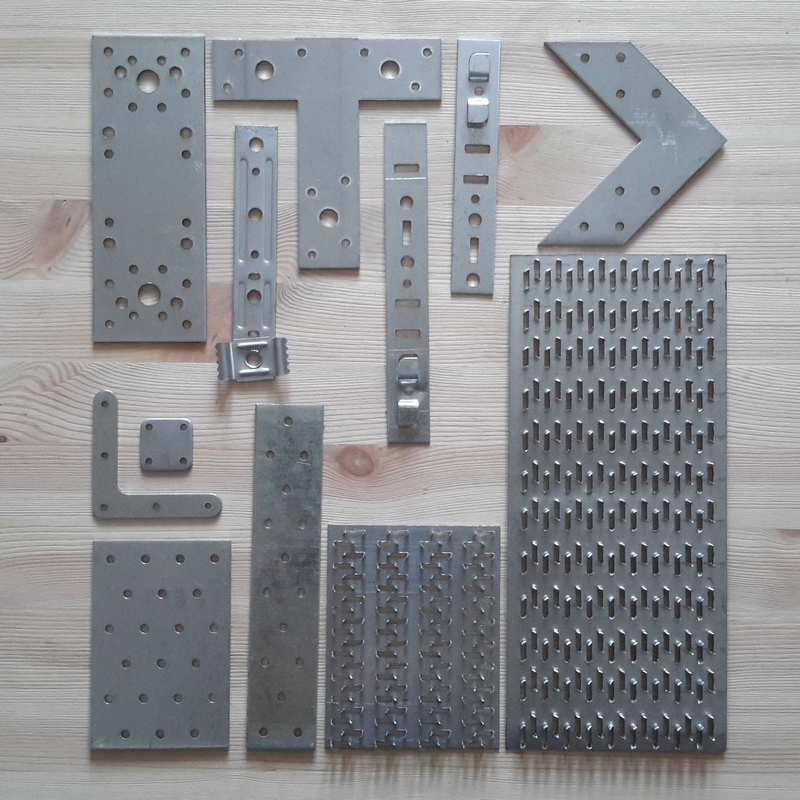
Vues
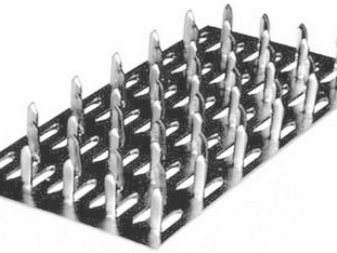
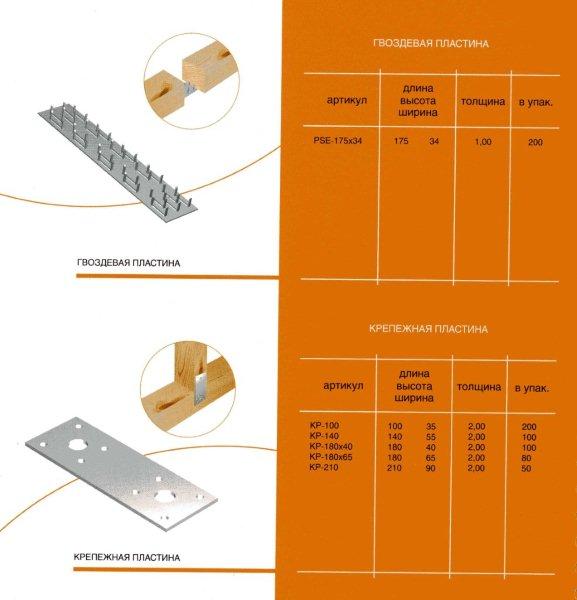
Les MWP diffèrent par leur apparence. Ils ont une épaisseur différente de la base métallique, un nombre différent de rangées avec des pointes, dont la longueur varie sur une large plage. Les produits en tôle d'acier sont marqués des symboles GP (RK) et en tôle d'acier galvanisée - GPZ.

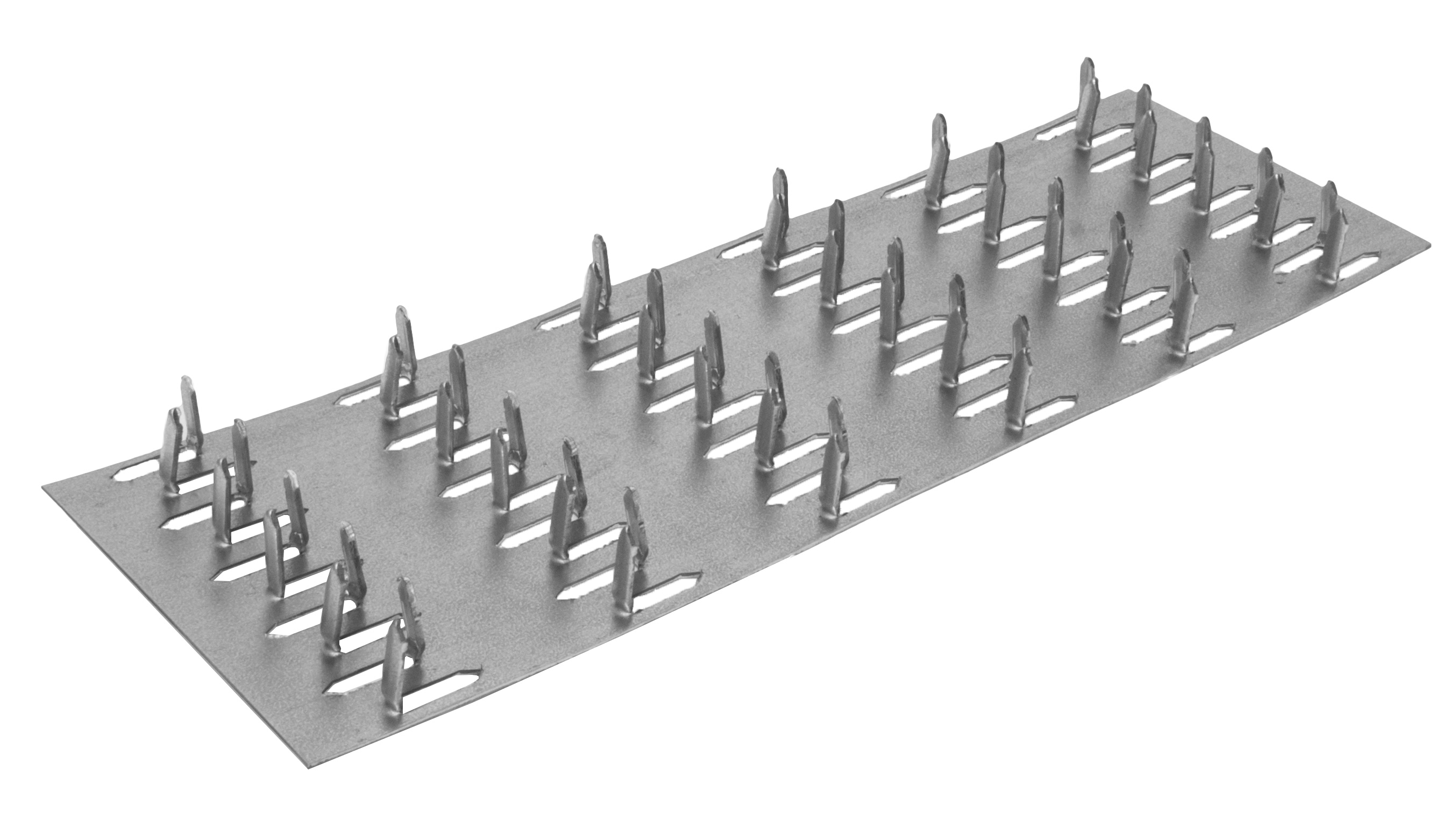
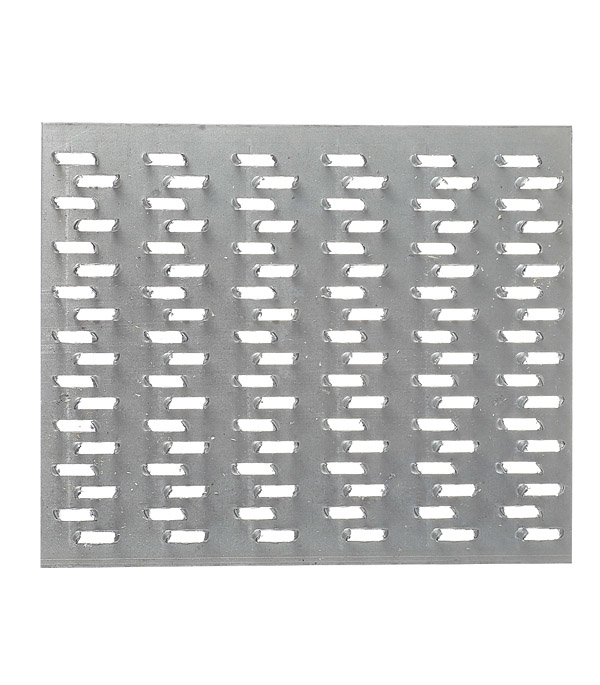
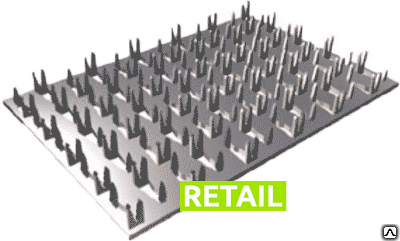
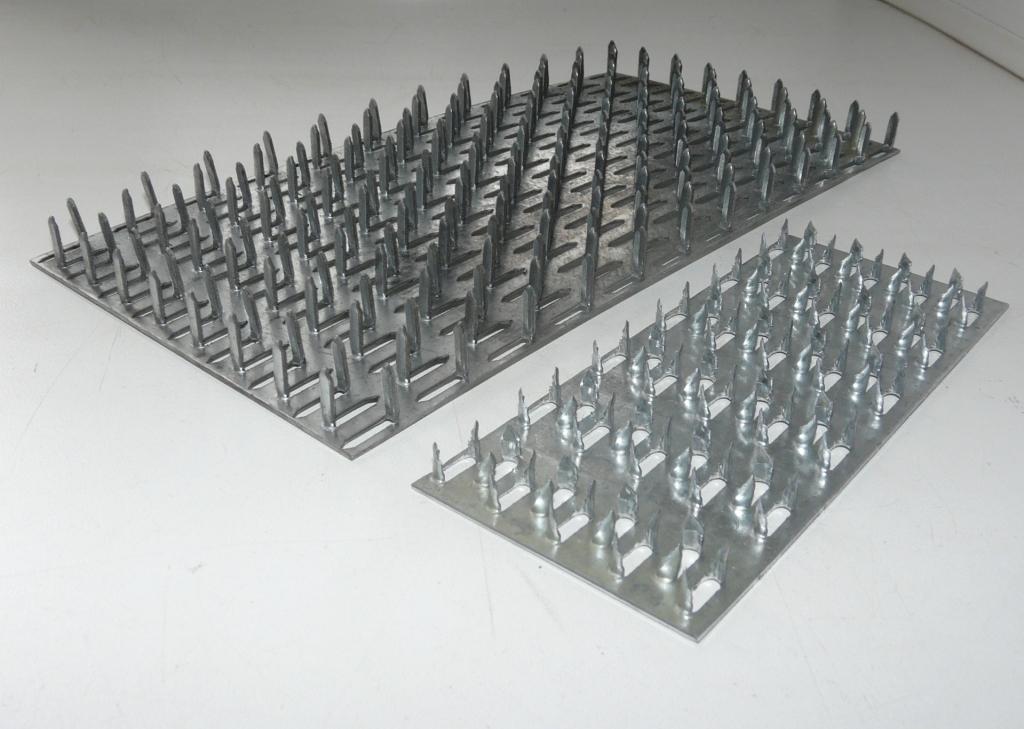
Les plaques à clous sont disponibles avec un agencement de broches unidirectionnel ou bidirectionnel.
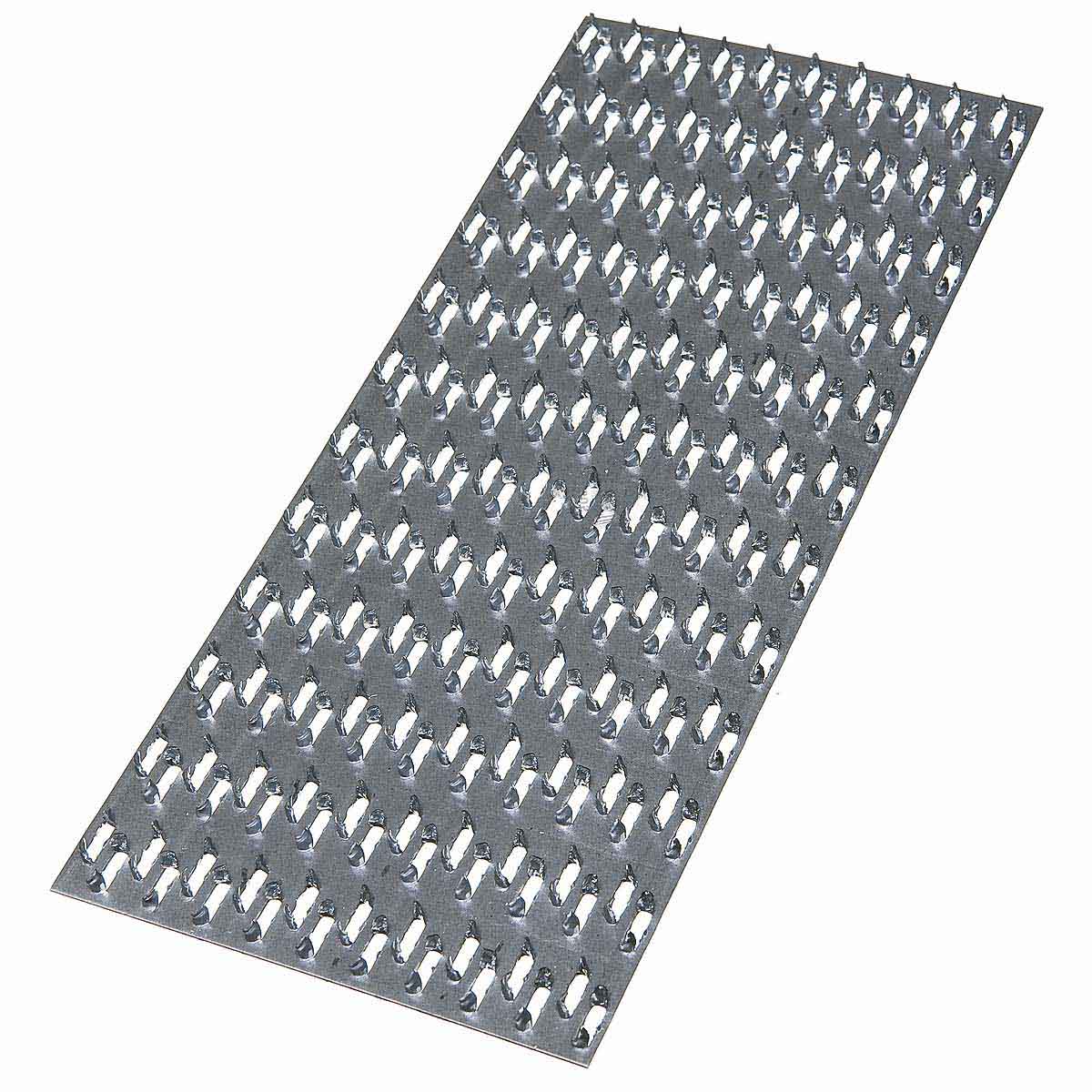
- La technologie de production des premières fixations est plus simple et moins chère. Selon elle, les MZP sont fabriqués dans des usines nationales. Les plaques à dents unidirectionnelles sont moins fiables que les broches bidirectionnelles.
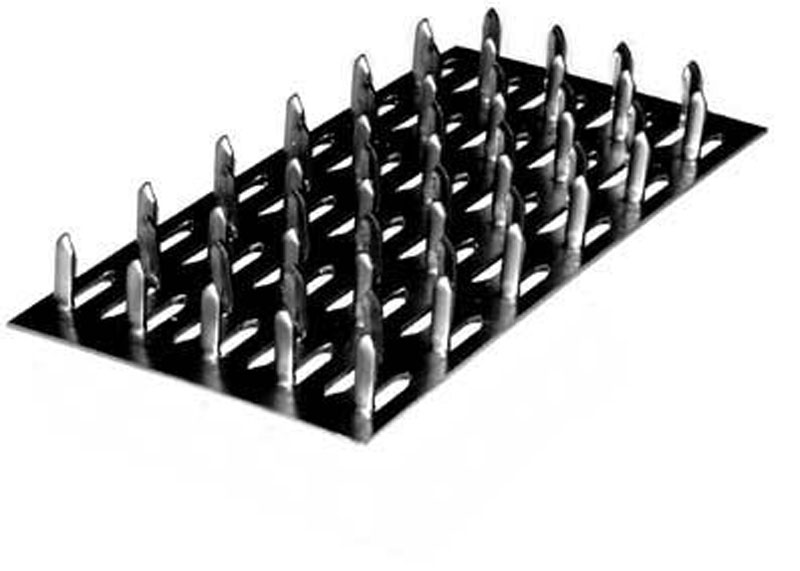
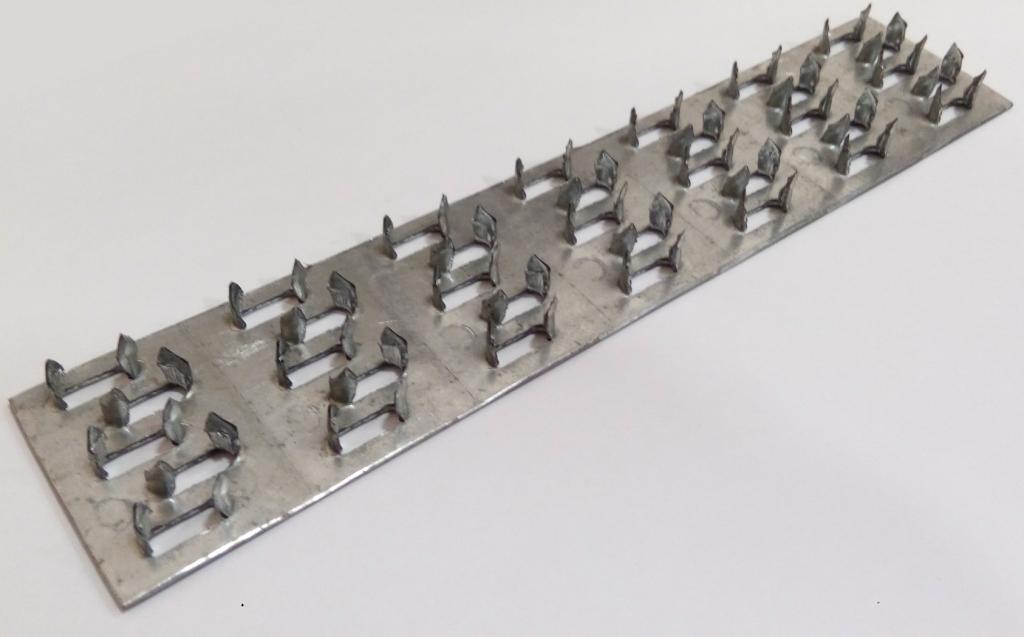
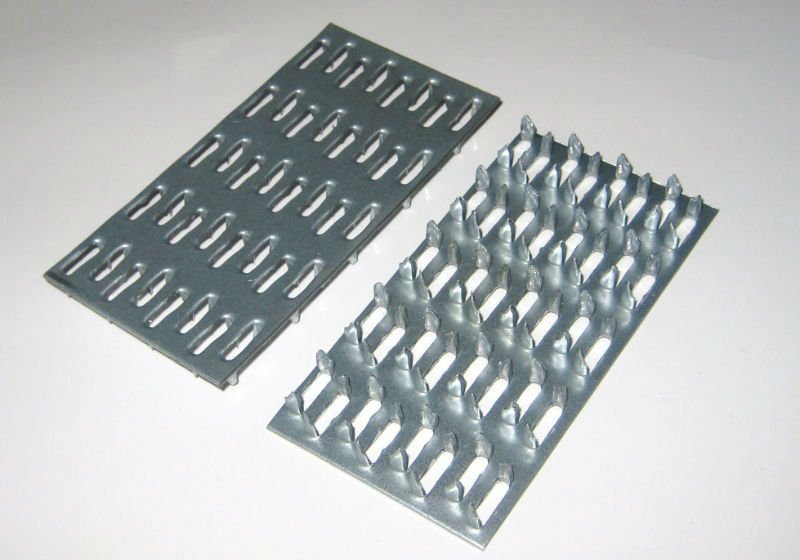
- Les seconds ont des épines avec des directions différentes - elles sont situées parallèlement aux côtés et aux diagonales de la plaque (visuellement, leur disposition ressemble à un "arbre de Noël"). Le processus de production de plaques à clous multidirectionnelles est plus exigeant en main-d'œuvre et plus coûteux. La plupart de ces fixations sont produites en Pologne, en Allemagne et en Finlande.

Caractéristiques du montage des plaques dentées en métal
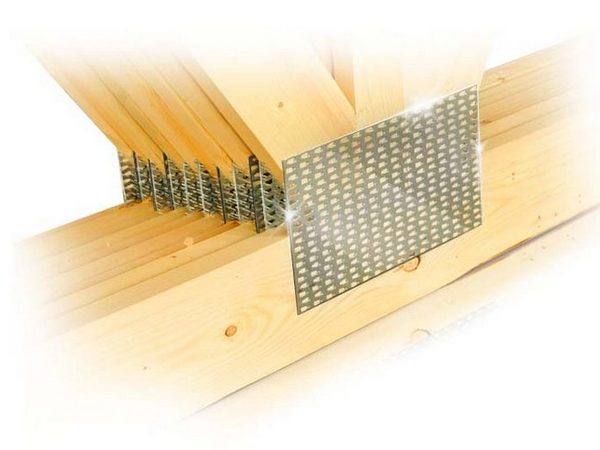
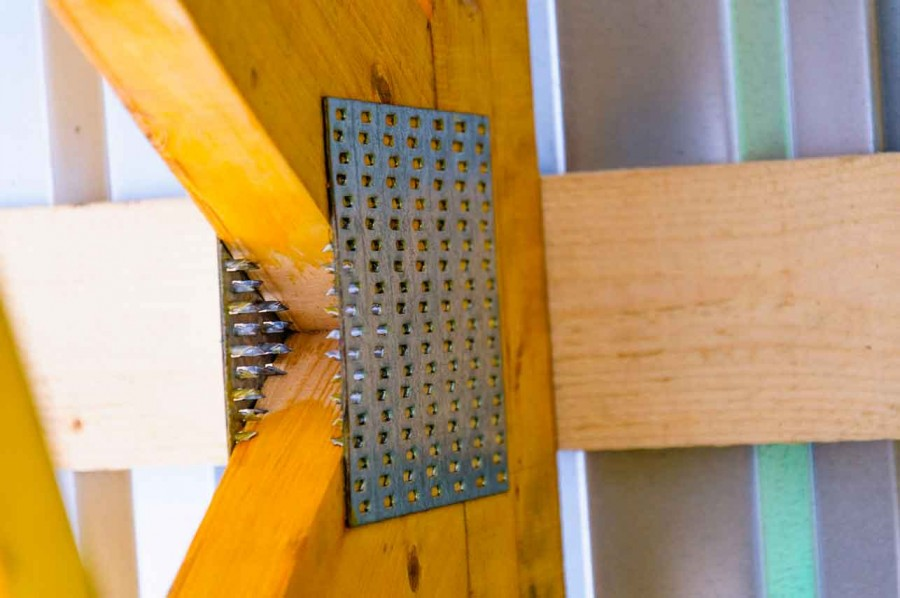
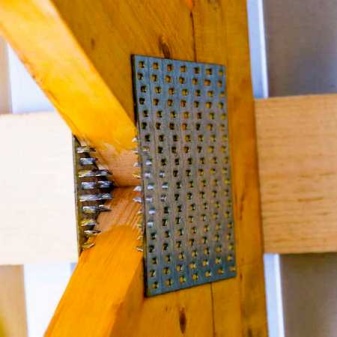
- Le joint est fixé avec des plaques des deux côtés.
- L'installation du MZP ne prévoit pas le travail avec une masse, un marteau ou un autre outil de percussion. Leur utilisation n'est pas efficace en raison de la pression inégale et des vibrations qui déforment les broches.
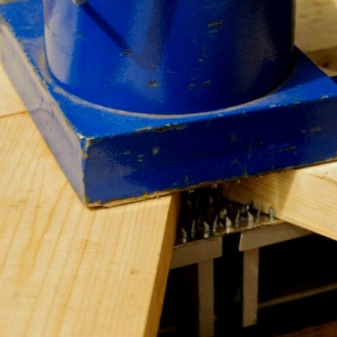
- Dans des conditions idéales, le MZP est fixé à l'aide d'une presse à rouler sur les sites d'assemblage et la pièce finie est livrée sur le site d'installation.
- Lors de l'installation du MZP directement sur le chantier de construction, une surface propre et plane est équipée et des pinces ou des vérins sont utilisés pour enfoncer les plaques dans l'arbre. Tout d'abord, les coins extérieurs de la structure sont comprimés, puis d'autres joints.

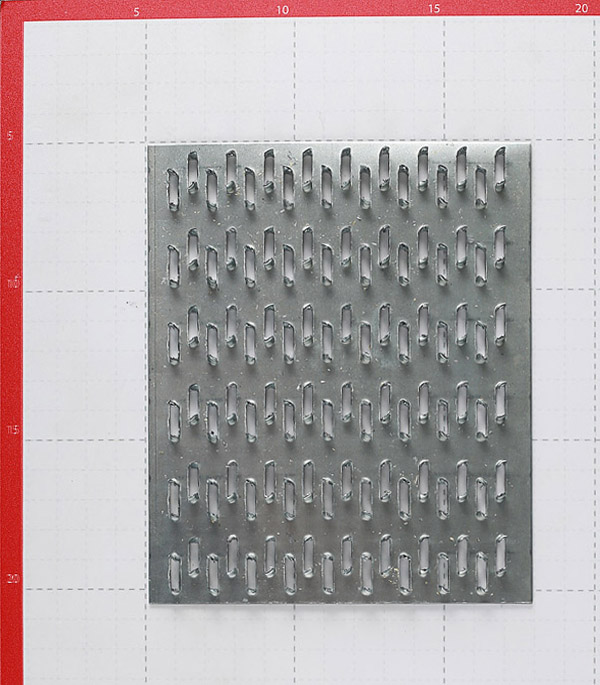
Dimensions des plaques dentées en métal
Les plaques dentées en métal sont fournies avec des dimensions de 25 à 180 mm de largeur, et les plus demandées sont les MZP d'une longueur de 300 mm. Ces dimensions peuvent varier en fonction des exigences du client et peuvent être produites selon une commande individuelle. La hauteur des épines elles-mêmes varie également. L'option classique est une longueur de dent de 8-10 mm. Si nécessaire, il peut atteindre 25-26 mm. En règle générale, à mesure que l'épaisseur de la plaque augmente, la longueur de la dent augmente également.
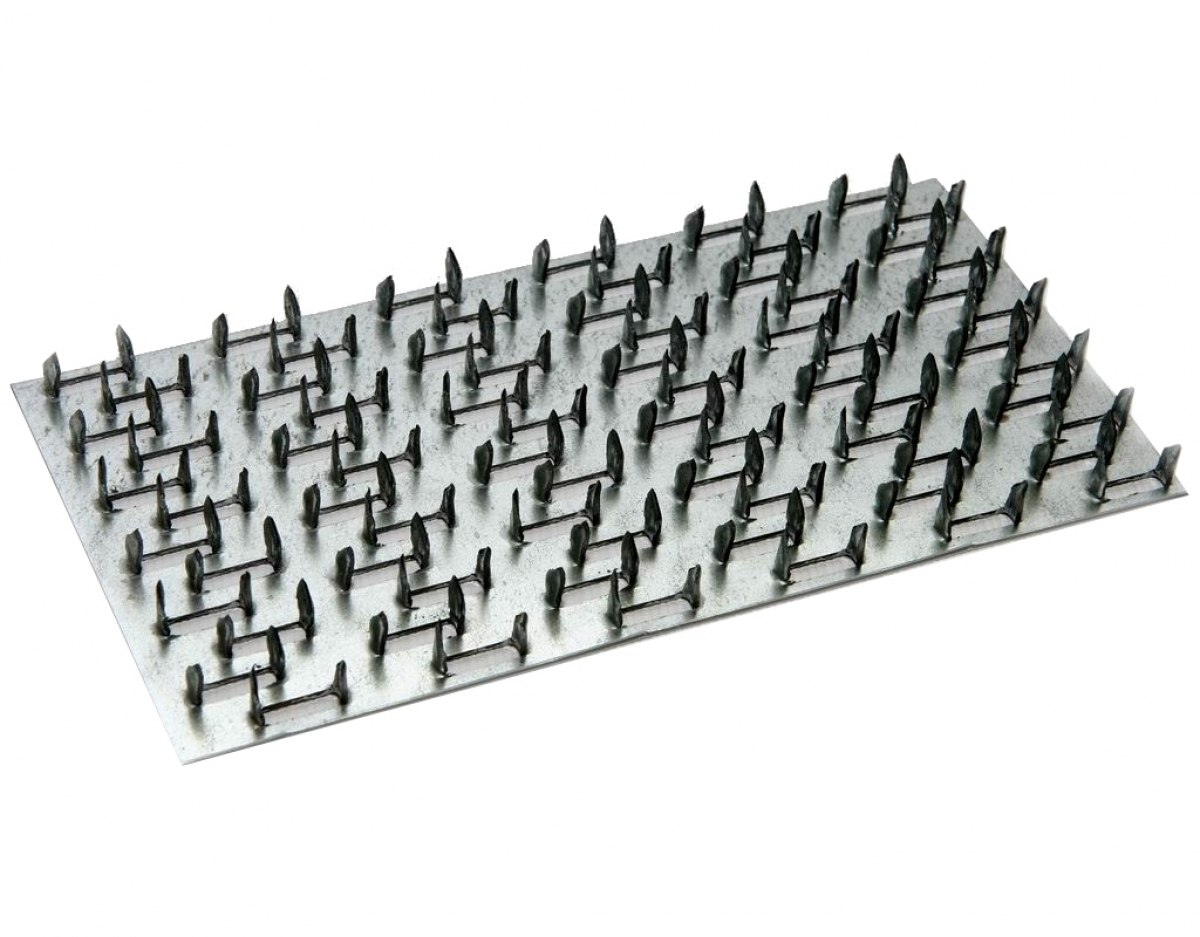
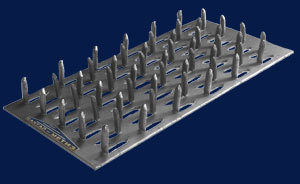
Par rapport aux fixations traditionnelles perforées pour boulons, vis autotaraudeuses, chevilles ou clous, la MZP dispose de son propre jeu de goujons, obtenu par extrusion sur une presse à emboutir de type poinçonné. Leur nombre peut atteindre jusqu'à 80 unités par décimètre carré de plaque. Avec une approche compétente et un travail correctement réglé, chaque épine est percée dans l'arbre et la pièce commence à fonctionner comme un seul réseau de fixation. Même avec les charges les plus fortes sur les produits en bois scié, il existe une forte probabilité de violation de l'intégrité dans le corps de la structure, mais pas dans le joint de connexion en MZP.

Comment souder l'insert en carbure à la fraise à la maison

Photo n°6 : Soudure de la pièce carbure au support en acier P18
La fabrication d'outils de coupe avec des plaques de carbure soudées est possible dans des conditions domestiques. À ces fins, le soudage à l'arc sous argon est utilisé. Ce qui suit décrit une méthode de soudure d'un élément sur un flan d'acier R18. Pour le travail, vous aurez besoin d'un appareil à arc à argon fonctionnant en mode courant continu, d'une perceuse et d'une charge en laiton (fil).

Photo n°7 : Mettre un borax sur le support
Avant le soudage, les surfaces sont dégraissées, le flux est versé à la place du futur joint et une plaque en alliage dur est exposée. Il faut 15 à 20 secondes pour assembler les pièces.

Photo n°8 : Pièce finie avant nettoyage
Ensuite, la pièce est nettoyée avec une brosse métallique et laissée durcir à l'air libre.
Types de salaire minimum
En plus des caractéristiques dimensionnelles et des épaisseurs de plaque différentes, ces fixations présentent une autre différence majeure. Elle consiste en différentes méthodes d'obtention des dents et, par conséquent, en leurs différentes formes :
- Tenonnage unidirectionnel. Il a fait ses preuves dans l'installation de joints sur lesquels la charge agit dans un seul plan - longitudinal ou transversal. Avec un chargement simultané dans plusieurs directions, leur efficacité diminue. Il est nécessaire de prendre en compte le sens du grain de l'arbre lors de l'installation.
- MZP avec coupe multidirectionnelle. De telles attaches supportent également toutes les charges dirigées vers le bois et ne nécessitent pas une orientation claire le long de ses fibres.

Propriétés de la plaque à ongles
La plaque à clous de connexion (dentée) présente des avantages importants par rapport aux autres types de fixations. Par exemple, à partir de clous entraînés séparément, chacun étant indépendant. - * La solidité de la liaison à l'arbre est obtenue par la forme des dents et leur angle d'inclinaison, par leur disposition en rangées. A la jonction des éléments de structures en bois, la plaque à clous forme une connexion aux caractéristiques de résistance élevée, avec lesquelles aucun autre élément de fixation ne peut rivaliser. Ces indicateurs ont été vérifiés par de nombreux tests mécaniques de structures.



- * Une plate-forme monolithique commune - la base sur laquelle toutes les dents sont attachées, exclut la possibilité de leur mobilité et de leur balancement.La plate-forme devient une base de connexion commune pour les pièces structurelles connectées, grâce à laquelle la connexion est à nouveau donnée la qualité de force.
- * Les plaques dentelées en métal offrent une excellente résistance même lors de l'épissage d'éléments structurels en bois par assemblage bout à bout.
- * Les détails sont attachés extrêmement étroitement. Cela a également été prouvé empiriquement. Par exemple, une poutre assemblée à l'aide d'une plaque de deux poutres en bois bout à bout, lorsqu'elle est exposée à une fracture, s'est cassée non pas à la jonction d'éléments structuraux, mais dans la partie monolithique de la poutre. Ainsi, la plate-forme monolithique de la plaque à ongles empêche complètement le déplacement ou le relâchement des dents et devient une base fiable pour l'articulation.
- * Si nécessaire, il est possible d'appliquer un revêtement galvanique - il s'agit d'un service supplémentaire possible à la demande du client. Ce revêtement ajoutera une durabilité supplémentaire à la plaque à clous en acier.
- * Les plaques dentelées en métal s'installent plus rapidement que les attaches traditionnelles en raison de leur conception unique. Cela permettra de gagner beaucoup de temps pour les travaux de construction et d'installation sur les éléments de fixation des systèmes de chevrons et de chevrons.
- * En raison de la possibilité de fabriquer des poutres de plancher avec des "couloirs" spécialement conçus à ces fins, cette méthode de fixation facilite la pose de communications (conduits de ventilation).
Les qualités énumérées des plaques de connexion à clous sont devenues la raison de leur utilisation généralisée dans la construction et la construction de structures en bois à toutes fins utiles. La simplicité de la conception des plaques à ongles apporte une résistance et une durabilité exceptionnelles à l'articulation.
Types par disposition des dents
Les fabricants essaient souvent de baisser le prix des matériaux de construction qu'ils fabriquent. Une façon d'y parvenir est de simplifier les techniques de conception et de fabrication. À cet égard, la plupart des plaques à clous utilisées sont du type le plus simple et le moins cher avec des dents unidirectionnelles. Mais il existe d'autres options utilisées dans les structures critiques: avec des dents multidirectionnelles dans des rangées adjacentes et avec des dents situées à un angle de 45 degrés par rapport à l'axe longitudinal de la plaque.Ces options sont plus difficiles à produire, par conséquent, le prix des matériaux de construction pour les fixations de ces types est légèrement plus élevé.
Avantages de l'utilisation de plaquettes de tournage
Les plaquettes pour fraises de coupe ou d'alésage sont réalisées à base de différentes qualités d'alliages durs. C'est très pratique, car cela vous permettra de vous armer d'un grand ensemble d'éléments de coupe qui traiteront des pièces à partir de différents éléments.
Et l'utilisation de dispositifs de tournage interchangeables pour outils de coupe peut être considérée en toute confiance comme une solution avantageuse d'un point de vue économique, car en cas de panne ou d'usure, vous n'aurez pas besoin de changer l'ensemble de la fraise, mais uniquement sa partie coupante. Il est préférable d'utiliser un outil équipé d'inserts en carbure remplaçables lorsque vous devez automatiser des processus technologiques
Ceci est particulièrement important pour la production en petites et moyennes séries de divers produits.
Les produits en carbure, qui sont placés sur des outils de tournage, présentent un certain nombre d'avantages :
- ils sont moins chers que les fraises solides;
- le remplacement de l'élément de coupe en carbure par un neuf peut être très rapide ;
- les plaquettes à base de carbure ont une grande fiabilité même en fonctionnement intensif ;
- si nécessaire, ces pièces coupantes remplaçables peuvent être réajustées;
- Tous les modèles existants de ces éléments de coupe pour fraises sont unifiés, vous pouvez donc facilement sélectionner l'option appropriée pour un type de traitement particulier, ainsi que la qualité du matériau de la pièce à traiter.
De plus, l'utilisation d'inserts en carbure remplaçables, équipés d'une fixation mécanique, peut augmenter considérablement la durée de vie du porte-outil de tournage, et vous n'avez pas besoin d'affûter et de souder sa partie coupante. De plus, dans les conditions d'utilisation de cet outil, la température et la force de coupe peuvent être réduites jusqu'à 40 %. Les alliages de carbure ont des propriétés telles qu'ils peuvent être utilisés pour la production de plaques et, avec leur aide, il est possible de traiter des métaux, soumis à des conditions de coupe changeantes.





Actuellement, divers types de produits en carbure sont fabriqués. Les exigences pour chaque type sont énoncées dans les normes de l'État. Ils sont présentés ci-dessous :
- GOST 19086-80 - implique les caractéristiques des plaques de support et de coupe, ainsi que des brise-copeaux;
- GOST 19042-80 - prescrit les exigences pour la forme, la classification, ainsi que pour le système de désignation des plaques signalétiques remplaçables à base de matériaux en carbure;
- GOST 25395-90 - régule la production de plusieurs types d'inserts en carbure, ils sont fixés sur le porte-outil par soudure. Ceci s'applique aux éléments qui sont soudés aux outils de type tournant, alésage ou alésage.
Technologie de brasage pour inserts en carbure
La technologie des inserts en carbure de brasage sur les scies circulaires et autres outils de coupe est un processus d'assemblage permanent des pièces. Certaines parties du futur produit ne fondent pas, mais s'arriment en raison de l'introduction de soudure liquide. Pour cette raison, à l'avenir, le point de soudure peut être séparé sans endommager les parties de la pièce.
Le principal problème de fabrication est la différence des coefficients de dilatation thermique linéaire des produits en alliage dur et de l'acier, c'est pourquoi les plaques se fissurent et perdent leurs caractéristiques de résistance lorsqu'elles sont refroidies.
Photo n°2 : Soudure TP-1M
La soudure est utilisée pour réduire la contrainte interne de 30 à 50 MPa. Dans l'industrie métallurgique, les produits à trois couches TP-1M présentent de bons résultats. Ce matériau est constitué de bronze non fondant BrNB7-0.5, encadré par des couches de laiton LNMts50-2-2.
Préparation de surface
Les fentes en carbure de tungstène sont ouvertes, fermées et à moitié fermées. Les plus pratiques sont les ouverts, qui ont un rapport d'épaisseur d'acier à carbure de 3: 1.
Pour éliminer les films d'oxyde, un culbutage mécanique et chimique est effectué. Dans ce cas, la pièce est traitée avec un abrasif libre à l'aide d'un tambour rotatif.La durée approximative de la procédure est de 3 à 4 heures.
Sélection de flux
Le flux est un matériau intermédiaire qui est placé entre la soudure et la plaque. Idéalement, son point de fusion devrait être inférieur de 370 à 400 degrés à celui de la soudure. Il est largement utilisé sous forme de flux de borax, sinon - tétraborate de sodium. Le point de fusion du matériau est de 741 degrés.
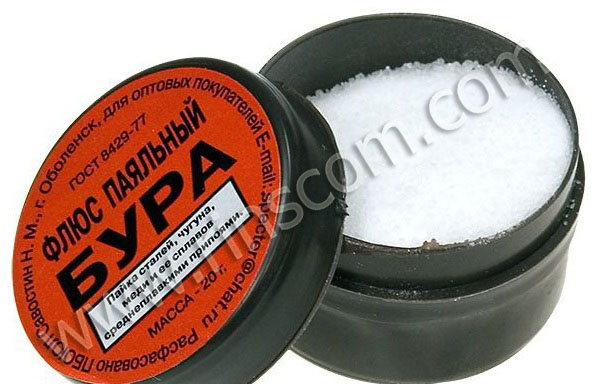
Photo n°3 : Borax (flux de soudure)
Ordre de montage
Le flux est versé dans le trou préparé avec une profondeur de 0,3 à 0,5 mm, la soudure est placée sur le dessus (ses bords doivent dépasser pour contrôler le processus de soudure de 0,5 à 1 mm au-delà du périmètre de la rainure). Une assiette est posée dessus. Les pièces sont fixées d'un seul tenant avec un fil, une goupille technologique ou de la colle sans inclusions de scories.
Processus de soudure sur les installations HDTV
Le chauffage et le soudage des pièces sont effectués sur des installations avec une fréquence de courant de 60 à 66 kHz. Tout d'abord, le support est chauffé à 700-800 degrés, après quoi la chaleur est fournie au reste, la déplaçant dans l'inducteur. Un écart de 10-15 mm est maintenu entre les pièces et l'outil. La vitesse de chauffe est déterminée en fonction de l'épaisseur des plaques et de la nuance de l'alliage.
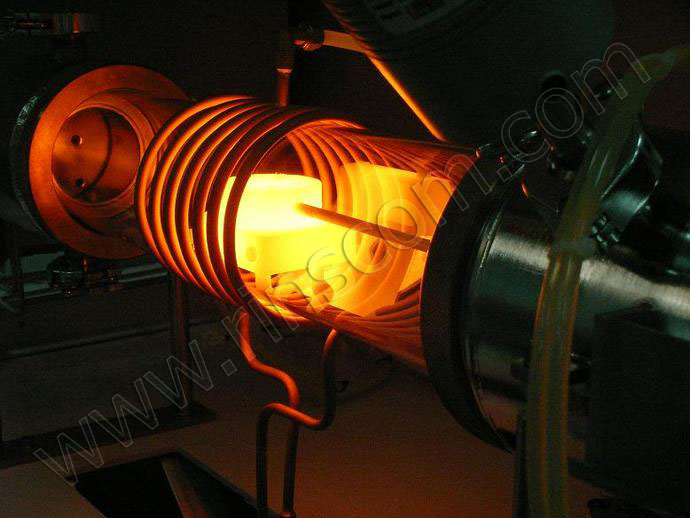
Photo n°4 : Installation de la TVHD pour les plaques à souder
Au cours du processus de fusion, on observe que les surfaces sont recouvertes de brun. Lorsqu'il coule vers le bas, une nouvelle couche est ajoutée. Une fois la soudure fondue, elle est conservée pendant 5 à 10 secondes, puis retirée de l'appareil, la plaque est fixée avec une pince et placée dans un four chauffé à 200 degrés pendant 2 à 4 heures.






Traitement thermique et nettoyage
La soudure des produits est combinée avec le durcissement. Ce processus soulage les contraintes résiduelles et augmente la dureté des blocs finis. Les supports en acier 45 et 40X sont durcis à l'eau ou à l'huile. Les outils en métal 35ХГСА, 5ХНВ et 20ХГНМ sont traités à l'air. Des bains remplis de nitrate sont également utilisés pour le durcissement. À la fin du traitement, l'excès de soudure et de borax est éliminé avec une lime et bouilli dans une solution de soude à 10%, après quoi ils sont collés dans une chambre de sablage.
Contrôle de soudure
Les défauts de soudure sont vérifiés par inspection visuelle. Les produits sont rejetés si plus de 10% de la couture n'est pas soudée, il y a des fissures, la surépaisseur d'affûtage est décalée d'un tiers. Les fissures sont vérifiées par détection des défauts de couleur.

Photo n°5 : Vérification de la présence de fissures sur la pièce grâce à la détection des défauts de couleur
Dans ce cas, le colorant rouge est appliqué sur une surface préalablement dégraissée, séchée et éliminée avec de l'huile diluée à 30% avec du kérosène. Ensuite, la plaque est peinte avec un composé blanc sur lequel apparaissent des fissures (le cas échéant).
Comment les plaques sont marquées et qui les produit
En marquant les structures en carbure pour les outils de tournage, vous pouvez déterminer la composition du matériau de production. En particulier, le marquage T15K6 signifie que le produit est réalisé à base d'un alliage du groupe titane-tungstène-cobalt. Le tungstène est obligatoire dans ces alliages. En plus du tungstène, l'alliage doit contenir en plus :
- tantale;
- cobalt;
- titane et autres.
Dans la composition d'un tel alliage, conformément au marquage, il y a du carbure de titane à raison de 15 % et du cobalt à raison de 6 %, respectivement.
Les fabricants les plus connus de ces produits utilisés pour la fixation mécanique aux fraises sont :
- Ceratizit (Luxembourg);
- BDS-Machinen et Proxxon (Allemagne) ;
- Instrument-Service et usine de tuyaux de Novomoskovsk (Ukraine).
Construction et matériel de fabrication
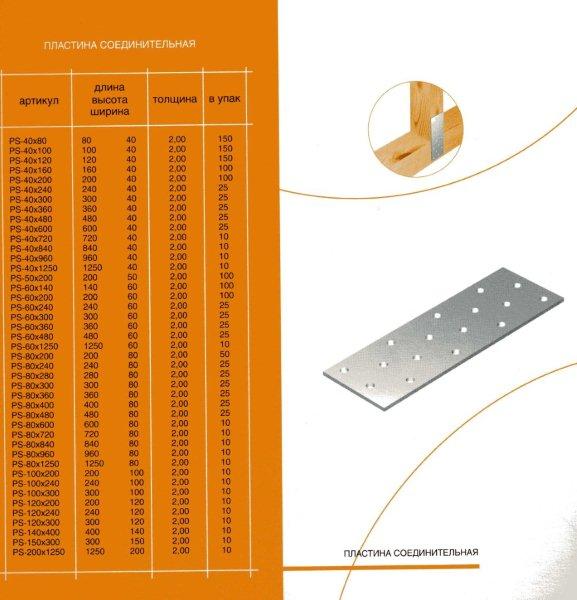
D'après le nom, il est clair que la plaque à ongles, de par sa conception, est une bande de métal avec un analogue de clou. Son épaisseur est de 1 à 2 mm, les dimensions varient de 40 à 200 mm de largeur, et toute longueur peut être. Différents fabricants ont leurs propres normes de taille. Le plus souvent, les plaques à ongles sont produites avec une longueur de 25 mm.
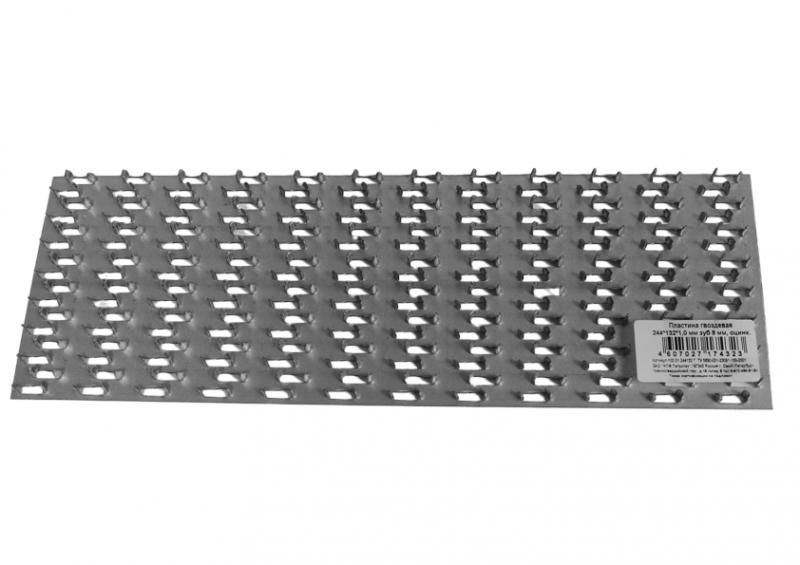
Le matériau de départ pour la fabrication est une tôle d'acier alliée à haute résistance ou galvanisée.En production, il est découpé en plaques de la taille requise, puis de fines saillies sont pressées sur une presse spéciale jusqu'à 8 mm de long... Ils jouent le rôle de clous, pénétrant fermement dans les structures en bois.
Expérience dans l'utilisation de plaques à ongles
Les plaques à clous en acier sont utilisées depuis plus de vingt ans au Canada et aux USA, c'est en Amérique du Nord qu'elles ont commencé à être massivement utilisées dans la construction de structures en bois. Cette méthode de fixation est maintenant largement utilisée dans toute l'Europe. Presque tous les types de toits, greniers, greniers, lucarnes, etc. peuvent être construits en utilisant des structures de toit à base de plaques disponibles dans le commerce.
Les toitures utilisant des plaques à clous sont applicables dans tous les types de structures, par exemple : -les maisons d'habitation, -les structures industrielles, -agricoles, sportives et commerciales.
En plus des structures de toit, cette technologie peut être utilisée avec succès pour : - la reconstruction de bâtiments et de toits plats, où les plaques sont considérées comme un type de fixation indispensable ; - production de panneaux pour murs; - la fabrication de charpentes en treillis, - la construction de coffrages pour structures en béton, - la construction de bâtiments de grande portée entièrement en bois.
La possibilité de créer des fermes d'une portée de plus de 30 mètres sans supports internes, qui est apparue dans le cadre de l'utilisation de plaques de connexion, est largement utilisée (par exemple, les courts de tennis). Les plaques peuvent être utilisées avec succès lors de l'épissure des planches dans le sens de la longueur.



La plaque dentelée (à clous) est une connexion solide, rapide et économique pour les structures en bois. Les avantages et propriétés distinctifs de cette fixation contribuent à sa diffusion toujours plus large dans la construction de maisons et de structures en bois dans notre pays. La possibilité d'acheter ce produit devient de plus en plus abordable, et ceux qui sont intéressés peuvent apprécier la commodité et la qualité de cette attache dans la pratique.
Pourquoi le montage peut être un problème
La question de la fixation est très importante du fait des caractéristiques du bois, de son « comportement » en fonction des conditions climatiques. Avec un changement du degré d'humidité, les éléments de construction en bois diminuent ou augmentent en taille et se plient souvent. En conséquence, des « contraintes » importantes et à long terme apparaissent aux endroits de leurs connexions et de leurs butées. La raison en est peut-être aussi l'érection d'une fondation légère ou son absence totale (ce qui est possible en raison du faible poids et de l'élasticité des structures en bois), entraînant une modification de la géométrie de ces structures. Lors de l'utilisation d'une plaque métallique, une résistance à la corrosion accrue de l'élément de connexion est fournie, ce qui favorise son fonctionnement dans des conditions d'humidité élevée, ainsi que lors de travaux extérieurs.
Avantages des plaques de montage à pointes
Les connecteurs de fixation à pointes ont gagné en popularité en raison des nombreux avantages et bénéfices que leur utilisation promet.
Le principal est peut-être que cette attache garantit une connexion solide et durable des pièces en bois. En même temps, le bois ne se fend pas, son intégrité est préservée.
En raison de la présence d'un revêtement anti-corrosion de haute qualité, les plaques à clous ne rouillent pratiquement pas, ce qui est particulièrement important pour un matériau aussi hygroscopique que le bois. La plaque à clous est utilisée pour la fixation de la partie chevron de la maison, ainsi que pour les connexions dans la construction de logements à ossature
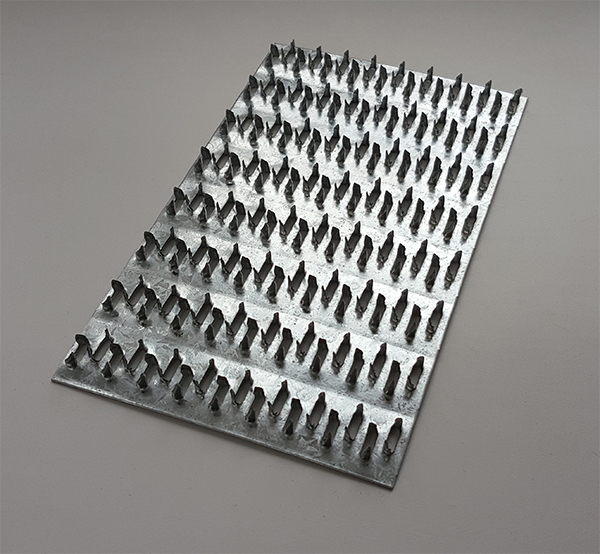
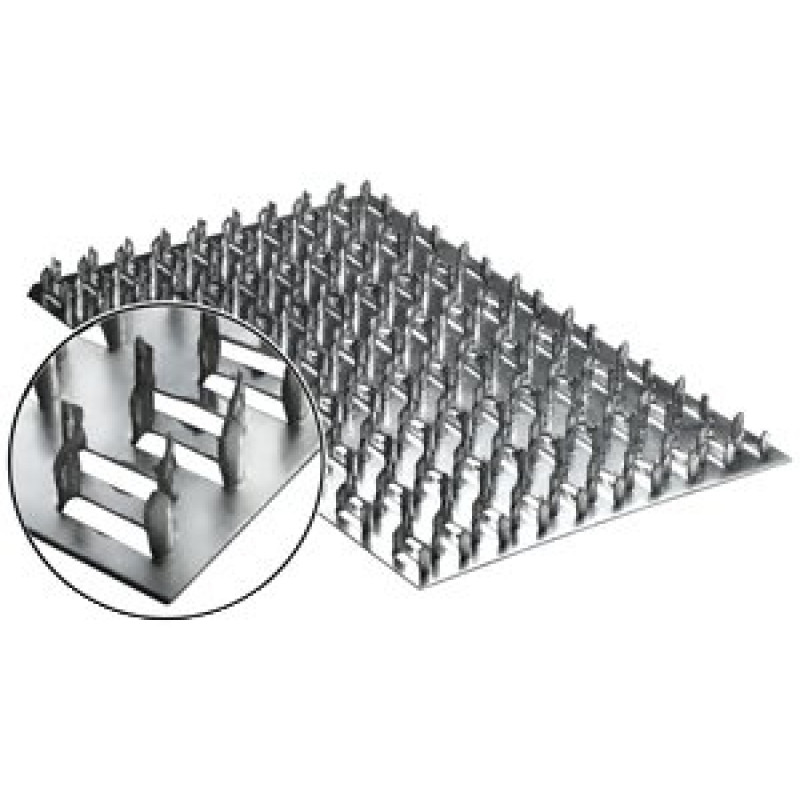
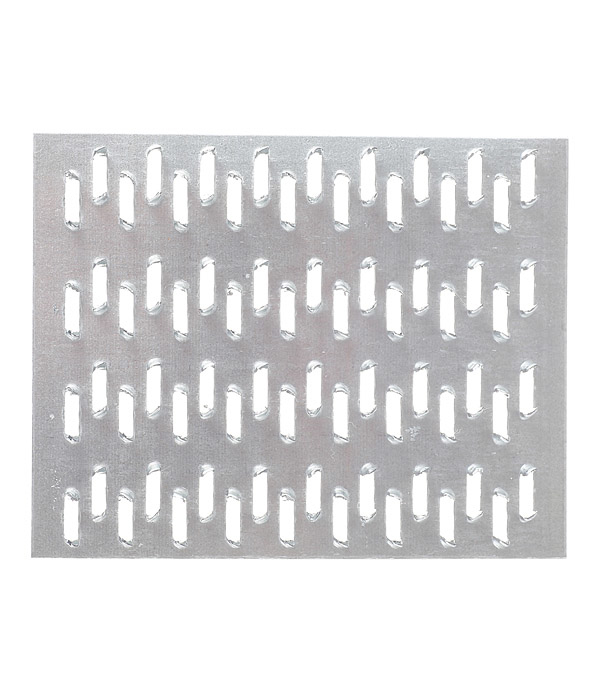
Il s'agit d'une bande (plaque) en tôle d'acier galvanisée avec des clous emboutis (dents). La réalisation de plaques cloutées par emboutissage à froid sur presse hydraulique permet d'obtenir des éléments de liaison de haute qualité. Les dents d'insertion standard ont une hauteur de 8 millimètres. Une plaque à ongles peut avoir de 2 à 16 rangées de dents
La plaque à clous est utilisée pour la fixation de la partie chevron de la maison, ainsi que pour les connexions dans la construction de logements à ossature. Il s'agit d'une bande (plaque) en tôle d'acier galvanisée avec des clous emboutis (dents). La réalisation de plaques cloutées par emboutissage à froid sur presse hydraulique permet d'obtenir des éléments de liaison de haute qualité. Les dents d'insertion standard ont une hauteur de 8 millimètres. Une plaque à ongles peut avoir de 2 à 16 rangées de dents.
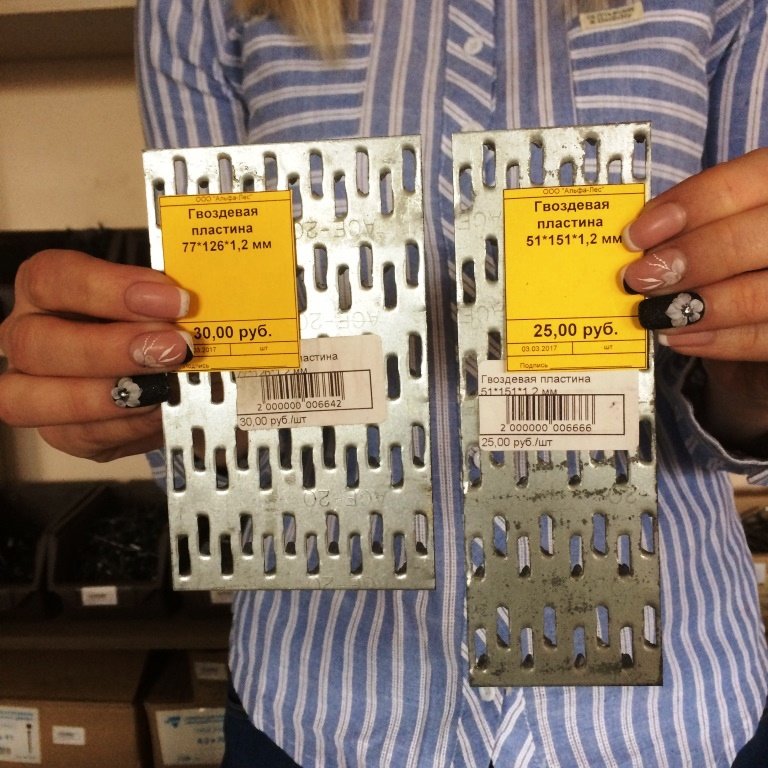
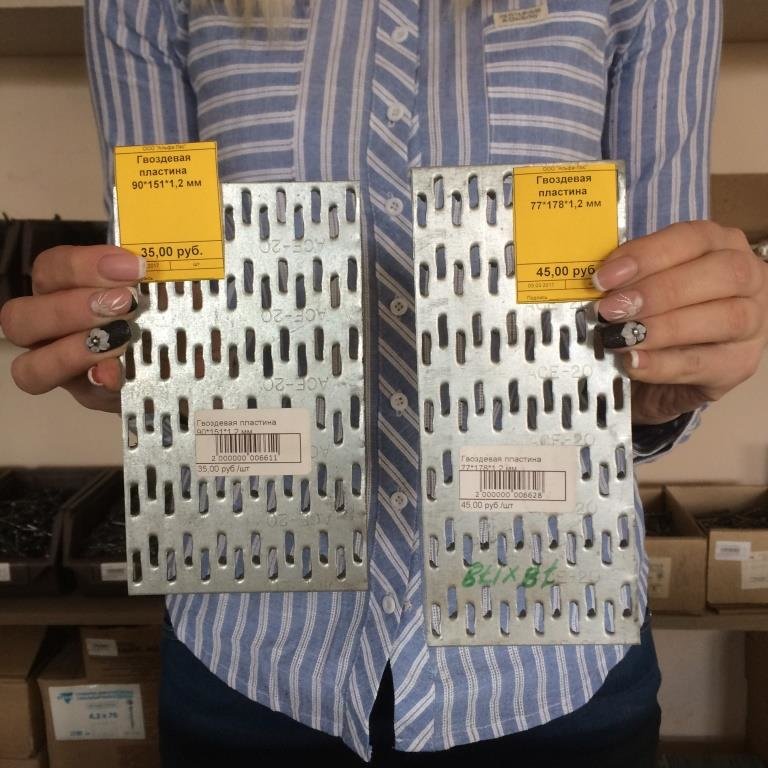
 L'épaisseur de la plaque à ongles est de 1 millimètre, la largeur peut être, selon la taille standard, de 20 à 132 millimètres et la longueur de 76 à 1250 millimètres. À l'aide de plaques de connexion dentées en métal, des éléments structurels en bois tels que des planches, des poutres, des poutres, se trouvant dans le même plan, peuvent être connectés sans utiliser de clous, de vis ou d'autres éléments de fixation.
L'épaisseur de la plaque à ongles est de 1 millimètre, la largeur peut être, selon la taille standard, de 20 à 132 millimètres et la longueur de 76 à 1250 millimètres. À l'aide de plaques de connexion dentées en métal, des éléments structurels en bois tels que des planches, des poutres, des poutres, se trouvant dans le même plan, peuvent être connectés sans utiliser de clous, de vis ou d'autres éléments de fixation.
Qu'est-ce que c'est et à quoi ça sert ?
La plaque à clous est une attache utilisée lors du travail du bois. C'est une bande de métal avec des dents pointues sur la partie travaillante (analogue de clous). Selon le type d'attaches, ces broches peuvent avoir différentes formes et tailles. Les plaques ont une épaisseur minimale, grâce à laquelle de telles fixations peuvent être utilisées à n'importe quel stade de la construction des structures.
Les plaques dentées en métal (en abrégé MZP) sont largement utilisées dans la construction de structures en bois à toutes fins utiles. Ils sont massivement utilisés dans la construction de logements industriels et privés, lors de la construction de structures à ossature bois ou de l'installation de systèmes de chevrons.

Dans la construction moderne, de telles fixations sont très populaires en raison d'un certain nombre d'avantages:
- ils relient des éléments en bois sans saillies;
- ont un faible poids, grâce auquel ils ne "chargent" pas en plus la structure;
- permettre de monter des systèmes complexes sans faire appel à des équipements spéciaux à grande échelle ;
- fournir une connexion fiable et durable ;
- résistant à la corrosion.
