.
- Le choix de la méthode de gravure dépend de la nature du métal.Le détartrage est réalisé avec de l'acide phosphorique, chlorhydrique, nitrique, fluorhydrique ou sulfurique chauffé à 50°C.
- La surface à traiter est nettoyée des produits de gravure. Il s'agit du lavage des pièces à l'aide d'un solvant spécial ou d'eau.
- Après la procédure, le métal doit acquérir une teinte mate.
- Séchage du fil pendant une heure à une température de 75-100°C. Pour cela, des machines spéciales avec chambres de séchage sont utilisées.
Étape 2
 Les processus thermiques comprennent
Les processus thermiques comprennent
Un traitement thermique est effectué afin de rendre la pièce semi-souple, avec une structure à grain fin, exempte de contraintes internes. Le métal est chauffé à une certaine température, maintenu dans de telles conditions pendant un certain temps et refroidi.
Le recuit modifie les propriétés du matériau et facilite le processus de tréfilage. La vitesse de chauffage dépend de la conductivité thermique du métal. La vitesse de refroidissement est déterminée par la dureté à atteindre après le recuit. Les fils d'acier refroidissent plus lentement que les composés de carbone.
Étape 3
À l'aide d'un marteau spécial ou de rouleaux de forgeage, les extrémités de la pièce sont aplaties et nivelées. La procédure permet au métal d'être fixé sur le tambour de la machine et de passer à travers la matrice.
 Matrice de tréfilage
Matrice de tréfilage
Étape 4
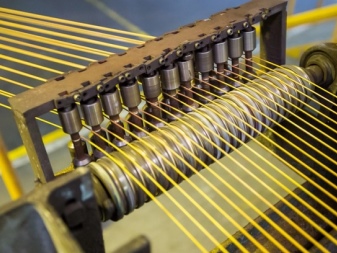
Tréfilage : la matière première traitée décapée est étirée sur la machine à vitesse maximale à travers un canal effilé en douceur. Selon le nombre de tiges tirées simultanément, le processus est :
- Simple brin.
- Multi-ligne.
Par type de produit fini :
- Produits longs sous forme de bobines ou de bobines.
- Barres calibrées.
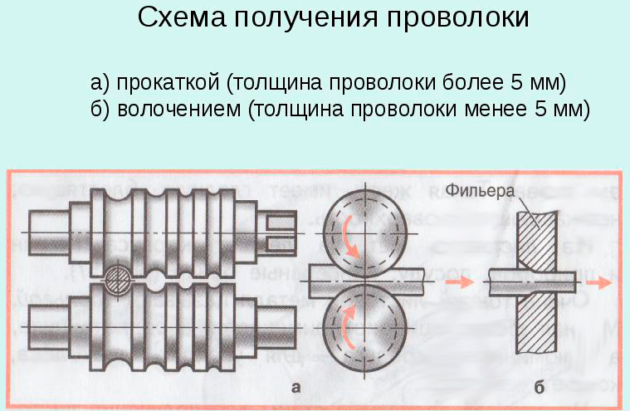
Par le nombre de transitions, le tréfilage a deux variétés:
- Unique - dans lequel la traction est effectuée par une seule traînée. Le procédé convient aux fils épais et peu déformés.
- Multiple, lorsque la matière est comprimée successivement sur plusieurs matrices.
La machine à dessiner forme le profil et les dimensions du produit fini.
Étape 5
La dernière étape consiste à effectuer un recuit. Ceci est fait afin d'éliminer les contraintes néfastes après le dessin. Le produit devient mou, résistant à la déchirure, pliable aux courbures, à l'allongement et à la torsion. Après traitement thermique, des opérations de finition supplémentaires sont effectuées, notamment :
- zingage de fil.
- Graisse de conservation.
- Couper en morceaux.
- Marquage.
 Type de fil fini après tous les processus de traitement
Type de fil fini après tous les processus de traitement
Légende dans le marquage du fil de soudure
Le marquage du fil à souder a un certain ordre, qui est responsable des données transmises par les lettres et les chiffres contenus dans le nom de la marque. Cela raccourcit sa longueur, rend le tout plus compact et aide à mieux révéler les nuances nécessaires du contenu.
Le premier nombre qui se trouve devant toutes les désignations de lettres et se démarque souvent d'une manière ou d'une autre de la masse principale, du moins par le fait qu'il se distingue, est le diamètre.
Derrière le numéro, il y a une désignation de lettre qui révèle le but du fil. Il y a deux options ici. Le premier d'entre eux est "Np", qui signifie fil de surface, le second est "Sv" - soudage. S'il y a plus de chiffres à côté de ces lettres, ils indiquent la teneur en carbone du matériau. Par exemple, si Sv2, alors la teneur en carbone en centièmes sera de 0,2%, et si Sv06, alors la teneur en carbone est de 0,06%.

Exemple de marquage d'un fil à souder
Après avoir indiqué le type de matériau et la teneur en carbone de celui-ci, il peut encore y avoir des lettres séparées qui donnent une indication de la pureté de la composition pour les impuretés nocives. Le phosphore et le soufre deviennent souvent de telles impuretés. Dans le marquage, ce sont les lettres "A" et "AA" Si l'on considère l'exemple du CB08, alors en l'absence de lettres, 0,04 % de la teneur en impuretés de phosphore et de soufre est autorisée, dans la marque CB08AA - jusqu'à à 0,02%, et dans la marque CB08A - jusqu'à 0, 03%.
Ce qui suit est une liste d'éléments d'alliage dans la composition. Les désignations suivantes existent :
- M est le molybdène;
- C - silicium;
- H - nickel;
- X est le chrome;
- C - zirconium;
- D - cuivre;
- F - vanadium;
- T est le titane;
- G - manganèse;
- Yu - aluminium.
Toutes les lettres ne peuvent pas être trouvées avec des chiffres. Il y a ici une particularité. S'il n'y a pas de nombre, le contenu de cet élément dans le fil n'est que de 1%. S'il y a un chiffre après la lettre, il indique le pourcentage du contenu. Par exemple, 2 - 2 % et 25 - 25 %.
Après avoir spécifié la composition chimique, l'une des méthodes de fusion du fil est indiquée, ce qui peut être très important dans des conditions d'utilisation critiques. Il existe de telles méthodes de désignation de base:
- VI - fusion dans des fours à induction sous vide;
- VD - fusion dans des fours à arc sous vide;
- Ш - la fusion par refusion sous laitier électrique.
Si le même fil peut être utilisé pour la production d'électrodes, la lettre "E" est insérée dans la désignation. S'il n'a qu'une seule application et est utilisé exclusivement pour le soudage au gaz, aucune désignation supplémentaire n'est donnée.
Souvent, un fil avec une surface plaquée de cuivre est produit. Dans ce cas, la lettre "O" est ajoutée à la fin - plaquée cuivre.
A la toute fin de la marque, est mis le GOST selon lequel il est fabriqué. Pour raccourcir, de nombreux fabricants passent à côté de ce point, mais tout cela doit être présent dans l'étiquetage complet.
Types et propriétés du fil d'aluminium
Le fil d'aluminium présente un certain nombre d'avantages significatifs :
• bonne résistance,
• plasticité,
• peu de poids,
• haute conductivité électrique et thermique,
• résistance à l'humidité,
• durabilité,
• bonne résistance à l'usure.
Comparé aux fils en argent, en cuivre ou en or, le fil d'aluminium a une conductivité thermique plus faible. Mais son coût est aussi beaucoup moins cher.
Comme tous les produits en aluminium, le fil d'aluminium a une haute résistance à la corrosion, y compris dans les pièces humides. C'est la raison de son utilisation fréquente dans la construction d'installations qui entreront en contact avec l'eau.
Le fil d'aluminium a de nombreuses qualités précieuses. Les principaux sont : facilité de mise en œuvre et plasticité, bonne conductivité électrique et thermique. Les propriétés magnétiques du fil sont faibles.
Le fil d'aluminium, en aluminium technique ou primaire, répond aux normes sanitaires et est absolument sans danger. Ces qualités permettent au produit d'être utilisé même dans l'industrie alimentaire.
L'un des principaux avantages du fil d'aluminium est son prix. Il est accessible non seulement aux entreprises, mais aussi à tout particulier.
Selon la méthode de production, le fil d'aluminium peut être étiré et extrudé.
Il peut également être divisé en domaines d'application:
• pour le débarquement à froid ;
• pour les fils de lignes électriques ;
• pour l'électrotechnique ;
• pour les travaux de soudure.
Le fil d'aluminium diffère également selon l'état du matériau :
• pressée à chaud (sans traitement thermique) ;
• recuit (doux) ;
• acharné (H);
• durci (vieilli naturellement (T) ou artificiellement (T1)).
Le fil d'aluminium composé d'alliages durcis thermiquement est durci par déformation à froid (autofrettage). Ces fils incluent AMg5, AD1, AMg3. La plasticité apparaît après recuit. Il existe un fil en alliages renforcés thermiquement (D16P, D1P, D18, etc.). Sa résistance est augmentée par le vieillissement naturel ou artificiel, ainsi que par le durcissement. Le vieillissement artificiel convient à presque toutes les nuances d'alliage. Un câble métallique en alliages D18, D1P, D16P convient au traitement à + 40 ° C. Le fil en alliage B65 est vieilli à des températures de + 75 ° à + 90 ° .
Fil d'aluminium fourni en bobines, bobines ou faisceaux.
Production
La libération du fil d'acier est réalisée en tréfilant le fil machine sur un équipement spécialisé avec une cuisson supplémentaire dans un four spécial ou sans celui-ci.
Le processus de brochage et d'emboutissage n'est pas particulièrement difficile d'un point de vue technique. Le fil machine comprimé est utilisé comme matière première de travail, toutes les manipulations sont effectuées sur des machines à tréfiler. Par rapport au laminage des métaux, cette opération présente de nombreux avantages :
- le fonctionnement automatisé des machines-outils permet d'augmenter la productivité;
- L'étirage permet d'obtenir des produits de forme idéalement régulière avec une surface propre et nivelée - de ce fait, le degré de traitement ultérieur est considérablement réduit et le fil lui-même acquiert des propriétés mécaniques améliorées.


En général, la production de fil d'acier torsadé implique plusieurs étapes.
- À ce stade, la gravure est effectuée, la tâche principale est d'éliminer la couche superficielle de métal et de tartre, qui peut interférer avec le dessin. La préparation de surface est réalisée par dégraissage, meulage, polissage et découpe mécanique des zones rejetées. Étant donné que des composés chimiques complexes peuvent être présents dans la balance, le fil machine est traité avec des solutions acides chauffées à 50 degrés. Après cela, la pièce est lavée et séchée lorsqu'elle est chauffée à 75-100 degrés dans des chambres de séchage spéciales.
- A ce stade, un traitement thermique a lieu, dont le but est de rendre la pièce métallique plus douce, déchargée des contraintes internes. Pour cela, le matériau est chauffé, conservé pendant un certain temps et refroidi. En conséquence, les propriétés des aciers changent de manière significative et le processus de tréfilage et de cuisson est facilité.
- De plus, à l'aide d'un marteau, les billettes d'acier sont aplaties et aplaties. De cette façon, vous pouvez fixer le métal sur le tambour de la machine à étirer afin de le faire passer à travers la matrice.
- A ce stade, le dessin est effectué directement. Pour cela, les matières premières traitées et plates sont tirées sur la machine à la vitesse la plus élevée possible à travers un canal conique. Selon la quantité de fil tiré, ce processus peut être simple ou multibrin.
- Au stade final, la cuisson est effectuée - la tâche principale de ces manipulations est de minimiser les contraintes après avoir étiré le métal. L'acier devient élastique, résistant à la traction et rigide, en même temps pliable à l'allongement et à la torsion, des paramètres tels que la résistivité et le poids de 1 mètre sont améliorés.

Il existe deux types de traitement thermique.
- Cuisson légère - effectuée dans un four rempli de gaz inerte. De ce fait, le métal ne subit pas d'oxydation et il ne se forme pas de tartre. Les produits finis acquièrent une teinte claire et un coût très impressionnant.
- Cuisson au noir - dans ce cas, l'atmosphère la plus simple est utilisée, des écailles se forment à la surface des produits finis, elle acquiert donc une couleur sombre. Le coût d'un tel fil est bien inférieur à celui d'un fil léger.


Étant donné que l'alliage d'acier appartient à la catégorie des métaux qui se corrodent rapidement, la galvanisation est souvent incluse dans le cycle de production. Le fil de la meilleure qualité et de la plus haute qualité est produit en utilisant la technique de galvanisation à chaud, car cela garantit une adhérence maximale du zinc directement sur le fil.
Les produits finis à la sortie n'ont pas peur de la rouille et ont en même temps un niveau de protection accru contre des facteurs externes défavorables tels que l'action des rayons ultraviolets, du vent et des fluctuations de température. De plus, le fil d'acier galvanisé est beaucoup plus ductile que le non-galvanisé, et donc plus durable. Après cela, les produits sont coupés en morceaux et marqués.

Conformément à GOST 3282–74, le fil d'acier est fabriqué à partir d'acier conformément à la norme actuelle No1050. Le fil fini de section 0,5 à 6 mm, n'ayant pas subi de traitement thermique, doit supporter en sortie au moins 4 coudes sans porter atteinte à l'intégrité globale et à la destruction de la structure métallique.Sur la surface d'un produit non revêtu de zinc, les normes technologiques permettent la présence de petites bosses et rayures - alors que leur profondeur ne doit pas dépasser 1/4 de la taille de l'écart de diamètre des produits finis. Mais la présence de toutes sortes de fissures, d'écailles et de films de toute taille est strictement interdite.
Le fil galvanisé peut avoir un léger revêtement blanchâtre sur la surface, ainsi que des paillettes - mais seulement s'ils n'altèrent pas la qualité globale du revêtement. Il est strictement interdit de vendre et d'utiliser dans le processus de production du fil d'acier avec des zones sans revêtement métallique et des points noirs.

