Usage
Je dois dire que les vis trapézoïdales sont des éléments qui sont utilisés dans une grande variété de domaines d'activité humaine. La mise en œuvre de nombreux processus est impossible sans eux. Par exemple, les vis trapézoïdales sont utilisées dans des mécanismes et des appareils tels que les imprimantes 3D, les fraiseuses et les tours, la commande numérique et bien d'autres domaines. De plus, ils font partie intégrante de tels dispositifs, dont le fonctionnement est directement lié aux faibles vitesses de rotation.

Plus généralement, les vis trapézoïdales sont des pièces sans lesquelles le filetage trapézoïdal est impossible. Cette technologie est activement utilisée dans le processus de mouvements d'alimentation sur les tours, pour déplacer des appareils de levage et des produits sur des conteneurs d'assemblage, ainsi que pour déplacer des structures de presse dans le sens vertical.


Si nous parlons d'autres sphères de l'activité humaine qui ne peuvent tout simplement pas exister et se développer sans filetage trapézoïdal (respectivement sans vis trapézoïdales), elles incluent l'industrie automobile, la construction de locomotives à vapeur et d'autres domaines industriels du génie mécanique.


Caractéristiques du filetage trapézoïdal
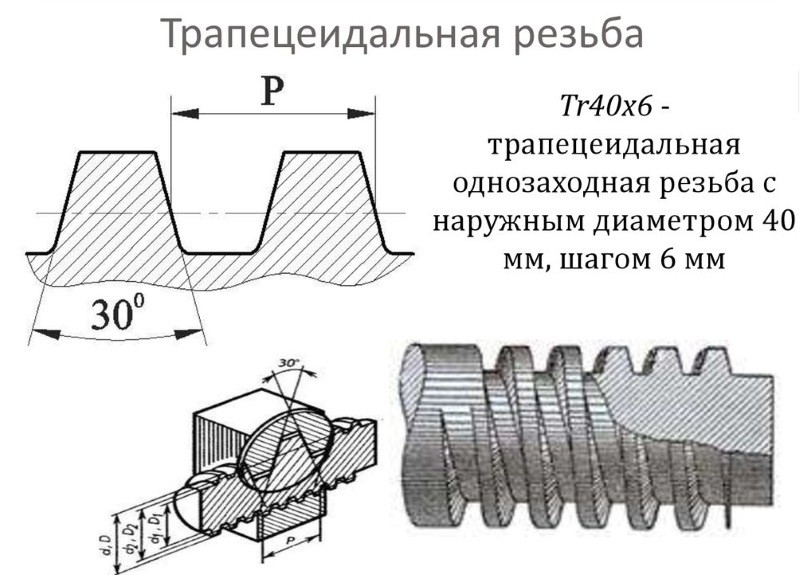
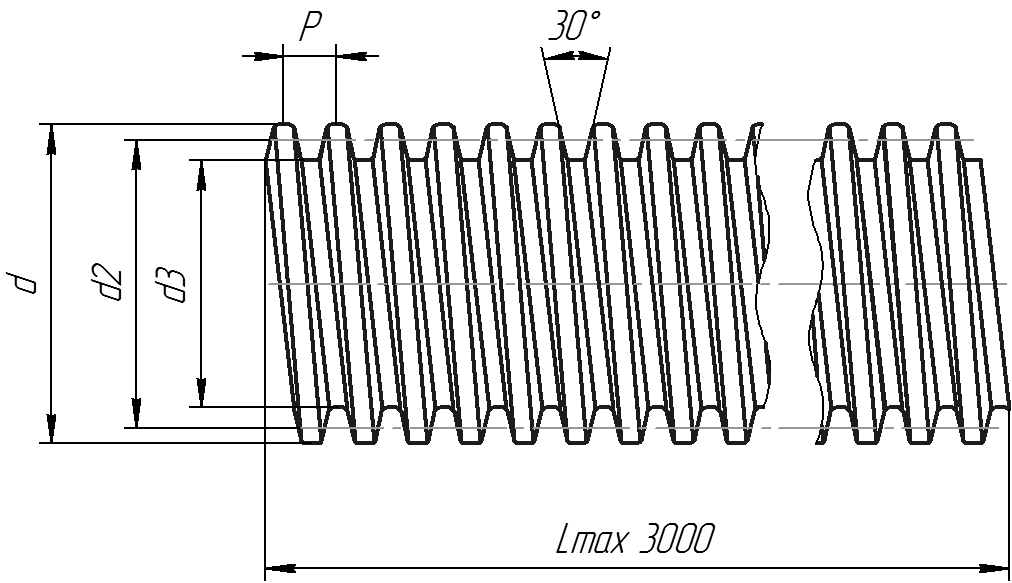
L'angle du fil trapézoïdal est de 15 à 40 ° et forme une forme trapézoïdale. L'angle de montée est de 30°. La pente du profil, le type de lubrifiant et le matériau affectent les valeurs de frottement. Le filetage trapézoïdal, grâce à sa propriété autobloquante, permet à la pièce de ne pas se déformer sous de fortes charges. Il a une meilleure résistance à l'usure que les filetages de tuyaux.
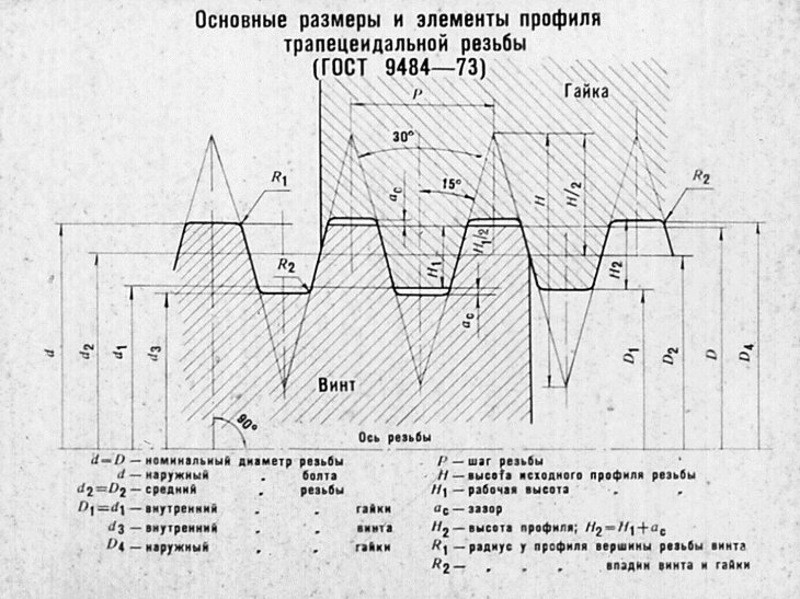
Les filetages trapézoïdaux à pas moyen ont le plus grand effet. Ils sont capables de fournir des indicateurs modérés de la précision du mouvement axial et de la résistance à l'usure de la pièce. Le pas moyen est mesuré avec un pied à coulisse. Pour effectuer des calculs, il suffit de compter le nombre et de mesurer la longueur de la tige. Le résultat de la division de ces valeurs sera la valeur du pas moyen.En raison du fait que le filetage trapézoïdal est métrique, le pas est indiqué en millimètres.
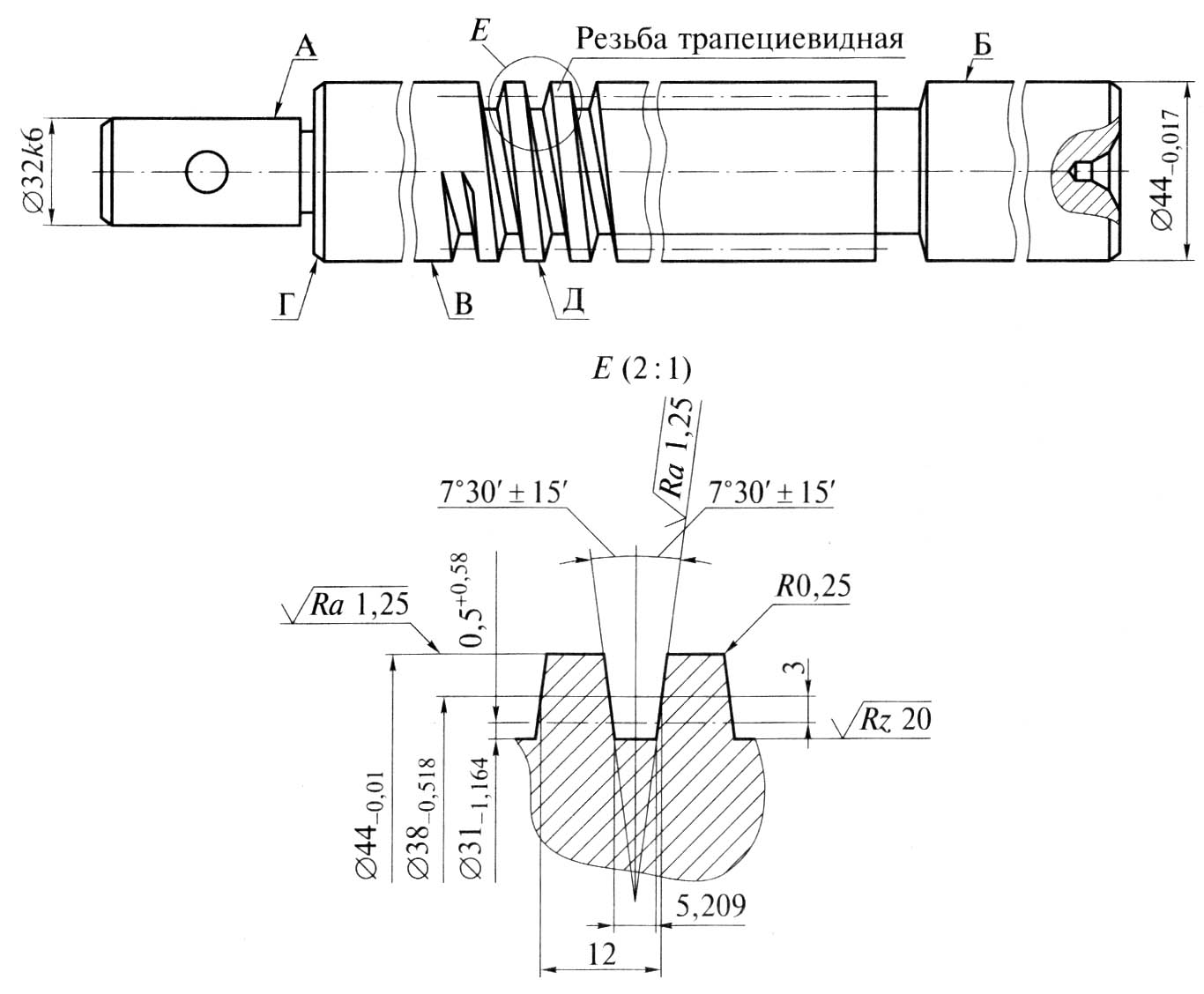
Sur le dessin, il porte les marquages suivants :
- désignation en lettres latines « Tr » ;
- indication des valeurs du diamètre et du pas en mm;
- désignation de la ligne unidirectionnelle gauche à l'aide des caractères latins « LH ».
Exemple de marquage : Tr25x5LH - filetage trapézoïdal, un pas à gauche, diamètre longueur 25 mm, pas 5 mm. Il est également possible de déterminer les principaux paramètres dimensionnels à l'aide de GOST 9484-81.








Le filetage trapézoïdal présente les avantages suivants :
- Les jeux radiaux peuvent être identifiés en plaçant le filetage au milieu du diamètre.
- Contrairement au filetage en pouces, il a une fonction de transformation, transformant la rotation du produit en mouvement de translation. La conversion s'effectue au moyen d'un écrou et d'une vis. Les performances et la stabilité des outils de travail dépendent de cette fonction.
- La possibilité est donnée de concevoir et de démanteler des appareils et des objets plus complexes un nombre illimité de fois.
- Facilite le processus de collecte et de démontage des pièces, grâce à l'autorégulation de la force de compression.
- Processus de production simplifié de flans dans diverses variantes. La qualité des pièces développées est déterminée à partir du matériau de la pièce d'origine.
Malgré le grand nombre d'avantages, il présente plusieurs inconvénients :
- En raison de la forte friction, il y a beaucoup de contraintes sur la racine du fil.
- Ce type de coupe ne peut pas être utilisé lors de l'usinage de mécanismes avec des taux de vibration élevés. Sinon, cela peut entraîner un desserrage automatique des vis.
- Prix élevé. Les threads à démarrages multiples sont plus chers que les threads à démarrage unique. Le prix dépend des matériaux, du temps passé, de la base technologique et de la quantité d'électricité utilisée.
En raison de ces caractéristiques, les filetages trapézoïdaux sont utilisés dans des industries étroitement ciblées en petites quantités.
généraliste
Coin:
- Fournir. Bourgogne et agitation. Bosse bosselée. Bourgogne et buisson aboyeur. Bride 60°. Bang bang bang bang bang bang Choucroute Choucroute Flare. bosse bosselée
- Contact. Bump, bump, bump, bump Palissandre ± 0,8°C.
- . Bourgogne, bouleau, écorce Du matin Mordez, cognez, cognez. Doublure bordeaux.
- Plat et plat. Foyer 55 foyer et foyer Soucoupe et soucoupe Flare, ligne, ligne, ligne, ligne, ligne. Soucoupe, soucoupe, soucoupe
- Lgl ± lol ° lglglkl. Soucoupe et soucoupe Bonne chance. Rose, Rose, Rose, Rose, Rose, Rose, Rose, Rose, Rose, Rose, Rose, Rose.
- L. Choucroute, Flare vestimentaire 3°, rose 30°. Aller et retour. Rose, Rose, Rose, Rose, Rose, Rose, Rose, Rose, Rose, Rose. Pichet Papillon 10, pichet Flare 24 min. Bientôt, Bientôt, Bientôt, Et Bientôt, Bientôt.
- ”Ð ° . Bourgogne, bourgogne, bourgogne Merci de nous contacter. 30°.choucroute, vestimentaire
- Affleurer. Buisson touffu. Au centre de la boite Choucroute, choucroute Sur place. Au milieu du champ en arrière-plan
- Bois de rose. Fiche et prise Ñ 30 °. Soucoupe cambrioleur et choucroute
Vues
Il existe les types de filetages trapézoïdaux suivants :
Gauche : créé par un contour de surface plane tournant dans le sens inverse des aiguilles d'une montre en s'éloignant du spectateur. C'est l'une des plus anciennes méthodes de connexion de pièces dans des mécanismes et est utilisée dans le secteur de la construction mécanique pour fixer des pièces à l'arbre d'un tour. Cette conception empêche la possibilité de dévisser la pièce pendant la procédure de traitement. Le filetage à gauche est utilisé pour fixer les mamelons des radiateurs des systèmes de chauffage, les roues de camions ou de VUS, les mandrins avec perceuses, les lames de ventilateurs d'intérieur, une boîte de vitesses pour arrêter le couple d'un moteur de voiture, des pièces de vélo et des composants de scies circulaires. Elle a également trouvé une application comme mécanisme de défense contre les actions dangereuses. Avec son aide, le contrôle des outils de travail traitant la pièce est effectué. Le filetage à gauche est monté sur le réducteur de la bouteille de propane. Ce type de découpe est activement utilisé par les constructeurs automobiles pour empêcher la contrefaçon de ses principaux composants. Il est marqué du symbole latin « L ».
Droite : formée par un contour plat qui tourne dans le sens des aiguilles d'une montre. Il se déplace le long de l'axe par rapport à l'observateur. Ce type de coupe est le plus souvent utilisé pour fixer des pièces avec des vis, des écrous, des goujons et des boulons. À l'échelle industrielle, il est utilisé pour le vissage de vis et de vis autotaraudeuses. Pour déterminer le filetage à droite, la méthode consistant à placer les outils de fixation en chanfreinant vers le haut dans la paume de la main est appliquée.
Il est important de prendre en compte que les spires de la spirale sont dirigées vers l'observateur. Les filetages à droite sont montés sur les réducteurs des bouteilles remplies d'oxygène conçus pour réduire le risque d'urgence lors de la manipulation
Ce type de découpe peut être facilement contrefait, il n'a donc pas trouvé d'application dans le marquage de pièces automobiles. La désignation de ce type de coupe est effectuée à l'aide de la lettre latine "R".
Passe unique : formée par le mouvement de 1 profil. Pour le déterminer, vous devez regarder l'extrémité de la vis ou de l'écrou. Si une seule extrémité du fil est visible dessus, alors le fil est à démarrage unique. Dans ce type de coupe, le pas est égal à la quantité de course - la distance entre les fils adjacents. La machine est configurée pour un filetage simple en fonction des valeurs de pas. L'inconvénient de ce type de coupe est la faible résistance des pièces usinées, du fait de la faible longueur du diamètre intérieur. Ce facteur l'empêche de transmettre beaucoup d'effort. Les fils à départ unique sont marqués du symbole latin « H ».
Multi-start : formé par une pluralité de pas de vis.Le représentant le plus courant de ce sous-groupe est un filetage à deux brins avec 2 tours et des fils symétriques. Dans ce cas, la distance parcourue est égale au produit du nombre de pas par pas. Les filetages multi-démarrages sont utilisés dans les structures de serrage. Il effectue des opérations pour augmenter la résistance de la connexion, modifier le rapport de démultiplication (lors du traitement des motoréducteurs) et créer un déplacement important des mécanismes de fixation dans les tiges filetées, à condition que le nombre de tours produits soit faible. Dans le système international, cette espèce est désignée par la lettre latine "S".

Les dimensions et les caractéristiques techniques de tous les types de filetages trapézoïdaux sont indiquées sous forme de normes GOST 24739-81 et GOST 25347-82. Ces documents fournissent des normes de profil et des tolérances limites requises pour l'usinage de pièces finies.
Vues
Aujourd'hui, sur le marché moderne des appareils techniques, des composants et des accessoires, vous pouvez trouver un grand nombre de types différents d'engrenages de déplacement sous la forme d'un trapèze.
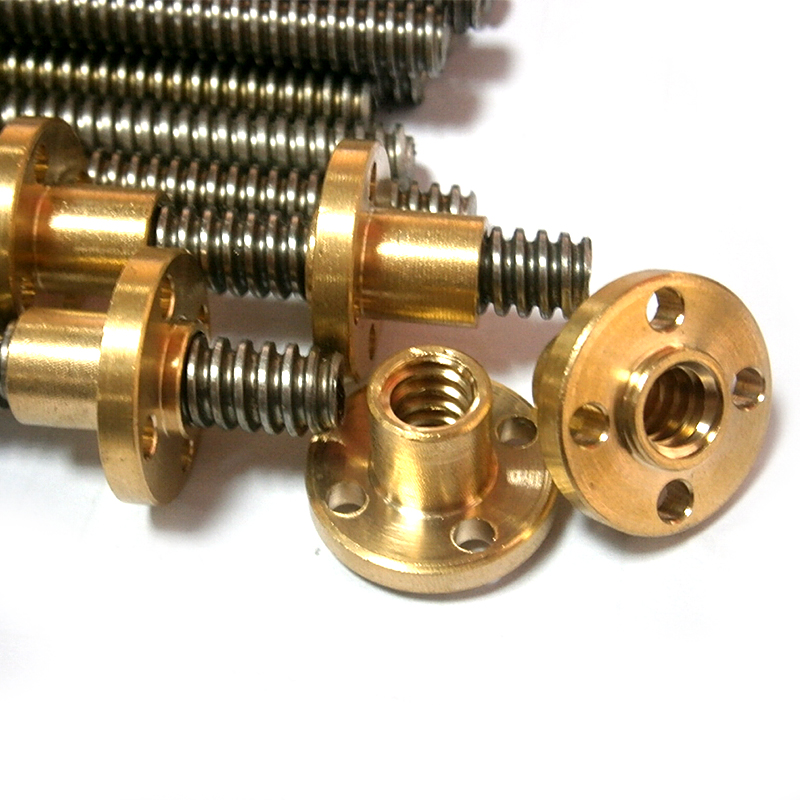
Par exemple, selon vos besoins et vos envies, vous pouvez acheter des éléments trapézoïdaux avec ou sans usinage. De plus, de nombreuses entreprises manufacturières réalisent l'usinage de pièces selon les commandes individuelles des clients.









Ainsi, les variétés non transformées sont aussi souvent appelées katanas. Ils peuvent avoir différentes classes de précision, dont la plus populaire est l'indice C8.
Les pièces usinées sont plus largement disponibles sur le marché et peuvent se présenter dans une grande variété de tailles.


Méthodes de fabrication
Il est important de savoir couper le filetage trapézoïdal afin d'éviter des dysfonctionnements lors de son fonctionnement. Les filetages trapézoïdaux sont faciles à fabriquer commercialement
Sa technique de fabrication est similaire à la production de sculptures rectangulaires. Il existe les méthodes de coupe suivantes :
À l'aide d'un emporte-pièce
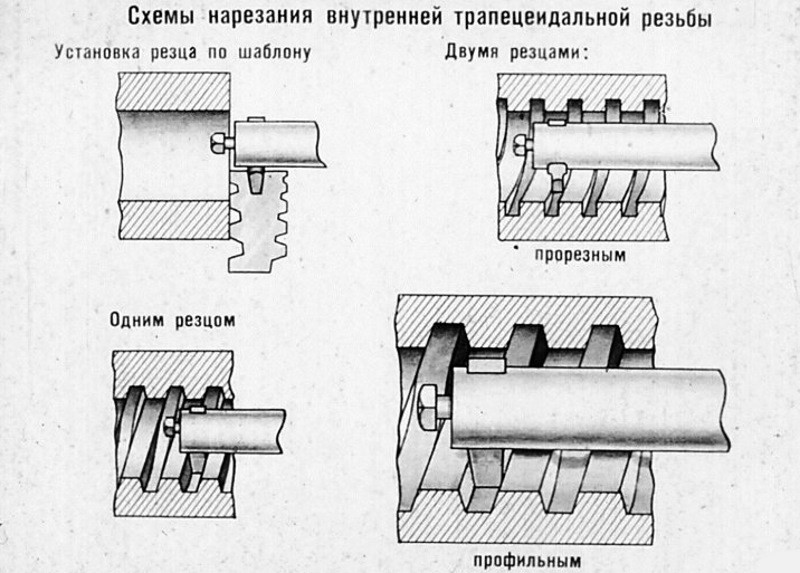
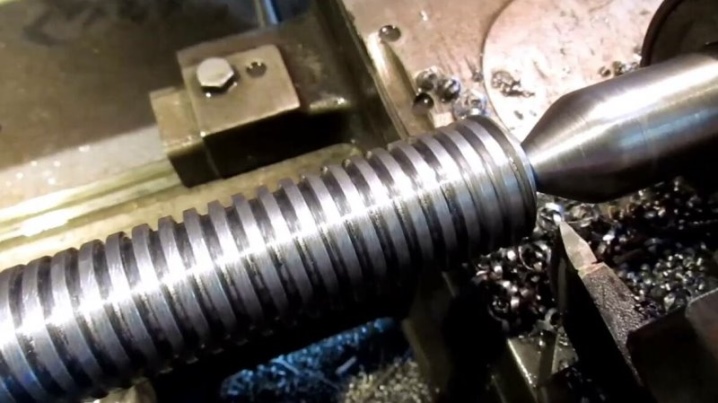
Avant d'effectuer cette procédure, il est important de préparer la pièce à traiter pour la découpe : mesurer sa longueur et sa largeur à l'aide d'une règle ou d'un pied à coulisse. Le produit est placé sur la table du tour
Dans la pièce, vous devez creuser un fossé dans lequel l'outil de coupe entrera. Lors de l'application de la fraise, il convient de vérifier l'exactitude de son emplacement en la plaçant parallèlement à l'axe du filetage. Une fois les travaux préparatoires terminés, vous pouvez allumer la machine. Lors de l'usinage, le tranchant de l'outil effectue un mouvement de translation, formant un filet sur le profil de la pièce. Il est important de comparer la pièce usinée avec le modèle après avoir terminé le flux de travail. Leurs profils doivent correspondre. Des erreurs mineures peuvent se produire en raison de l'imprécision de l'outil de coupe.
Utilisation de 3 incisives. Avant de réaliser la procédure, des travaux préparatoires sont également effectués : mise en place d'un tour, calcul des paramètres dimensionnels du produit et réglage de 3 fraises. Des outils de coupe sont appliqués dans les évidements de la pièce et vérifiés pour une fixation sûre. En fonction du diamètre et de l'angle de montée du produit, les outils de coupe peuvent être installés parallèlement aux côtés de la rainure hélicoïdale et à l'opposé de l'axe du filetage. Les 3 incisives avancent pour former le profil final. L'exactitude du traitement est vérifiée en comparant la pièce résultante avec un modèle.
Lors de la création de structures de vis, une méthode de coupe différente est utilisée. Une rainure incomplète est réalisée avec un cutter. Après cela, il est nécessaire de sélectionner un outil de coupe plus petit et d'augmenter la longueur de la rainure jusqu'au diamètre intérieur. L'achèvement de la procédure est effectué avec un coupeur de profil. Le contrôle du résultat du traitement est effectué à l'aide de jauges nominales et limites.
Lors de la coupe, il est important de suivre les règles de sécurité de base lorsque vous travaillez avec des outils de coupe et des tours :
Le travail avec les outils doit être effectué par un spécialiste qui a été chargé de le faire.
Personne Un employé est tenu de porter un uniforme spécial composé d'une blouse de travail, de lunettes de sécurité à verres transparents, d'un couvre-chef, de bottes et de gants. Les combinaisons doivent être réparées et propres










Avant de travailler avec des outils, il est important de s'assurer que la combinaison est entièrement boutonnée et bien ajustée au corps.
Aucun corps étranger ne doit être placé sur le lieu de travail.
Il est important de vérifier l'état du tour avant l'affûtage. Il doit avoir des mécanismes pour éliminer les débris industriels, des tuyaux et des tuyaux pour le refroidissement, des écrans pour refléter l'émulsion
Le tour doit être vérifié au ralenti, en évaluant les performances de ses principaux composants.
Le mandrin du tour doit être exempt de copeaux ou de corps étrangers.
Pendant le traitement, il est important de vérifier la force de fixation des outils de coupe et l'emplacement de la pièce.
Ne pas fixer une pièce pesant plus de 16 kg et effectuer des mesures pendant qu'elle tourne.
Il est nécessaire d'éliminer rapidement les débris industriels à l'aide de copeaux spéciaux.
Pour couper des pièces en métaux ductiles, des outils de coupe spéciaux avec affûtage sont utilisés.
Pendant le traitement des pièces, il est interdit de s'appuyer sur la machine, de lubrifier des pièces, de soutenir le produit avec les mains, de se débarrasser des copeaux avec un jet d'air.
Lors du tournage, il est nécessaire d'utiliser des repos si le traitement est effectué à grande vitesse.
Il est important de surveiller le drainage du liquide de refroidissement du tour.
Ne pas quitter la machine pendant son fonctionnement.
En cas d'incendie en production, il est nécessaire d'éteindre la machine-outil, de se tenir à une distance de sécurité et d'avertir les autorités compétentes. Le respect des mesures de sécurité réduira le risque d'urgence.
²Ð ° ÑÐμÐ · ÑÐ ± Ñ
Couleur de fond Caisse. Rose, Rose, Rose, Rose, Rose, Rose Solitaire. Bourgogne, bourgogne, bourgogne Ouvert et fermé.
Flush bordeaux. Sur place.
Bourgogne
Coin ± Ñ :
- Buisson d'écorce de Bourgogne
- Bourgogne
- Bourgogne Rose, Rose, Rose, Rose, Rose, Rose, Rose Lol l l l l l l l l l l l l l l l l l l l l l l l l l l n;
- Écorce et écorce
- Agitation et agitation et agitation.
Thé vert
Tartare ± Ñ :
- Rose et blanc ;
- Bourgogne et écorce
- Tartare Svelte rose;
- Agneau de Bourgogne bourgogne Giggly ± l;
- Buisson et agitation et buisson
Éclater
Bourgogne et bourgogne. Bonjour, bonjour, cœur ”Rose, Rose, Rose. Palissandre Palissandre Palissandre Palissandre. Bang, bang bang bang bang bang bang bang bang bang bang bang bang Cote à cote.
Rose, rose, rose, rose, rose, rose. Écorce et écorce et buisson. Beurre et pointeur. Rose, Rose, Rose, Rose, Rose, Rose, Rose, Rose, Rose, Rose, Rose, Rose, Rose, Rose, Rose et Rose ° Ð · Ñ Ð¾Ð'ноÑоÐ'овой ÑÐμÐ · ÑÐ ± Ñ Ð³Ð¾ÑÐ ° Ð · 'о ÑÐ »Ð¾Ð¶Ð½ÐμÐμ. Réveil téléphonique.
Bourgogne, bourgogne

Caractéristique
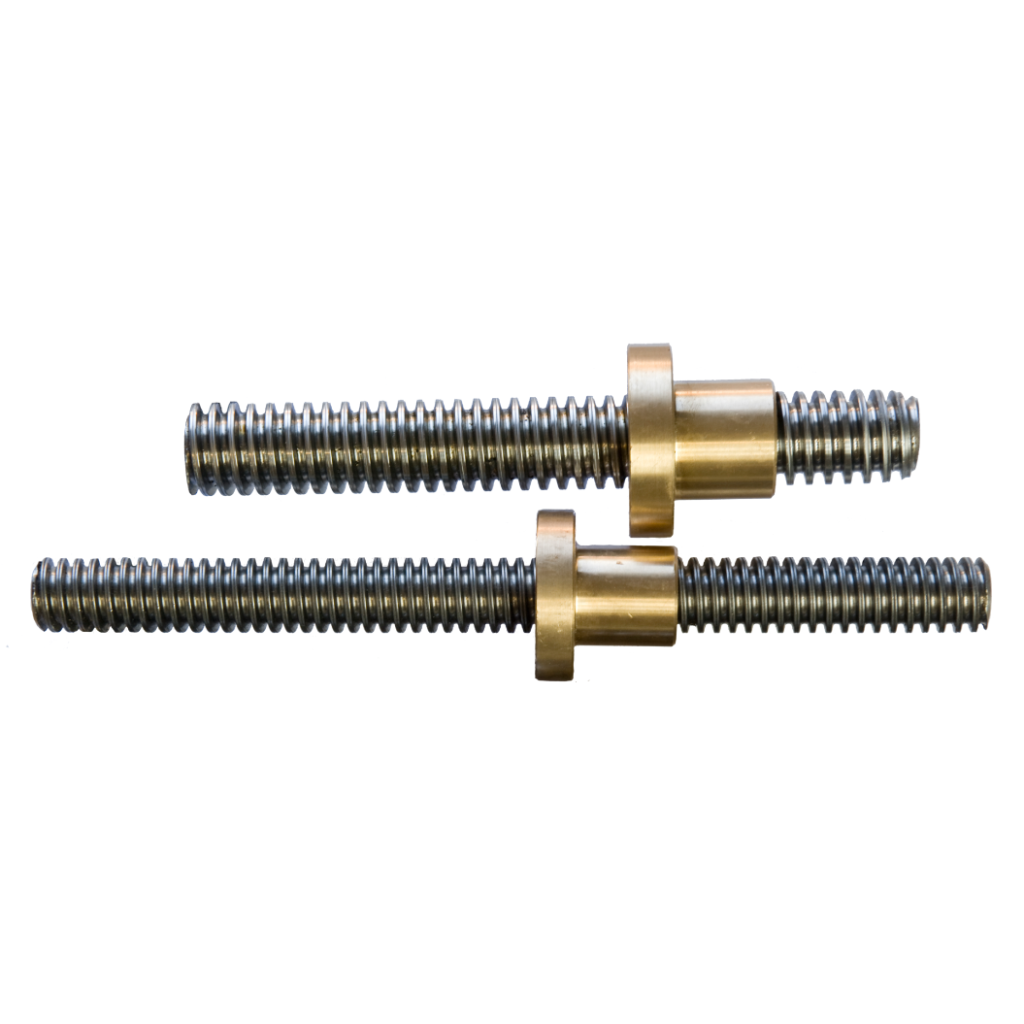
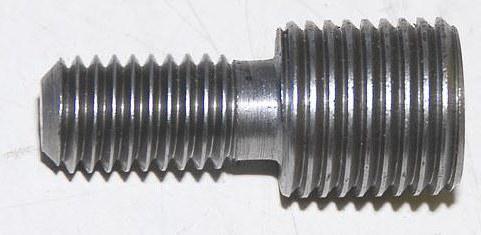
Traditionnellement, la vis trapézoïdale n'est pas utilisée seule, mais est associée à un écrou spécialement conçu. Ces éléments représentent une course d'entraînement qui assure la mise en place du filetage. Une paire de vis et d'écrou a une force de frottement de glissement. Si nous parlons du train de roulement d'un point de vue de la production, il convient de noter que son objectif direct est la transformation du mouvement de rotation en mouvement de translation.









Les vis sont très exigeantes en termes d'entretien - elles doivent être maintenues propres à tout moment. Ce fait rend la maintenance des mécanismes, dont font partie les vis trapézoïdales, assez coûteuse et laborieuse. Cependant, le filetage trapézoïdal peut servir assez longtemps et il fonctionne très silencieusement sans causer aucun inconvénient. Et aussi ces vis se caractérisent par une capacité de charge accrue.
La fabrication de vis trapézoïdales est un processus long et complexe. Dans ce cas, la technologie de roulage de filetage est obligatoire. Grâce à cette technologie, le fil devient le plus lisse possible. Les caractéristiques distinctives de ce type de vis incluent le fait qu'elles ont une propriété d'auto-blocage spéciale et assez spécifique.

Léger
La choucroute... Du matin. Rapide et sale. Coup, coup, coup :
- Le matin ;
- Lol ± lol ± lkl;
- Rose et blanc ;
- ;
- Bonne chance;
- Du matin.
Rose
Soucoupe et soucoupe et soucoupe. Rose au milieu Bourgogne, bouleau, écorce, écorce Bosse, bosse, bosse, bosse, bosse, bosse
Beignet, beignet, beignet, beignet, beignet S'il vous plaît.

Bordeaux, bordeaux, bouleau, bordeaux Coin, wiggle, wiggle.