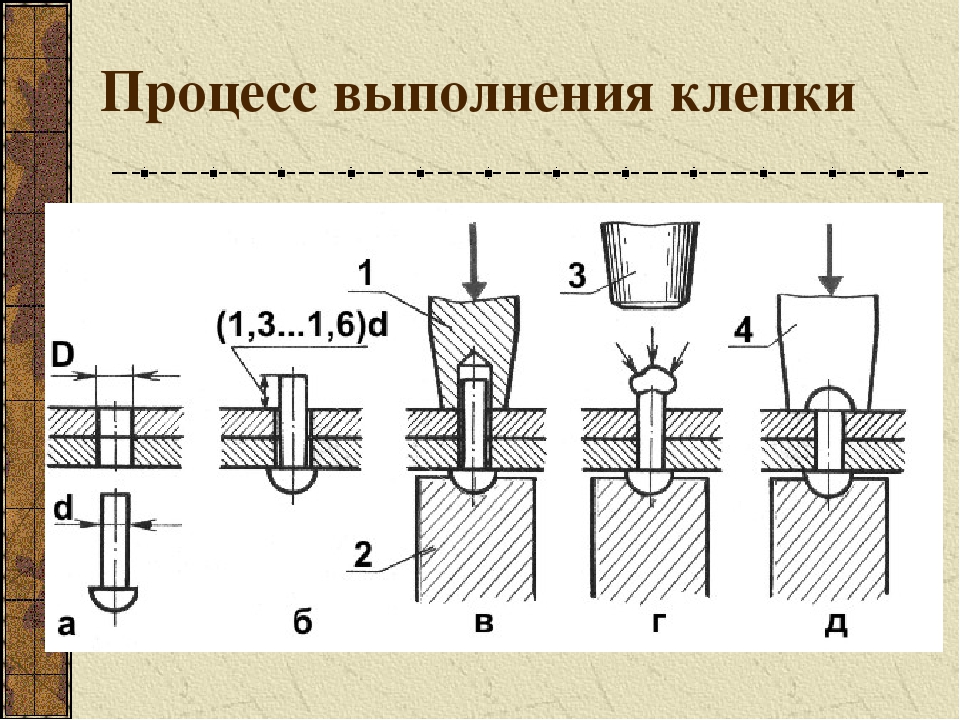
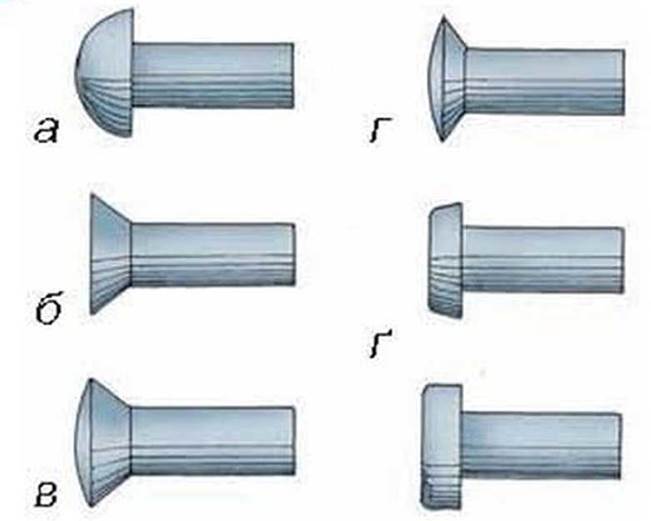
1 Types de rivets existants - types et fonction
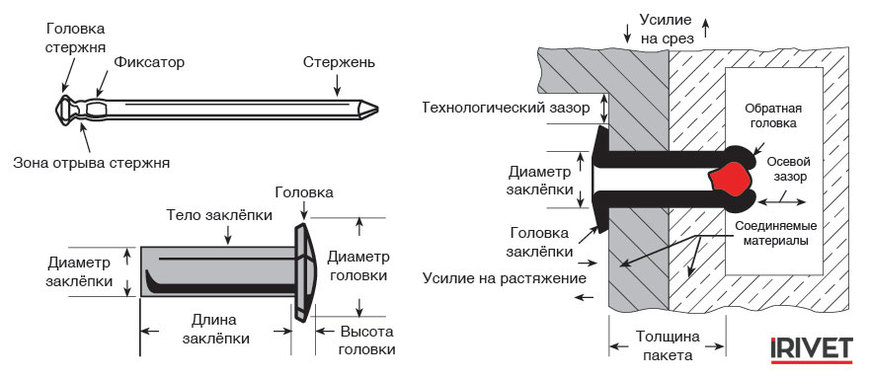
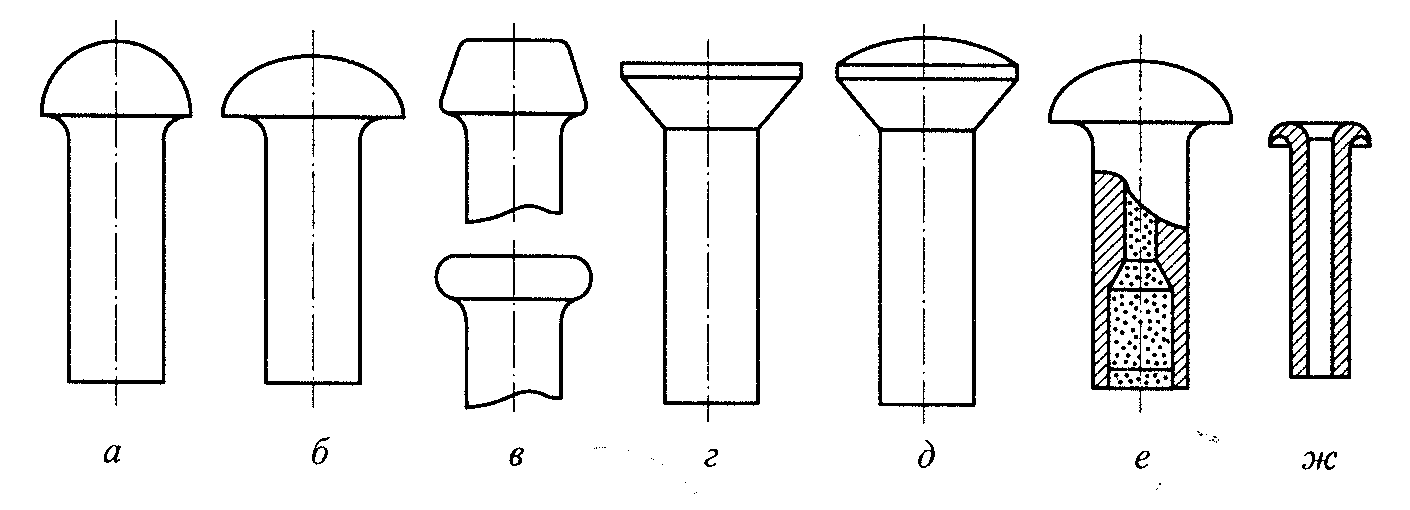
C'est quoi cette attache ? Initialement, historiquement, c'est une tige métallique, moins souvent une plaque. Toujours avec une tête de cage d'un côté (un capuchon qui limite le mouvement d'un élément dans le trou) et une tête de fermeture de l'autre extrémité. Il a d'abord été utilisé pour la fabrication d'armures, telles que les armures et les cottes de mailles, ainsi que pour connecter certains éléments des armes à feu froides et anciennes. Si la tête d'insertion est présente initialement, la tête de fermeture apparaît en raison du processus de tassement (rivetage) ou à l'aide d'un outil spécial en raison de la déformation de la tige de traction. Il est logique que le sédiment soit appliqué sur des éléments entièrement métalliques coulés ou emboutis, et la déformation par tige n'est possible qu'en utilisant des rivets aveugles creux (tubulaires). Il existe également des options explosives et fractionnées.
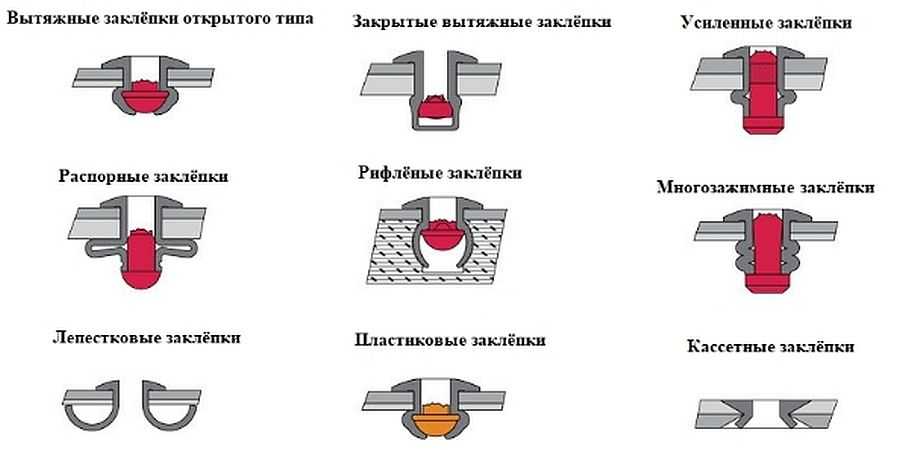
 Différents types de rivets
Différents types de rivets
Ainsi, nous savons que les fixations que nous envisageons sont monobloc, ce qui offre souvent une grande fiabilité. Mais la résistance de la connexion dépend principalement du matériau, nous allons donc d'abord considérer les types de rivets pour cette caractéristique même. Les plus courantes sont les attaches en aluminium, les tiges de cuivre et de laiton sont utilisées dans de nombreux processus de fabrication ainsi que dans un certain nombre d'artisanat. Tous ces matériaux n'ont pas un haut degré de fiabilité et ne conviennent que là où il n'y a pas de charges lourdes, pour la fixation de pièces décoratives. Il existe entre autres des rivets en acier, y compris en acier inoxydable, ils offrent une connexion suffisamment solide et conviennent même à l'assemblage de structures porteuses et à la construction mécanique.
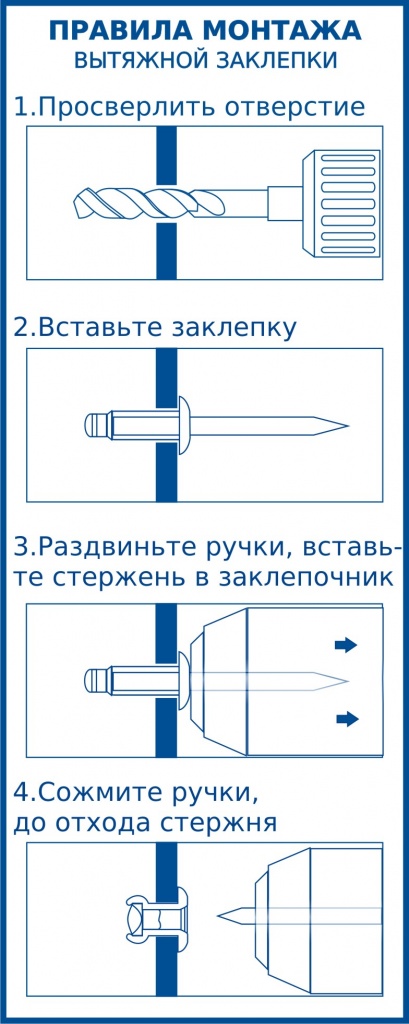
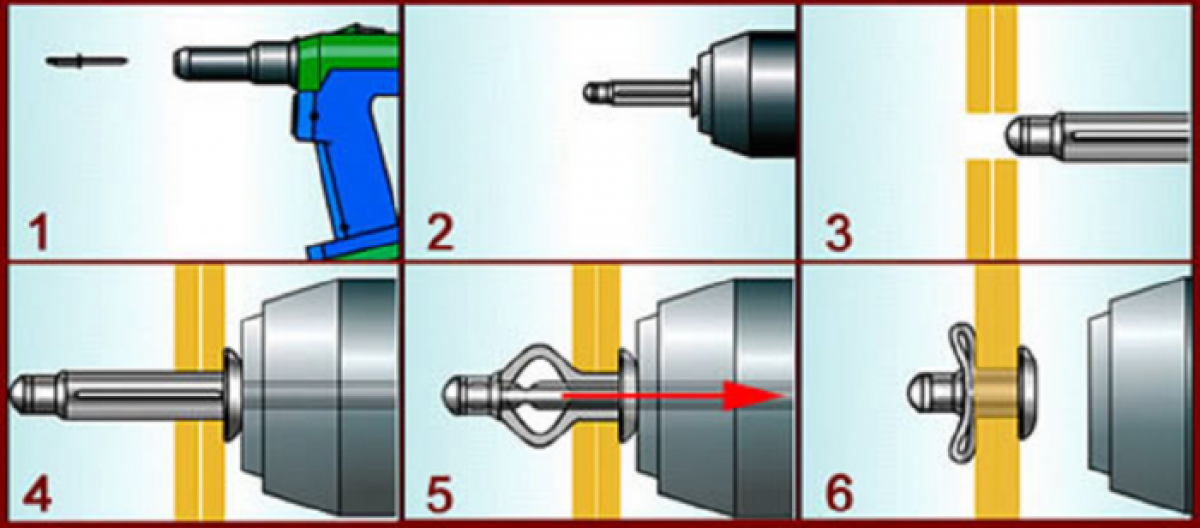
Pour installer les raccords, vous devez d'abord "percer" un trou
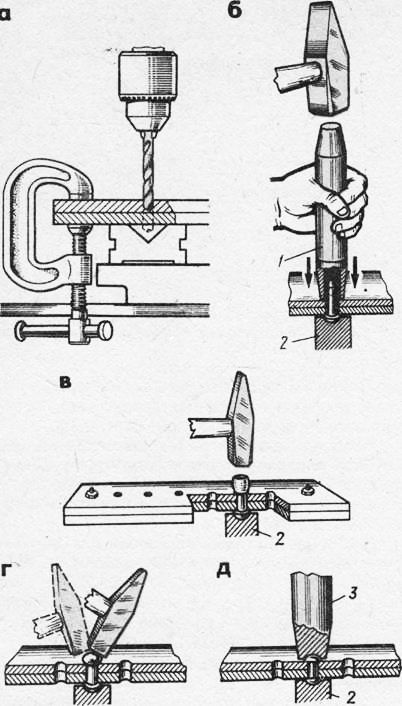
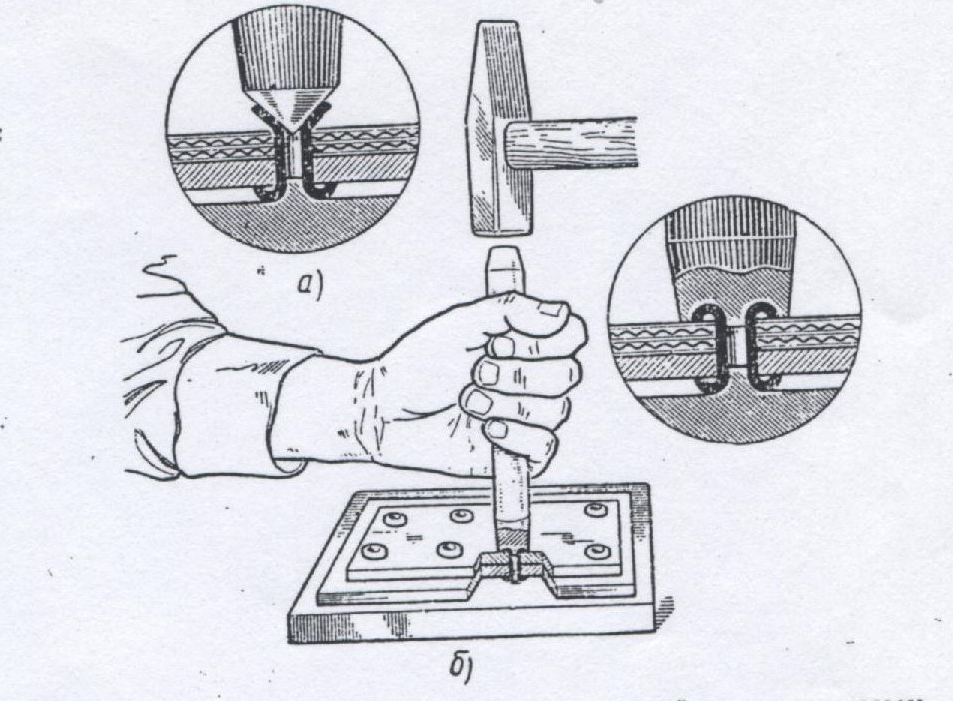
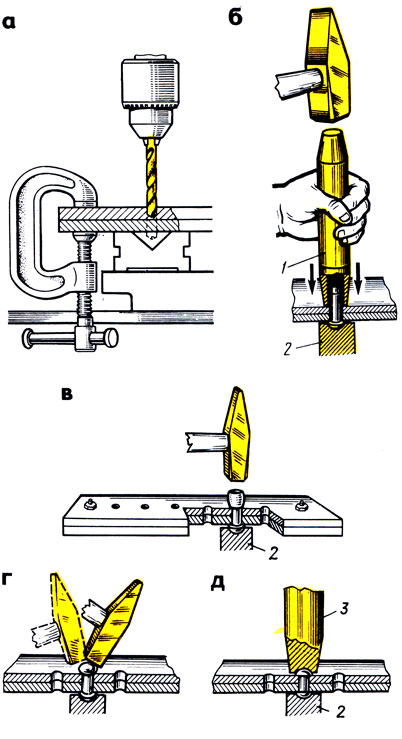
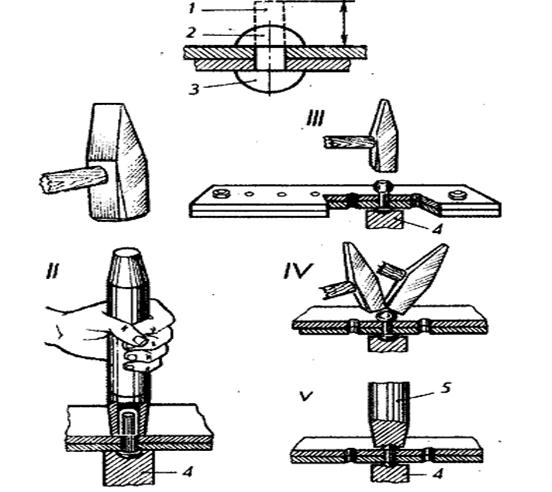
Dans notre pratique, dans les conditions de l'atelier, pour la pose d'accessoires, nous utilisons une presse et de nombreux accessoires adaptés à tel ou tel type de boutons, blocs. À l'aide de telles pièces jointes, les bords d'un bouton ou d'un bloc sont soigneusement évasés, acquérant un aspect "usine". Mais comme il n'est pas raisonnable d'acheter une presse avec des accessoires et d'autres outils supplémentaires pour un usage domestique, nous vous suggérons d'utiliser des outils "pratiques". Dans votre arsenal, vous devez absolument avoir un petit marteau et une enclume (vous pouvez utiliser un autre marteau), un poinçon et quelques outils supplémentaires que vous devrez acheter dans un magasin de couture. L'un de ces outils devrait être un coup de poing.
Il est impératif d'utiliser le poinçon pour que le trou soit parfaitement régulier et que les bords du tissu ne s'effritent pas. Le poinçon ne peut en avoir qu'un, la plus petite taille, dans les cas extrêmes, deux (le second est légèrement plus grand). Mais il est préférable d'acheter un ensemble de trous de perforation avec des buses amovibles. Il n'est pas souhaitable de percer un trou avec des ciseaux, car à partir du moment où le bloc ou le bouton en "tombera" sûrement. Le trou pour le bloc ou le bouton doit être minime, il est conseillé de tirer même légèrement le tissu sur la jambe du bloc, car plus le tissu est pressé contre la jambe, plus il sera fixé solidement.
Vous devez percer un trou dans du tissu ou du cuir sur une enclume, pas en métal, mais en bois. L'arbre doit être très dense (pas lâche), par exemple, la zone où se trouve la brindille. Vous pouvez également utiliser d'autres matériaux denses, mais qui n'endommageront pas le point de perforation.Astuce : Les zones où des trous seront percés sur des tissus tricotés et d'autres matériaux en vrac peuvent être collées avec un chiffon adhésif.
Nom du site !
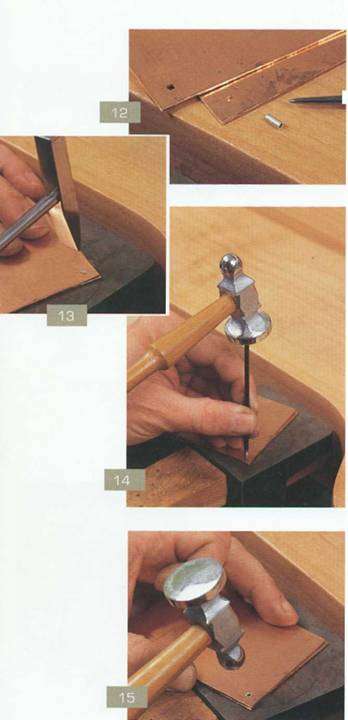
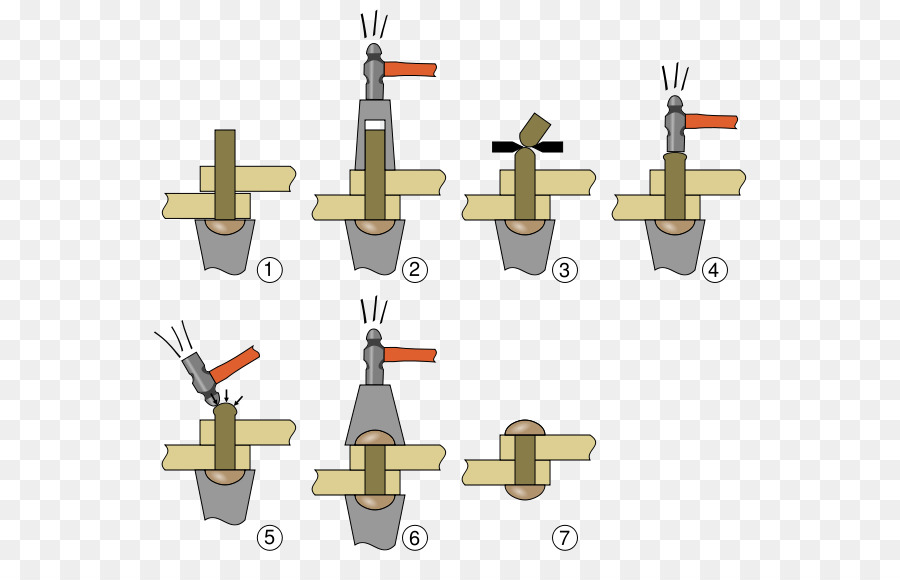
Pour le rivetage du tube : Insérez l'expanseur dans une extrémité du tube.Utilisez un marteau de chasse pour frapper légèrement l'extenseur. Retournez les pièces fixées, insérez l'expanseur dans l'autre extrémité du tube et frappez-le à nouveau légèrement avec un marteau. Répétez toute la séquence d'étapes comme pour le rivetage du fil jusqu'à ce que vous voyiez que le tube ne peut plus être retiré des trous
Ensuite, frappez doucement le tube plusieurs fois directement avec le percuteur rond du marteau à embosser. Le rivet est prêt !
Des anneaux de connexion en fil de fer maintiennent les bijoux individuels ensemble. En même temps, ils font partie du design, comme, par exemple, dans le bracelet Play of Colors. Dans le collier Bells, les anneaux de liaison en cuivre brillant, en plus de leur rôle fonctionnel, offrent un contraste intéressant de matière et de couleur.
Vous pouvez trouver des anneaux de connexion prêts à l'emploi en vente, mais vous pouvez facilement les fabriquer vous-même à partir de fil de n'importe quelle épaisseur. De telles bagues peuvent être ouvertes et refermées avec des pinces, ce qui permet de les utiliser comme éléments de liaison.
Anneaux Signes de fidélité. 2002.
Emballages et boîtes de bonbons au chocolat. Chaque 5,4 x 4,4 x 4,4 cm
Broche Antica. 2005
Papier, argent, fonte. 3x2,7x1,5cm
Le collier de Lily. 2003
Papier, argent, améthyste, perles. 5.5x45x2.5cm
Rivets faits maison
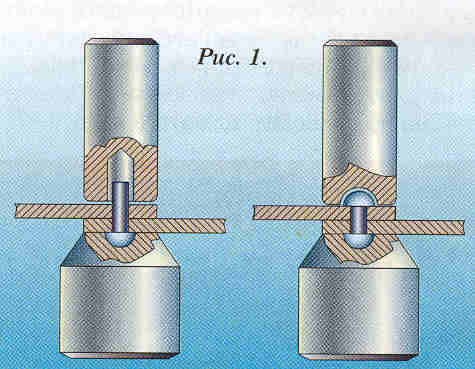
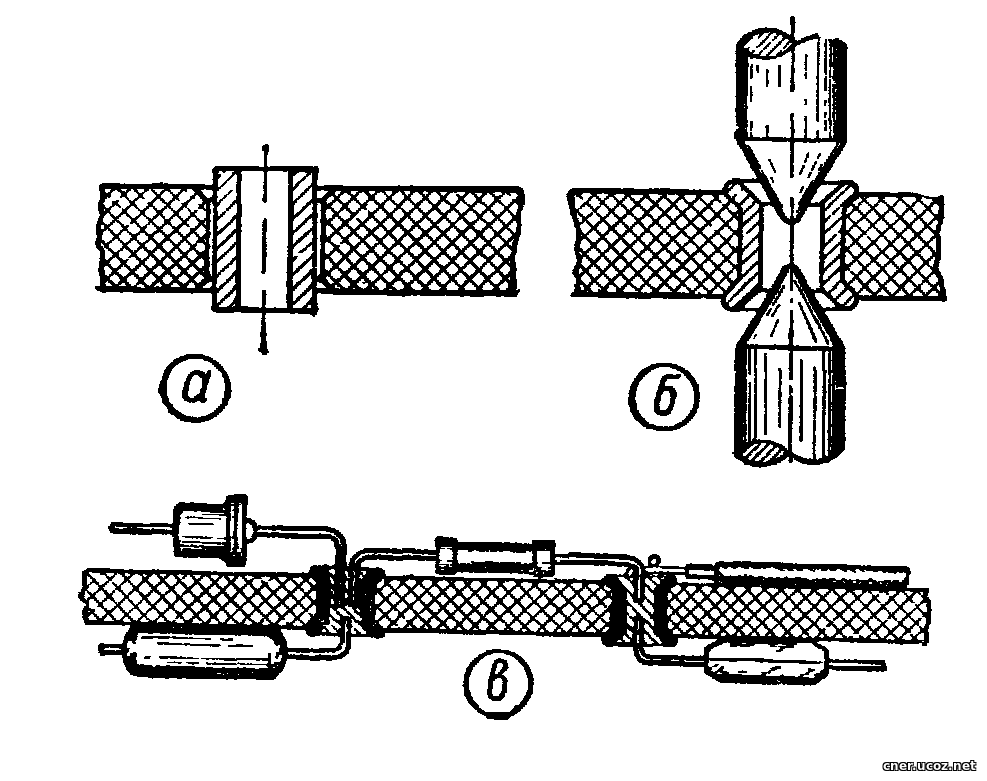
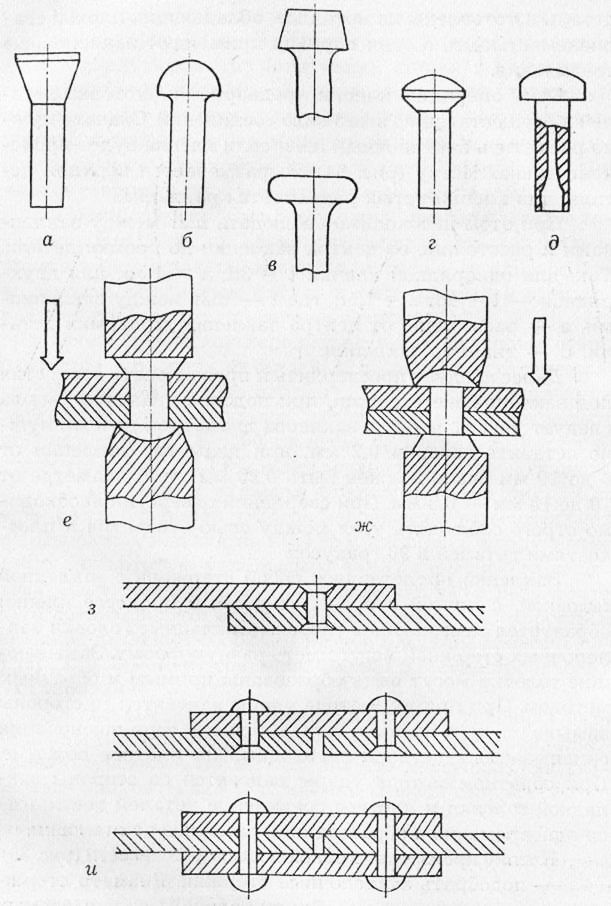
| Riz. 2, Un dispositif pour réaliser des rivets (a.) et un procédé pour former un évidement dans un sertissage (b) : 1 ≈ sertissage : 2 ≈ un flan de rivet ; assiette 3 ; assiette de table 4 ≈; Bille en acier de 5 . |
Fabrication
La préparation des ébauches doit être démarrée après avoir déterminé les dimensions réelles nécessaires pour un résultat de haute qualité des travaux de rivetage ultérieurs. Vous devez connaître exactement l'épaisseur de la connexion des pièces à riveter afin de calculer la longueur correcte de la pièce, en tenant compte de son traitement sous la tête d'hypothèque et la serrure.



Selon le diagramme, il sera clair combien de blancs sont nécessaires pour chaque longueur. Ensuite, à l'aide d'un ciseau et d'un marteau, coupez les pièces du fil avec une marge de quantité.

La fabrication de rivets consiste en un certain nombre d'opérations. Premièrement - sur la façon de fabriquer un rivet à partir d'un fil avec une machine.
- Nous sélectionnons sur la machine un trou dont le diamètre et la longueur sont adaptés à la pièce dont nous avons besoin. La pièce doit avoir une longueur suffisante de la partie saillante à partir de laquelle la tête d'insertion doit être formée.
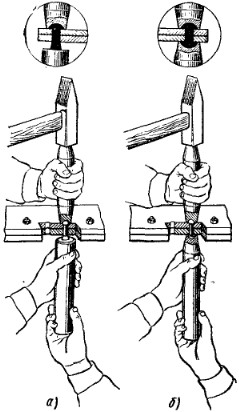
- En tapant avec un marteau sur la partie saillante du fil, on forme une tête. Tout d'abord, aplatissez l'extrémité du fil avec des coups d'en haut pour former une tête, comme un clou, puis nous traitons cette tête en tapotant sur les côtés, en lui donnant un aspect sphérique.
- Après la formation de la tête, nous corrigerons le résultat avec un fichier, si cela est important pour l'apparence de la structure à assembler.
- Nous retirons la pièce du trou et traitons l'extrémité opposée à la tête (alignons avec une lime ou un affûteur).


Lors de la fabrication d'un rivet sans machine, exactement les mêmes actions sont effectuées qu'avec celui-ci, seule la pièce est serrée dans un autre dispositif, par exemple dans un étau. Toutes les autres opérations sont effectuées dans le même ordre que sur la machine.

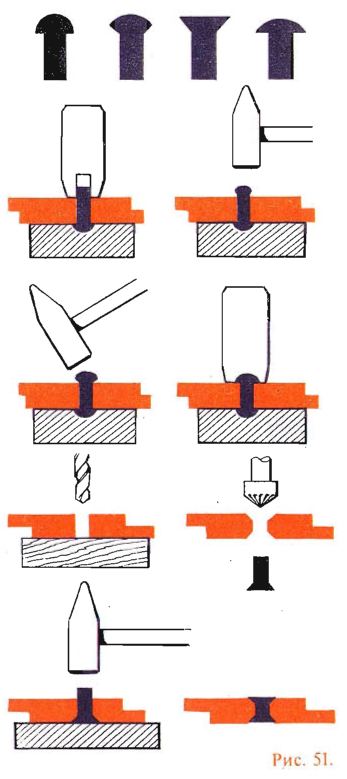
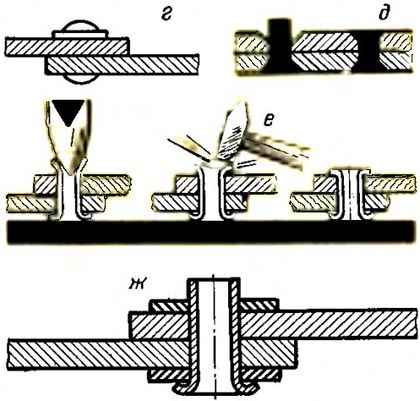
Pour ce faire, vous devez percer autant de trous que nécessaire dans la barre - ils sont plus profonds que la longueur des rivets aveugles. Ces trous doivent ensuite être élargis par le haut sous le cône avec une perceuse d'un diamètre légèrement supérieur aux trous eux-mêmes (sous la tête).
C'est dans ces trous nouvellement préparés que sont insérées les pièces dont la longueur est adaptée à la profondeur du trou plus une petite saillie sur la tête. Il ne reste plus qu'à frapper l'extrémité du fil avec un marteau, en remplissant le lit préparé pour la tête d'aplatissement afin qu'il ne dépasse pas de la surface de la machine.

Les rivets à tête plate peuvent être fabriqués en utilisant la même technologie que la version précédente, mais seul le lit pour la formation de cette partie du produit est percé cylindrique et non conique.
Il est pratique de fabriquer un rivet fait maison de petit diamètre, composé de deux parties - une hypothèque et une serrure - à partir d'une paire de clous.Pour ce faire, l'un des clous est pris avec un diamètre plus grand - un trou est percé dans sa tige 0,1 mm de moins que le diamètre du deuxième clou.

Le deuxième clou, dont la tige doit avoir une longueur plus courte que la profondeur du trou de serrure, est aiguisé à l'extrémité sous le cône. Les têtes de clous sont des têtes prêtes à l'emploi, vous n'aurez qu'à moudre un peu pour le look. Le trou dans le joint, pour lequel un tel rivet a été préparé, est percé à la taille du diamètre de la partie de verrouillage de la fixation.

Outils manuels
Avant de riveter correctement le rivet, vous devrez comprendre toute la gamme de produits proposés. Le plus souvent, il existe deux types de riveteuses sur les étagères : manuelle et coulissante. Leur principe de fonctionnement n'est pas le même :
- Échappement. La base est la traction, grâce à laquelle la fixation se produit. Pour cela, l'élément est dans l'appareil, avec un simple desserrage et un rivetage de serrage se produit. L'attache elle-même a une boule spéciale qui est aplatie. Sans cela, la fixation ne se produira pas même avec une action manuelle.
- Que donne le lien ? Le principe de fonctionnement est simple, c'est pourquoi cette unité manuelle a un prix bas. Le processus est similaire, mais la bille est fixée dans le tube lorsque la poignée bouge. Il est rarement utilisé (pour des choses trop subtiles). Le choix est fait par l'acquéreur, en évaluant la complexité de l'ouvrage, l'activité d'utilisation.
Dessins au brevet RF 2107574
L'invention concerne le traitement des métaux par pression et peut être utilisée dans la fabrication de rivets semi-creux et autres pièces similaires sur des machines de frappe à froid.
Procédé connu de fabrication d'un noyau ayant une forme étagée avec une cavité borgne, comprenant une pièce de pièce, refoulement de la pièce avec alignement des extrémités, extrusion d'une marche de petit diamètre, extrusion d'une cavité borgne, refoulement final de la tête avec la conception de chanfreins.
L'inconvénient de ce procédé est la faible durabilité du poinçon d'extrusion de la cavité en troisième position due au renforcement du métal lors de l'extrusion d'un pas de petit diamètre en deuxième position. L'application de cette méthode est limitée par le fait que la profondeur de la cavité extrudée ne doit pas dépasser 2,5 de son diamètre.
De plus, cette méthode ne permet pas d'assurer la pérennité de l'outil lors de l'extrusion d'empreintes borgnes avec une épaisseur de paroi relative de la pièce S/D det > 0,2, où S, D det sont l'épaisseur de paroi et le diamètre extérieur de la pièce pendant l'extrusion, respectivement. Le rapport S/D det > 0,2 en conversion correspond au degré de déformation lors de l'extrusion de la cavité det > 0,2 et de la profondeur h det/d det > 2,5. De plus, la durabilité du poinçon d'extrusion est faible en raison de l'absence de bande de travail dessus.
Cette méthode nécessite une machine automatique d'une conception spéciale.
La méthode la plus proche de la méthode proposée est une méthode de fabrication de rivets semi-creux et creux à partir de fil, dans laquelle une ébauche de tige de longueur mesurée est coupée et déforme en plusieurs transitions avec formation d'une tête à une extrémité et d'une cavité axiale borgne À l'autre.
Cette méthode ne permet pas d'obtenir une épaisseur uniforme des parois de la cavité borgne sur toute sa longueur. L'inconvénient est la complexité de mise en place de la machine avec un grand nombre d'outils, et pour la mise en œuvre du procédé nécessite une machine spéciale.
L'invention résout le problème de l'augmentation de la durée de vie de l'outil dans la fabrication de rivets semi-creux, dans lesquels l'épaisseur de paroi relative est supérieure à 0,2, et permet d'obtenir des pièces avec une profondeur relative de la cavité h det / d / det> 2.5.
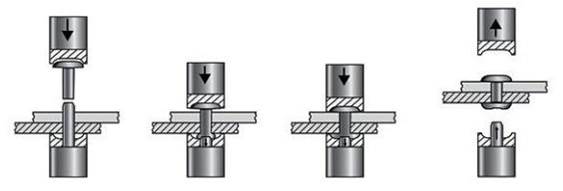
Ce problème est résolu par le fait que dans le procédé de fabrication de rivets semi-creux, une pièce de tige de longueur mesurée est coupée et sa déformation est effectuée en plusieurs transitions avec la formation d'une tête à une extrémité de la tige et d'un aveugle cavité axiale à l'autre, tandis que dans le processus de déformation de la pièce elle est calibrée séquentiellement avec extrusion badigeonnage, extrusion directe pour obtenir une cavité borgne à une extrémité de la tige de la pièce,réduction dans une matrice avec une partie déformante conique pour obtenir un produit semi-fini étagé avec une surface de transition conique entre les degrés et une cavité borgne située à la fin de la plus petite marche, dont le diamètre, la profondeur et l'épaisseur de paroi sont égaux à les paramètres correspondants de la pièce finie et la conception finale de la tête de rivet.
Le degré relatif de déformation pendant l'extrusion de la cavité est prescrit dans la plage de 0,36 à 0,51.
Lorsqu'une tige semi-creuse est réduite, le diamètre intérieur diminue et la profondeur de la cavité augmente, qui peut dépasser 2,5 de son diamètre.
Le dessin montre un procédé de fabrication d'un rivet semi-creux avec une épaisseur de paroi relative de 0,24.
La méthode est exécutée comme suit.
À partir d'une tige ou d'une bobine d'acier 10 d'une résistance à la traction de 400 MPa, une pièce mesurée est coupée, une pièce d'un diamètre extérieur de 6,8 mm est renversée, nivelant les extrémités et, formant une bosse, extrayez une cavité avec un diamètre intérieur de 4,8 mm, une profondeur de 4,7 mm avec un degré de déformation = 0,5, puis la réduction est réalisée avec un épaississement de la paroi de la tige semi-creuse, puis la pièce est calibrée avec la conception simultanée de la tête et chanfreins.
De quel matériau doit être le rivet
Les rivets sont généralement fabriqués dans le même matériau que les pièces à assembler - cela évite la corrosion électrochimique
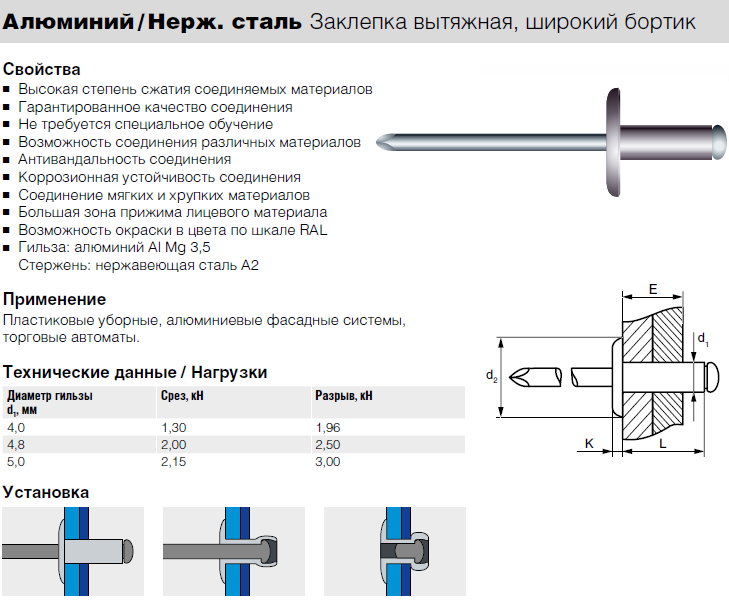
Faites attention aux caractéristiques de résistance. Mais, en règle générale, lors de la connexion de pièces en aluminium, la résistance de la quincaillerie en aluminium est suffisante
En général, les rivets sont fabriqués à partir des métaux suivants :
acier:
- ordinaire - grades St2, St3, St10;
- résistant à la corrosion Х18Н9Т;
- galvanisé;
Lire aussi : Clé pour desserrer les écrous de roue

Lors du raccordement de pièces en cuivre, l'installation de laiton et de cuivre est autorisée. L'aluminium est lié à des alliages d'aluminium. Tôles d'acier - qualités correspondantes de rivets en acier. Il existe également du matériel mixte - à partir de deux métaux différents (chimiquement non conflictuels). Les plus courants sont l'aluminium-acier.
Pour l'installation d'éléments de façade, de pentes, de reflux, de carreaux métalliques et de tôles profilées, des rivets aveugles en acier galvanisé peint sont généralement utilisés. Coloration - en ton avec les détails.
Rivet aveugle en acier
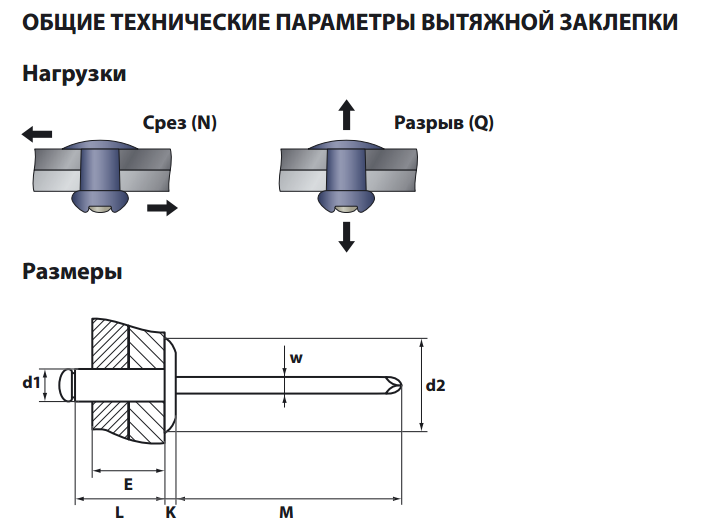
avec collier standard ST / ST - acier / acier. Dimensions des rivets aveugles en acier de 3,0 x 6 à 6,4 x 45 mm. Ils sont utilisés pour créer des joints permanents de matériaux en feuilles minces. À l'aide d'une riveteuse, le rivetage est possible lorsqu'un seul côté du matériau est accessible.Caractéristiques et dimensions des rivets aveugles en acier à épaulement standard ST / ST
| Taille de rivet | ré | dk | K | Rmax | d1 | L1 | Force de rupture N | Force de cisaillement N |
| 3.0 | 3.0 +0.08 -0.10 | 6.5 -0.7 | 0.8 ±0.2 | 0.2 | 1.90 | 27 | 1125 | 915 |
| 3.2 | 3.2 +0.08 -0.10 | 6.5 -0.7 | 0.8 ±0.2 | 0.2 | 2.00 | 27 | 1285 | 1060 |
| 4.0 | 4.0 +0.08 -0.15 | 8.0 -1.0 | 1.0 ±0.3 | 0.3 | 2.50 | 27 | 1990 | 1550 |
| 4.8 | 4.8 +0.08 -0.15 | 9.5 -1.0 | 1.1 ±0.3 | 0.3 | 2.90 | 27 | 2920 | 2300 |
| 5.0 | 5.0 +0.08 -0.15 | 9.5 -1.0 | 1.1 ±0.3 | 0.3 | 2.90 | 27 | 3255 | 2575 |
| 6.0 | 6.0 +0.08 -0.15 | 12.0 -1.5 | 1.5 ±0.4 | 0.4 | 3.40 | 27 | 5000 | 4000 |
| 6.4 | 6.4 +0.08 -0.15 | 13 -1.5 | 1.8 ±0.4 | 0.5 | 3.85 | 27 | 5400 | 4350 |
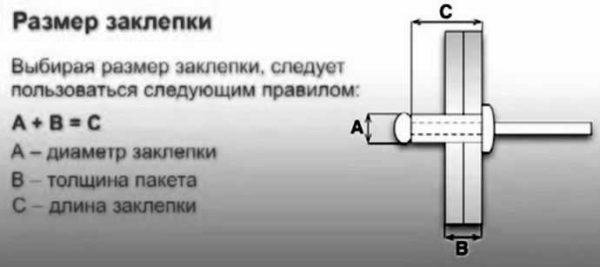
Epaisseur des matériaux à assembler et la taille du trou du rivet en mm
| Taille de rivet | Épaisseur des matériaux à assembler | Diamètre latéral | Diamètre du trou |
| 3.0x6 | 1.5 — 3.5 | 6.5 | 3.1 — 3.2 |
| 3.0x8 | 3.5 — 5.5 | ||
| 3,0 x 10 | 5.5 — 7.0 | ||
| 3.0x12 | 7.0 — 9.0 | ||
| 3,0 x 14 | 9.0 — 11.0 | ||
| 3,0 x 16 | 11.0 — 13.0 | ||
| 3.0x18 | 13.0 — 15.0 | ||
| 3,0 x 20 | 15.0 — 17.0 | ||
| 3,2 x 6 | 1.5 — 3.5 | 6.5 | 3.3 — 3.4 |
| 3,2 x 8 | 3.5 — 5.0 | ||
| 3,2 x 10 | 5.0 — 7.0 | ||
| 3,2 x 12 | 7.0 — 9.0 | ||
| 3,2 x 14 | 9.0 — 11.0 | ||
| 3,2 x 16 | 11.0 — 13.0 | ||
| 3,2 x 18 | 13.0 — 15.0 | ||
| 3,2 x 20 | 15.0 — 17.0 | ||
| 3,2 x 25 | 20.0 — 22.0 | ||
| 4,0 x 6 | 1.5 — 3.0 | 8.0 | 4.1 — 4.2 |
| 4,0 x 8 | 3.0 — 5.0 | ||
| 4,0 x 10 | 5.0 — 6.5 | ||
| 4,0 x 12 | 6.5 — 8.5 | ||
| 4,0 x 14 | 8.5 — 10.5 | ||
| 4,0 x 16 | 10.5 — 12.5 | ||
| 4,0 x 18 | 12.5 — 14.5 | ||
| 4,0 x 20 | 14.5 — 16.5 | ||
| 4,0 x 22 | 16.5 — 18.0 | ||
| 4,0 x 25 | 18.0 — 21.5 | ||
| 4,0 x 26 | 18.5 — 22.5 | ||
| 4,0 x 28 | 21.5 — 24.0 | ||
| 4,0 x 30 | 21.5 — 26.0 | ||
| 4,8 x 6 | 1.0 — 3.0 | 9.5 | 4.9 — 5.0 |
| 4,8 x 8 | 3.0 — 4.5 | ||
| 4,8 x 10 | 4.5 — 6.0 | ||
| 4,8 x 12 | 6.0 — 8.0 | ||
| 4,8 x 14 | 8.0 — 10.0 | ||
| 4,8 x 16 | 10.0 — 12.0 | ||
| 4,8 x 18 | 12.0 — 14.0 | ||
| 4,8 x 20 | 14.0 — 16.0 | ||
| 4,8 x 22 | 16.0 — 18.0 | ||
| 4,8 x 23 | 16.5 — 19.0 | ||
| 4,8 x 24 | 17.0 — 20.0 | ||
| 4,8 x 25 | 18.0 — 21.0 | ||
| 4,8 x 28 | 21.0 — 23.5 | ||
| 4,8 x 30 | 23.0 — 25.0 | ||
| 4,8x32 | 25.0 — 27.0 | ||
| 4,8 x 35 | 25.0 — 30.0 | ||
| 4,8 x 40 | 30,0 — 35.0 | ||
| 4,8 x 50 | 40,0 — 45.0 | ||
| 5,0 x 6 | 0.5 — 2.5 | 9.5 | 5.1 — 5.2 |
| 5,0 x 8 | 2.5 — 4.5 | ||
| 5,0 x 10 | 4.5 — 6.0 | ||
| 5,0 x 12 | 6.0 — 8.0 | ||
| 5,0 x 14 | 8.0 — 10.0 | ||
| 5,0 x 16 | 10.0 — 12.0 | ||
| 5,0 x 18 | 12.0 — 14.0 | ||
| 5,0 x 21 | 14.0 — 17.0 | ||
| 5,0 x 25 | 17.0 — 20.0 | ||
| 5,0 x 27 | 20.0 — 23.0 | ||
| 5,0 x 30 | 23.0 — 25.0 | ||
| 6,0 x 8 | 2.0 — 4.0 | 12.0 | 6.1 — 6.2 |
| 6,0 x 10 | 4.0 — 6.0 | ||
| 6,0 x 12 | 6.0 — 8.0 | ||
| 6,0 x 14 | 7.0 — 9.0 | ||
| 6,0 x 16 | 9.0 — 11.0 | ||
| 6,0 x 18 | 11.0 — 13.0 | ||
| 6,0 x 22 | 13.0 — 17.0 | ||
| 6,0 x 26 | 17.0 — 20.0 | ||
| 6,0 x 30 | 20.0 — 24.0 | ||
| 6,4 x 8 | 2.0 — 4.0 | 13.0 | 6.5 — 6.6 |
| 6,4 x 10 | 2.0 — 5.0 | ||
| 6,4 x 12 | 4.0 — 6.0 | ||
| 6,4 x 14 | 6.0 — 8.0 | ||
| 6,4 x 16 | 8.0 — 11.0 | ||
| 6,4 x 18 | 9.0 — 13.0 | ||
| 6,4 x 20 | 11.0 — 15.0 | ||
| 6,4 x 22 | 13.0 — 16.0 | ||
| 6,4 x 25 | 15.0 — 19.0 | ||
| 6,4 x 26 | 16.0 — 20.0 | ||
| 6,4 x 28 | 17.0 — 22.0 | ||
| 6,4 x 30 | 18.0 — 24.0 | ||
| 6,4 x 32 | 22.0 — 26.0 | ||
| 6,4 x 35 | 24.0 — 30.0 | ||
| 6,4 x 40 | 30.0 — 35.0 | ||
| 6,4 x 45 | 35.0 — 40.0 |
Vous pouvez commander et acheter des rivets aveugles en acier de n'importe quelle taille à des prix de gros.
192007, Saint-Pétersbourg, st. Kourskaïa, 27 ans
Trading House Neva vend en gros des fixations DIN et GOST, de la quincaillerie galvanisée et des fixations à haute résistance. Les fixations de construction sont fournies dans toutes les régions de la Russie.
Dans l'industrie, l'une des opérations principales est la connexion d'éléments et de pièces de structure.
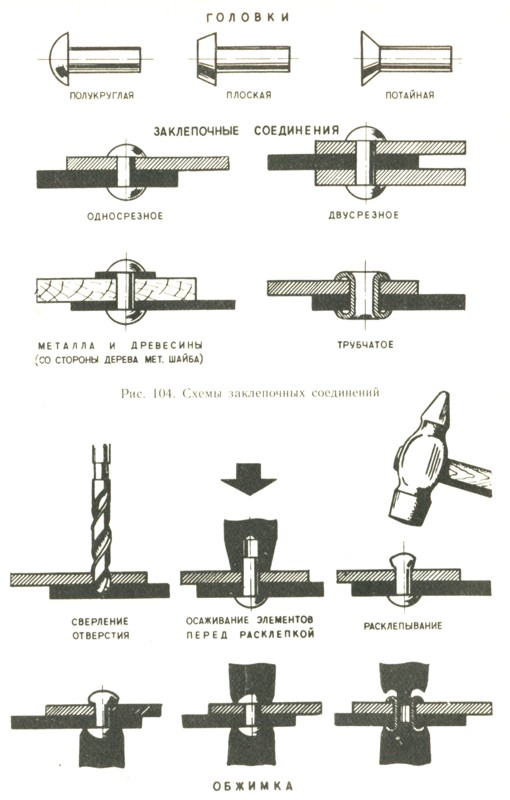
Une façon est de se joindre avec des rivets. Il est utilisé lorsqu'il n'est pas possible de souder des éléments de structure et présente de nombreux avantages par rapport à celui-ci. Pour réaliser cette technologie, il existe un outil de rivetage spécial.
Qu'est-ce qui est fascinant
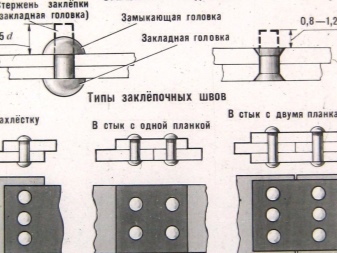
La connexion mécanique de pièces à l'aide d'une série de rivets s'appelle un rivetage et la connexion elle-même est une couture rivetée. Il est utilisé lorsqu'il n'est pas pratique de souder des pièces ou lorsque des matériaux non soudables sont connectés. Non seulement les métaux sont rivetés, ils relient donc des pièces de vêtements, d'accessoires, etc. Mais là, il s'agit plus d'une finition que d'une connexion chargée. Nous parlerons donc plus loin de rivetage dans la construction ou la rénovation domiciliaire. En principe, au lieu de riveter, vous pouvez utiliser un assemblage à vis, mais les boulons et les écrous sont plus chers et leur installation prend plus de temps.

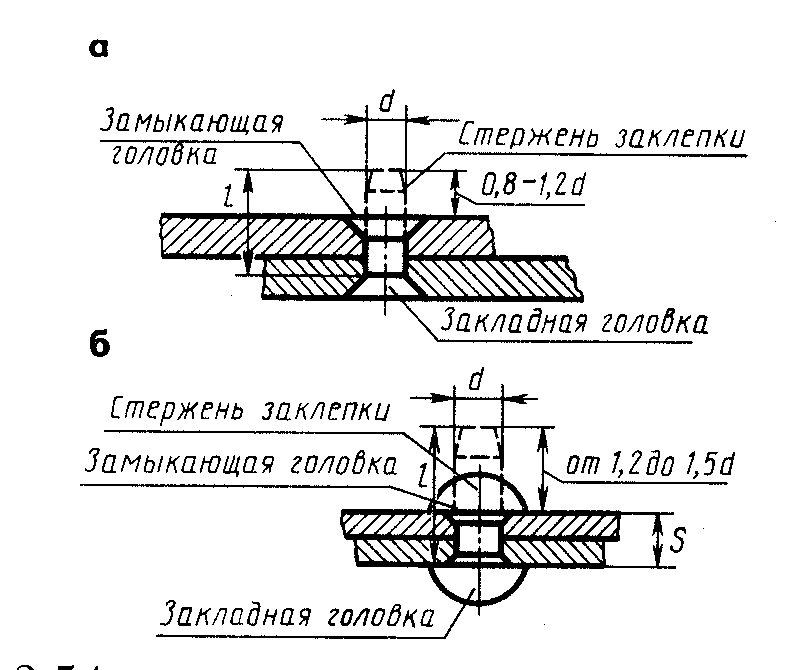
Voici à quoi ressemble un joint riveté
Si nous parlons d'installer des clôtures en tôle profilée, les rivets sont plus fiables, car ils ne peuvent être retirés qu'en alésant les attaches. Lors de l'installation de vis ou de vis autotaraudeuses, elles peuvent être dévissées et emportées à la fois du métal et de la quincaillerie. Dans certains cas, le rivetage est plus pratique lors de l'installation d'un toit en carton ondulé ou en métal. Sur le toit, l'installation des raccords vissés est problématique et chronophage. Et avec des rivets, et avec un bon outil, vous pouvez le faire en une heure voire moins.

L'utilisation la plus courante dans le ménage personnel
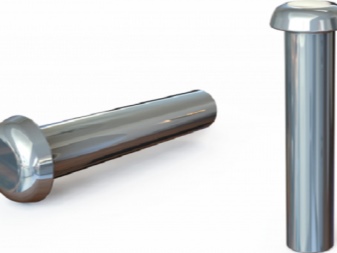
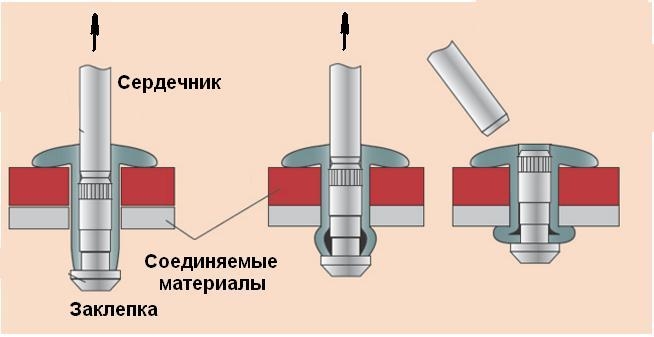
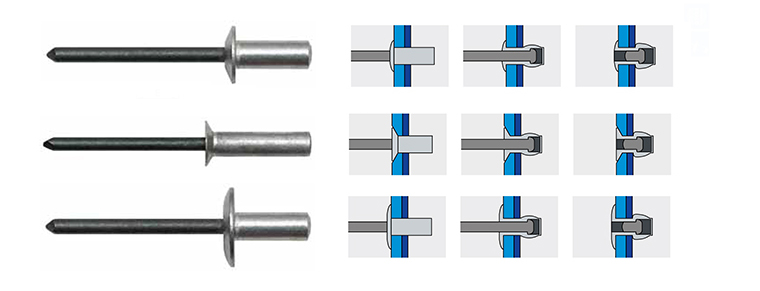
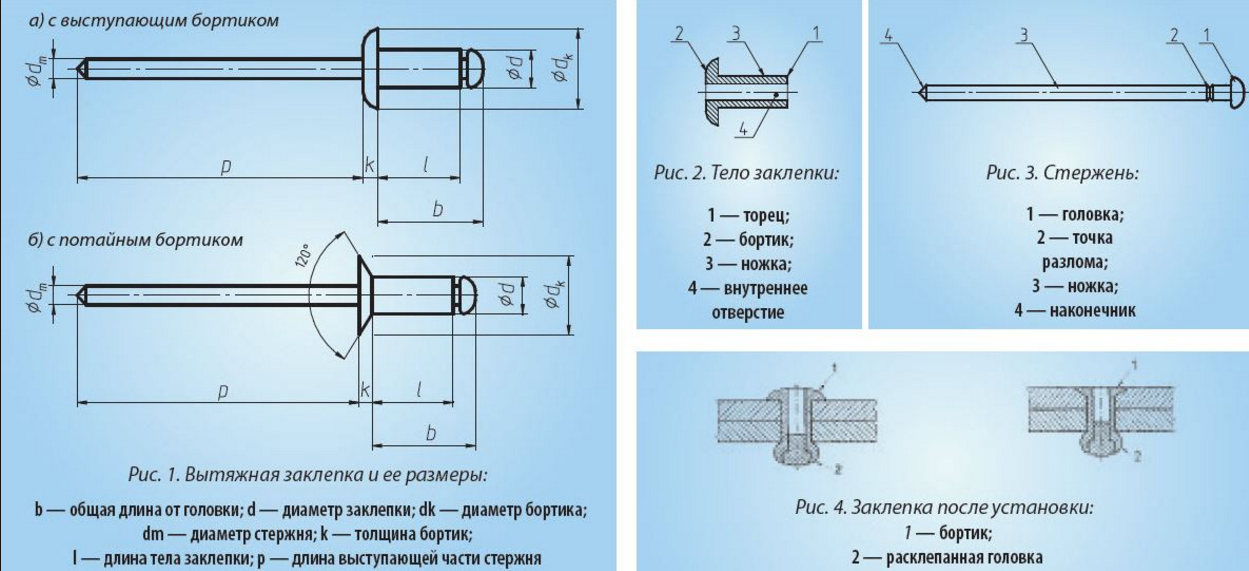
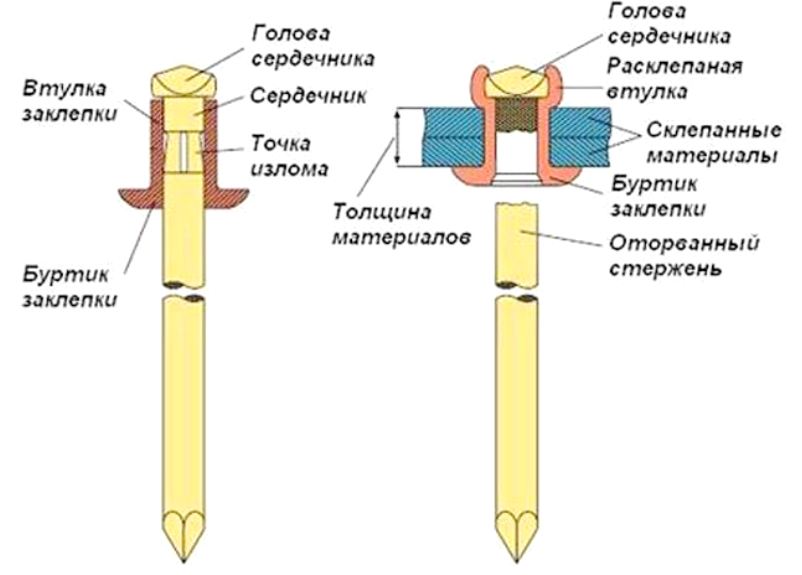
Comment les pièces sont-elles reliées aux rivets? Le rivet est installé dans le trou traversant préparé. Il a une tête qui repose contre le matériau et la tige. Pendant le processus de rivetage, l'extrémité de la tige est aplatie, changeant de forme sous l'influence de la force. Par conséquent, des métaux plastiques sont utilisés pour ce matériel.
Problèmes pouvant survenir avec le rivet
Une fois la pièce d'extraction retirée avec l'outil, elle devrait tomber par le trou. Cependant, après un certain temps d'utilisation constante, vous pouvez constater que la pièce d'échappement se coince à l'intérieur de l'outil.
En cas de blocage, il est fort probable que les mâchoires à l'intérieur de l'instrument soient mal alignées. Vous devrez démonter complètement l'outil et régler les mâchoires dans la bonne position. Après cette procédure, l'équipement sera pleinement opérationnel.
Dans la vidéo, l'artisan à domicile montre clairement comment résoudre rapidement et facilement le problème de "morsure" de la partie de dessin du rivet:
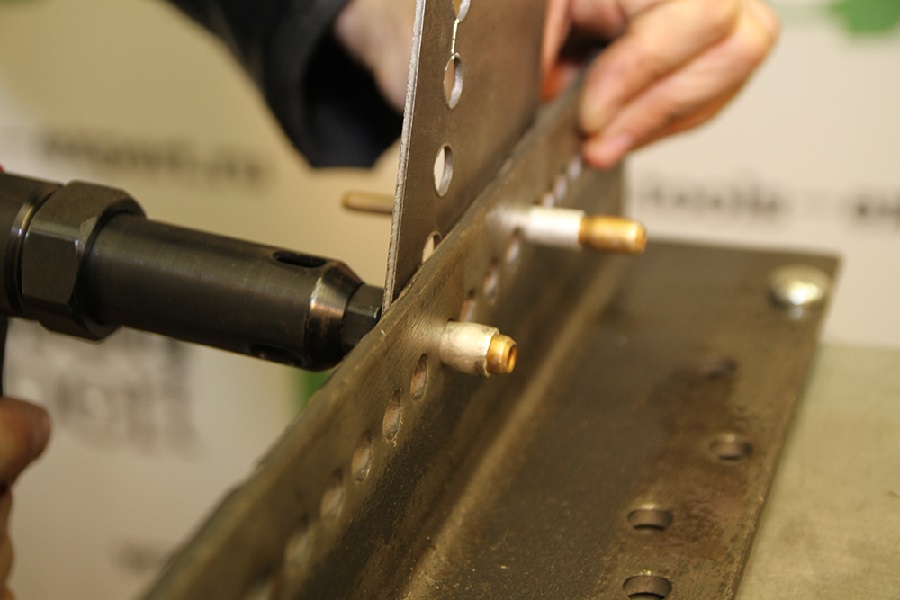
Nous savons tous à quel point les rivets filetés sont formidables.
Dans certains cas, il n'y a pas d'alternative à eux.Jusqu'à un certain temps, j'ai réussi à m'en passer. Mais un beau jour, une merveilleuse voiture m'est venue, sur laquelle il a fallu installer une protection de fenêtre. En voici un :

Ensuite, j'ai commencé à travailler dans des fermes collectives, et à la fin il s'est avéré que, bien que peu présentable en apparence, il était adaptable, mais très fonctionnel, et avec son aide, j'ai mis plus d'une douzaine de rivets. La base est un boulon M6, force 8.8
Voilà à quoi ça ressemble assemblé, avec des rivets installés
Pièces principales : Boulon M6. Un morceau de boulon M12. Plus précisément, il n'y avait pas de boulon, de goujons. Un écrou est soudé sur un côté, le transformant en boulon. L'épingle à cheveux est percée à travers D = 6,5 mm, puis vient l'écrou de l'escabeau UAZ. Fort. En outre - le palier de butée, les dimensions ne sont pas critiques. En outre - une rondelle avec un raccord de la conduite de frein. Pas important non plus. Qu'est-ce qui était, alors il l'a mis.
Je pense que le principe de fonctionnement est clair. On perce un trou, sous le rivetage M6 semble être de 9mm. Nous insérons l'adapter. Nous tenons l'écrou 1 avec une clé, tout en dévissant l'écrou 2 avec la deuxième clé.
Comme l'effort a augmenté, cela signifie que le rivetage est terminé. On tord le tout jusqu'à desserrer, dévisser le boulon M6 et mettre le suivant.
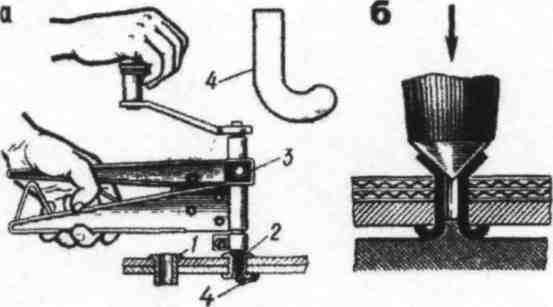
Une riveteuse manuelle semi-automatique pratique et facile à utiliser pour les rivets aveugles, si vous le souhaitez, vous pouvez le faire vous-même. De plus, la plupart de ses composants se trouvent facilement dans un atelier ou dans un garage.
Une caractéristique distinctive de cette conception est qu'elle n'a pas de levier d'alimentation, comme dans les modèles d'usine - ici, un tournevis agit comme un entraînement. Une perceuse électrique fonctionnera également.
Pour fabriquer une riveteuse maison, vous aurez besoin d'une douille de travail avec des cames à pince, d'une douille conique et d'un ressort, qui peut être emprunté à un vieux pistolet à riveter. Vous aurez également besoin d'une tête où la tige du rivet est insérée.
Comment pouvez-vous fabriquer vous-même des rivets en acier?
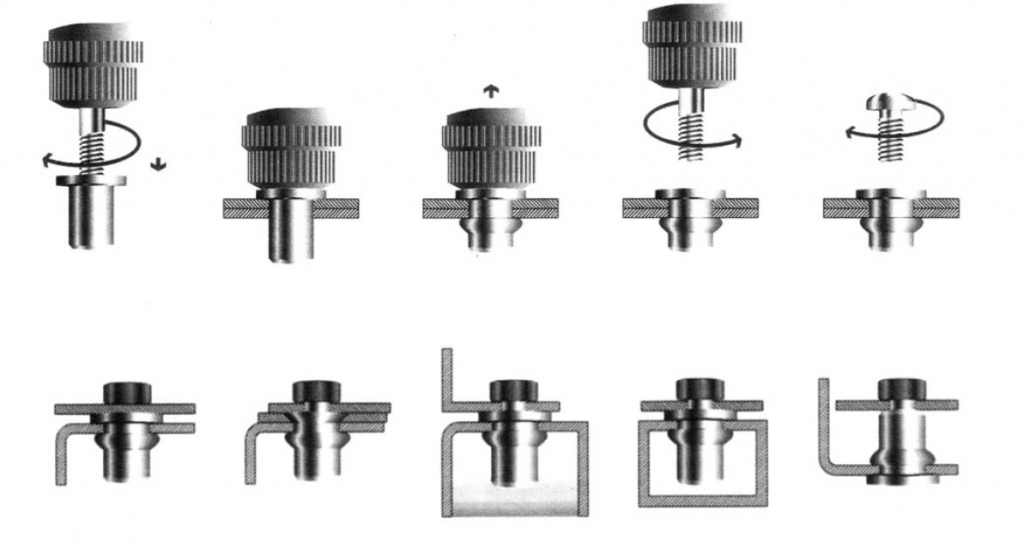
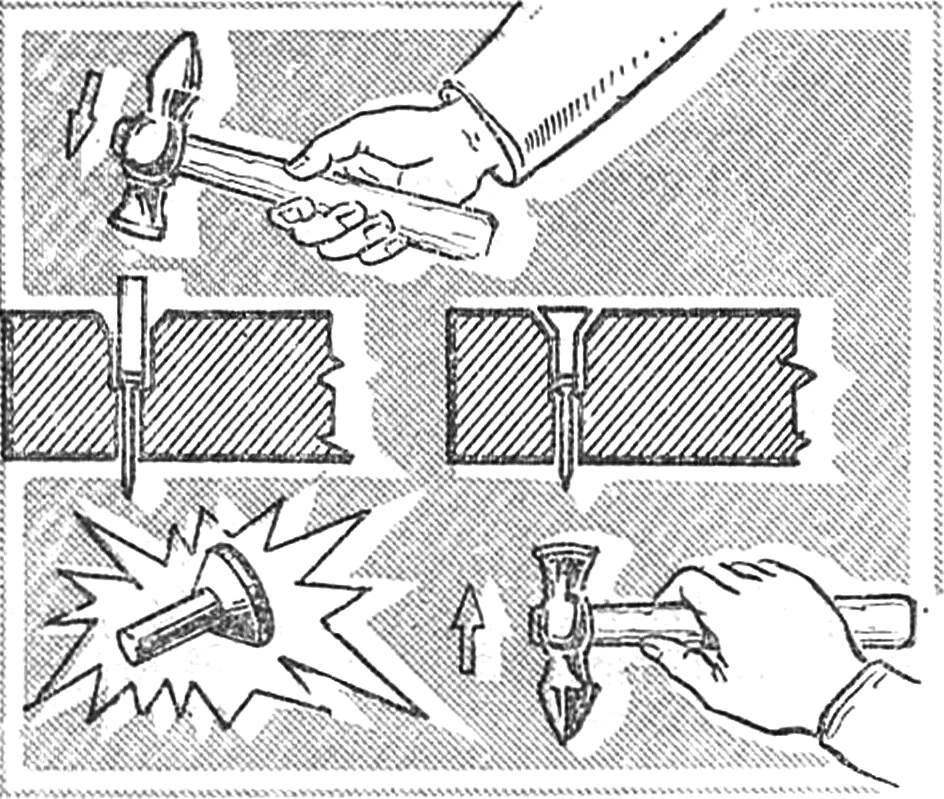
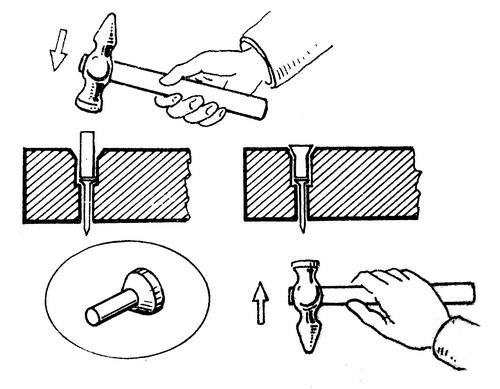
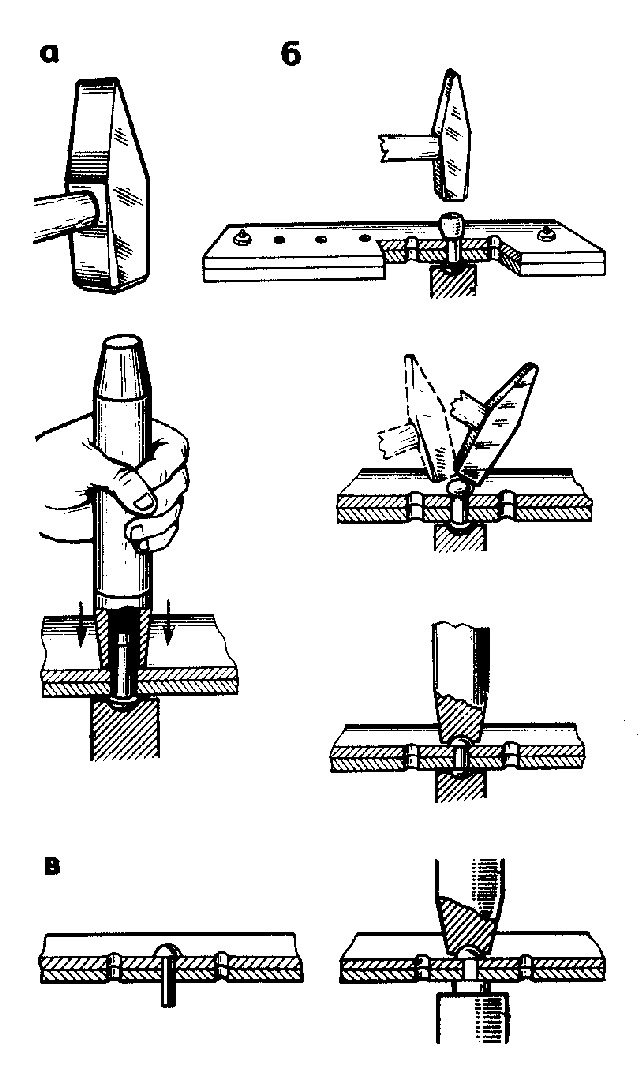
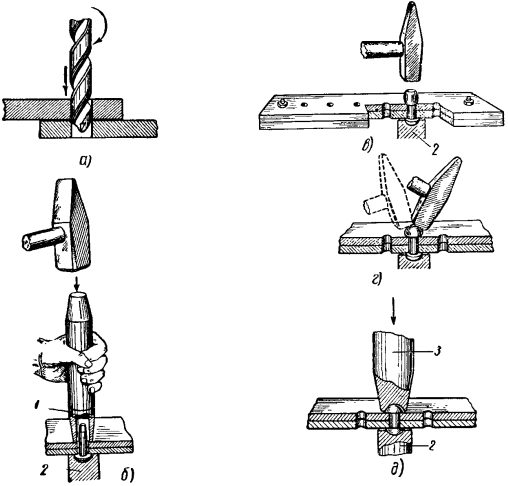
Mais d'abord, voyons comment mettre le bouton en jean le plus simple. Percez un trou dans la taille de votre jean avec un poinçon et insérez la jambe dedans. Placer le bouton sur l'enclume (de préférence sur une surface métallique) et marteler la patte. C'est la jambe, pas le bouton. Lorsque vous achetez un bouton en jean, choisissez un ensemble qui a une coupe de jambe, comme le montre cette photo. Ce pied sera solidement maintenu à l'intérieur du bouton. Une jambe lisse peut « sauter » avec le temps ou sous charge.
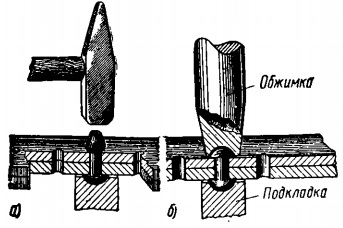
Essayons maintenant d'installer un bouton pour jeans de conception plus fiable, dont la jambe bouge librement. C'est là que vous avez besoin d'un goujon coupé sur l'émeri. Le fait est que la jambe d'un tel bouton doit être étendue à l'intérieur du bouton lui-même. Vous ne pourrez pas vous en approcher sans un outil spécial. Mais avec l'aide d'un goujon scié, c'est facile à faire. Et comme la cheville ne se plie pas, elle peut étendre de manière fiable la jambe avec elle. Mais d'abord, passez la jambe dans la ceinture, mettez un bouton dessus et voyez à quelle distance la jambe en sort. Peut-être que le bord devra "mordre" avec des pinces. Sinon, votre jambe se pliera simplement et ne sera pas évasée.




Le bouton antennes (n° 1) s'installe approximativement de la même manière, seule cette opération ne doit être effectuée que pour la partie supérieure du bouton. La partie inférieure est beaucoup plus facile à installer. Pour installer la deuxième partie, dans le magasin, vous pouvez acheter un outil spécial avec un évidement à l'intérieur. Mais si vous n'en avez pas, vous pouvez utiliser une plaque métallique avec un trou exactement de la taille des "boutons". Insérez ce bouton dans le trou de la plaque métallique et « claquez » la jambe avec un marteau sur le dos du vêtement. Le bouton d'antenne est très difficile à installer sans outils spéciaux, alors achetez plus de ces boutons que vous n'en avez besoin.
Ce dernier type de bouton, qui est parfois utilisé dans les vêtements tricotés, n'est pas difficile à installer. Cependant, quelques conseils peuvent également être donnés. Tout d'abord, assurez-vous que les pétales au bas du bouton s'adaptent exactement où ils devraient être. Parfois, ils sont pliés, vous devez donc les plier ou les aligner avec une pince pour que lors de l'installation, tous les pétales "entrent" dans la partie supérieure. Si, pour une raison quelconque, le bouton n'est pas installé correctement, retirez-le et placez-en un autre, neuf. Il est préférable de ne plus utiliser le bouton endommagé, car il ne sera plus maintenu solidement. Ils sont bon marché, alors achetez-les avec une marge.
Comment ouvrir un mini-studio À la maison, une presse pour installer des boutons n'est pas nécessaire, mais dans un atelier, un tel outil est absolument nécessaire, surtout si votre atelier est engagé dans la réparation de vêtements en cuir, sacs et autres accessoires, où divers accessoires sont souvent utilisés.
Technologie de couture et de coupe de fourrure naturelle La couture de fourrure ou de cuir ne peut être réalisée avec une haute qualité que par un professionnel disposant d'un équipement, d'outils et d'une expérience spéciaux, y compris des outils pour l'installation d'accessoires vestimentaires. Cependant, dans certains cas, il est possible d'installer des boutons ou des blocs sans outils ni accessoires spéciaux.
Recommandations pour travailler le cuir Presque tous les vêtements en cuir, les accessoires utilisent divers accessoires. Pour "percer" un trou net dans la peau pour installer un bouton ou un bloc, vous devez utiliser un poinçon spécial.
Comment coudre des rideaux vous-même - petits conseils Pour les rideaux, des accessoires spéciaux sont souvent utilisés - des œillets.Les œillets ressemblent extérieurement à des blocs, cependant, il est impossible d'installer les œillets métalliques vous-même, car sans une presse spéciale, vous ne pourrez pas évaser avec précision leurs bords. Utilisez des œillets en plastique. Leurs moitiés s'emboîtent et l'installation ne causera donc aucune difficulté.
Entoilage et adhésifs Lors de l'installation d'accessoires sur des tissus tricotés lâches, veillez à utiliser des tissus adhésifs. Les sections collées du vêtement seront solidement maintenues entre les parties du bloc.
Caractéristiques du travail de la riveteuse
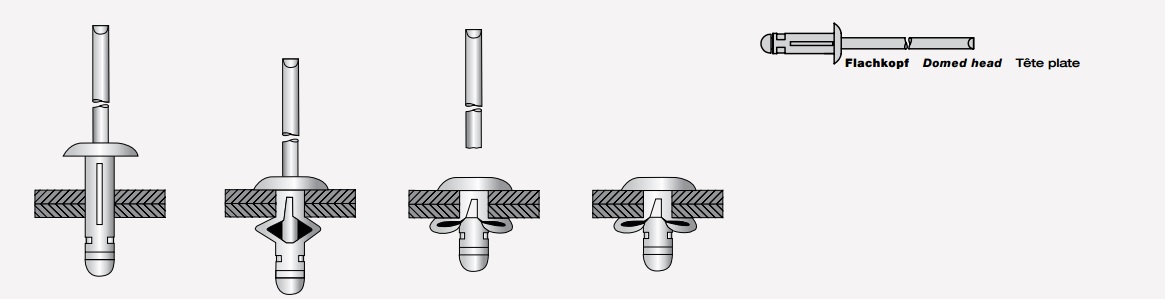
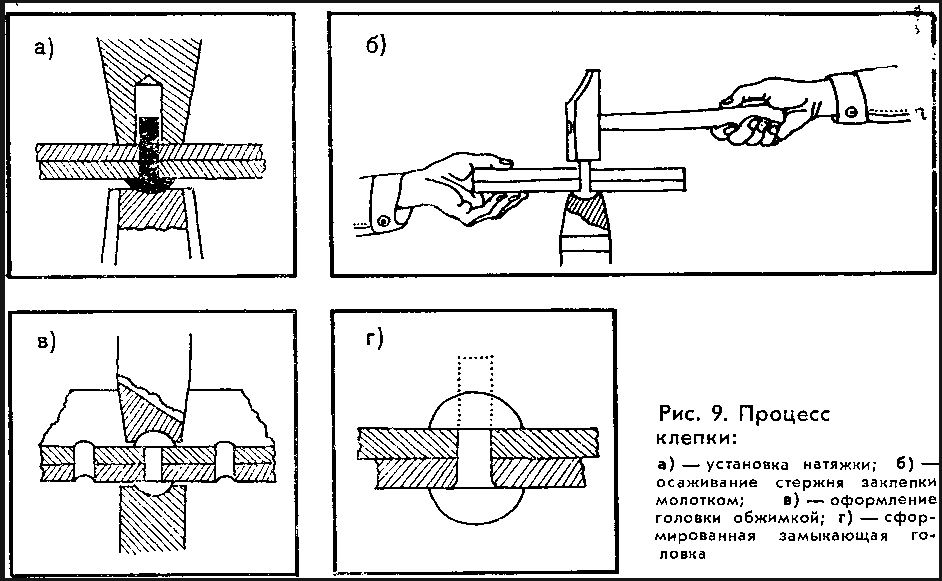
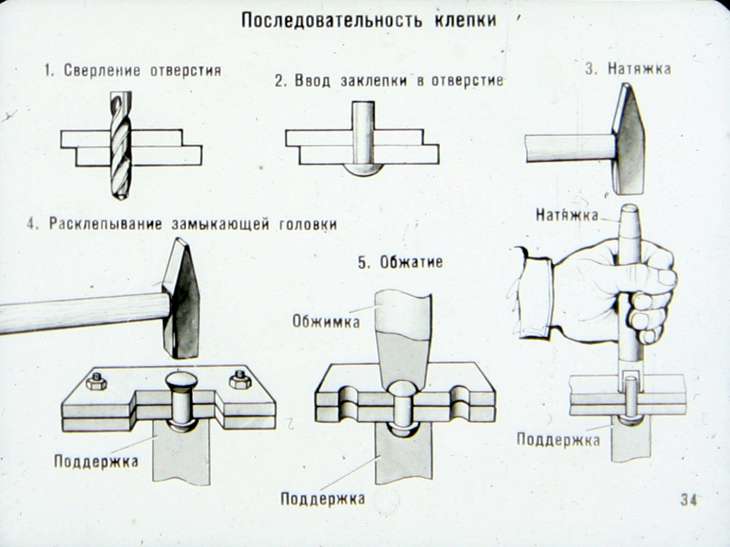
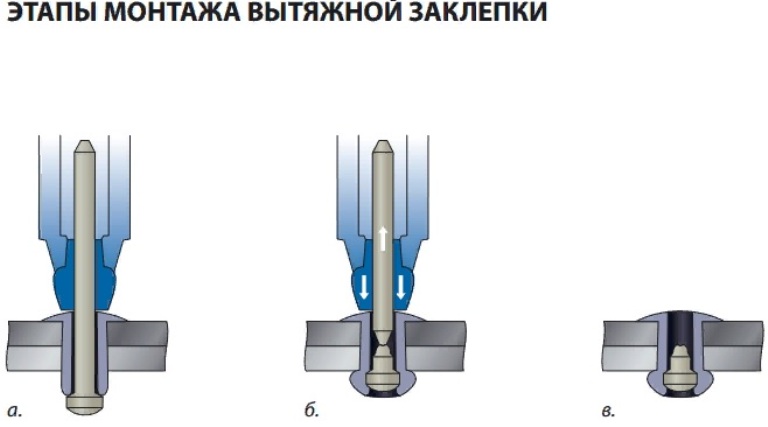
La condition principale pour le rivetage est que lors de la formation des têtes, la force doit être appliquée des deux côtés du rivetage. La riveteuse ne peut être amenée sur les pièces que d'un côté, donc la charge sur le rivet de l'autre côté est fournie par la conception du rivet lui-même.

Dispositif de rivetage mécanique.
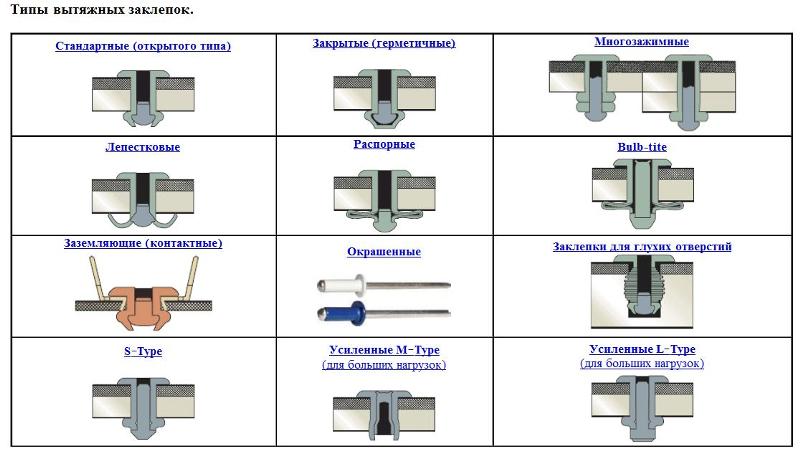
Il existe plusieurs types de riveteuses. Ils diffèrent par le type d'entraînement de l'élément de travail - rivets mécaniques, pneumatiques, pneumohydrauliques. Selon le type de rivets utilisés, les riveteuses sont divisées en dispositifs pour rivets aveugles et pour rivets à écrou. De plus, des fixations et raccords universels pour rivets hexagonaux sont disponibles. Enfin, les riveteuses peuvent être amateurs ou professionnelles.
Dans des conditions domestiques, des riveteuses amateurs mécaniques sont généralement utilisées. Structurellement, ils peuvent être subdivisés en dispositifs à une seule poignée, à deux poignées coulissantes et de type "accordéon".
La conception de la riveteuse est basée sur un mécanisme à levier avec un rapport significatif de la longueur des bras de levier. L'entraînement mécanique entraîne la pince, qui tire l'élément de rivetage jusqu'à ce que la tête de rivet soit formée.
Une riveteuse avec éléments de traction fonctionne en tirant un fil de rivet supplémentaire le long du canal interne de l'élément principal. Dans ce cas, la force est appliquée d'un côté, mais redistribuée aux deux côtés des pièces. Ceci est réalisé en installant les éléments (corps et poinçon) sur les différentes faces des métaux à assembler. Le poinçon est étiré et en même temps une charge importante est appliquée sur la tête du corps dans le sens opposé, ce qui fait que le corps s'aplatit à l'intérieur du trou et serre ainsi le poinçon.
Le rivet aveugle est installé à l'aide d'une tête de vis spéciale. Lors de l'application de la force, du fait du rivet, des plis se forment des deux côtés des pièces, fixant le rivet dans le trou. L'appareil dispose d'un jeu de têtes pour rivets de différents diamètres (3-10 mm).