Caractéristiques opérationnelles
Elle, comme déjà mentionné, est utilisée pour souder des métaux à polarité directe.
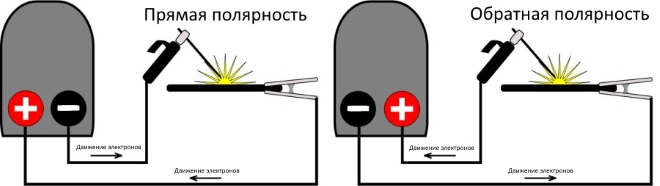
La polarité directe signifie que le contact positif de la machine à souder est connecté à la pièce elle-même avec un câble de masse et le contact négatif à l'électrode à travers le câble de soudage.
Dans les réglages de la machine à souder, la vitesse d'avance minimale et la tension de fonctionnement sont définies. Par exemple, en utilisant un diamètre de 1,2 mm, la vitesse d'alimentation optimale serait de 2 mètres par minute et la tension serait de 14 V.
Il est courant qu'elle forme une épaisse couche de laitier sur la soudure réalisée. Si le joint est prévu pour être multi-passes, ce laitier doit être soigneusement enlevé avec une brosse métallique et un marteau.
 En général, selon les critiques, la couture, presque toujours, est plutôt rugueuse, a de grandes écailles et des nodules. En cas d'actions imprudentes et précipitées du soudeur, un manque de pénétration est possible. Ceci est pratiquement inévitable lorsque l'on travaille avec un arc électrique intermittent.
En général, selon les critiques, la couture, presque toujours, est plutôt rugueuse, a de grandes écailles et des nodules. En cas d'actions imprudentes et précipitées du soudeur, un manque de pénétration est possible. Ceci est pratiquement inévitable lorsque l'on travaille avec un arc électrique intermittent.
Particularités
Le soudage avec un appareil semi-automatique sans gaz vous permet d'atteindre le niveau de fusion requis de la surface métallique, tandis que le diamètre du fil est de 0,8 à 2 mm. En raison de la composition spéciale du flux, le soudage semi-automatique permet d'effectuer un joint de haute qualité et durable lors de l'assemblage de pièces métalliques de toute épaisseur, ce qui indique une efficacité élevée de la méthode de soudage.

Le processus de soudage de pièces métalliques sans l'utilisation d'un gaz de protection présente un certain nombre d'avantages par rapport aux autres technologies :
- il n'est pas nécessaire d'acheter et de faire le plein de bouteilles coûteuses avec un mélange gazeux;
- pas besoin de déplacer de lourdes bouteilles de gaz pendant le travail;
- le flux de soudage peut être sélectionné en fonction du diamètre et de la composition de sa poudre de remplissage, ce qui est pratique pour souder divers types de métaux;
- Pendant le processus de soudage, il est possible de contrôler la formation d'un joint bout à bout à travers le verre du masque de protection.


Un fil avec un flux placé à l'intérieur est un substitut polyvalent et rentable pour l'équipement à gaz. De par sa structure, le fil est constitué d'un tube creux en matériau acier, à l'intérieur d'un tel tube se trouve un flux sous forme de poudre. Extérieurement, une telle poudre ressemble à un revêtement utilisé dans la fabrication d'une électrode de soudage classique. Pendant le travail, le dispositif de soudage semi-automatique fournit un environnement à haute température dans lequel le flux fond sans résidu. Dans le bain de fusion résultant, un métal liquide se forme, protégé par le gaz formé lors de la combustion des additifs. Ce gaz protège le joint du joint de l'exposition à l'oxygène, ce qui garantit la résistance et la fiabilité du joint.


L'utilisation du procédé de soudage sans gaz à l'aide d'un dispositif semi-automatique, par rapport aux types de soudage classiques réalisés en milieu gazeux actif ou inerte, qui est alimenté en fonctionnement à partir d'un cylindre, présente ses avantages et ses inconvénients.
Parmi les avantages sont les suivants :
- la machine à souder semi-automatique est de taille compacte et légère, vous n'avez pas besoin d'acheter des tuyaux et une bouteille de gaz avec un réducteur pour effectuer le soudage;
- la compacité de l'équipement lui permet d'être utilisé dans des zones inaccessibles - vous pouvez l'utiliser en hauteur, ainsi que dans des couloirs ou des pièces étroits;
- économise considérablement du temps pour préparer l'équipement à l'exploitation;
- le processus de soudage est effectué rapidement et avec précision;
- la soudure est réalisée sous contrôle visuel, réalisé à travers un masque de protection ;
- la température et la puissance de l'arc électrique peuvent être choisies en fonction du type de métaux à souder ;
- le fil peut être sélectionné avec différents types de remplissage.
Les inconvénients du soudage semi-automatique incluent les points suivants:
- le coût du fil avec flux est assez élevé;
- le fil à souder a un certain degré de fragilité, il nécessite donc une manipulation soigneuse pendant le fonctionnement;
- en fonction de la composition de la poudre de flux sur l'appareil de soudage semi-automatique, il est nécessaire de sélectionner correctement le mode de fonctionnement souhaité, ce qui pose des problèmes aux débutants;
- lors de l'utilisation d'un flux de soudage, des scories se forment lors de la formation du joint, qui devra être nettoyée;
- le dispositif semi-automatique a la capacité de changer la polarité de la connexion, comment l'utiliser et dans quel but - cela soulève souvent des doutes chez les soudeurs inexpérimentés.


Le coût d'un tel travail est minime, ce qui est particulièrement important si vous devez souder une petite zone

Principaux types de fil
Selon la méthode d'utilisation et la méthode de protection contre les influences extérieures, le fil pour le soudage fourré peut être blindé et auto-blindé.
Vue protection gaz
Le fil sous protection gazeuse est utilisé lorsque le soudage est effectué à l'aide de dispositifs semi-automatiques et automatiques pour les aciers faiblement alliés et au carbone.
Le processus implique du dioxyde de carbone ou son mélange avec de l'argon. Le gaz vient de l'extérieur. La poudre de remplissage peut être choisie pour améliorer les paramètres de soudage. Par exemple, vous pouvez augmenter la vitesse de soudage vertical ou coller fermement de l'acier difficile à souder.
Cette technologie est utilisée lorsqu'il est nécessaire de créer des chevauchements, lors de travaux aux joints et aux angles des structures, aussi bien pour une machine automatique que pour une machine semi-automatique. Cette technologie offre une pulvérisation uniforme, une réduction des projections et une résistance à la formation de pores et de scories.
Le matériau utilisé dans le processus de soudage a un taux de dépôt élevé, un faible niveau de fumée et permet des coutures de haute qualité.
Regard d'autodéfense
Le fil fourré auto-protégé est fabriqué sous la forme d'une électrode "inversée" spéciale (comme si elle était retournée). L'utilisation de ce type de soudure permet de travailler dans des conditions de températures variées (même extrêmes), avec de fortes rafales de vent, etc.
Les principaux composants du noyau sont divers additifs (dioxydants, formateurs de laitier et protecteurs), ce qui permet de souder sans utiliser de gaz.
Le fil de soudage auto-blindé présente un certain nombre de caractéristiques positives, parmi lesquelles :
- la capacité d'effectuer des travaux de soudage dans diverses positions;
- en raison de l'ouverture de l'arc, il est possible de déplacer avec précaution le métal soudé;
- un type spécial de revêtement de fil assure sa résistance à la pression exercée par les rouleaux;
- du fait du contrôle de la composition chimique, il devient possible d'obtenir une composition de laitier très spécifique.
Dans les conditions d'assemblage, le soudage par poudre mécanisé se généralise. Bien que de nombreuses personnes se plaignent du coût élevé des consommables, l'efficacité du soudage fourré est nettement plus élevée, il suffit de choisir la bonne marque de fil.
Caractéristiques de fabrication

La production de fil se déroule en plusieurs étapes dans une seule installation.
- Nettoyage de la bande de la saleté, de l'huile, du tartre et de l'humidité au début de la machine.
- Légère déformation longitudinale du tuyau pour former un demi-cercle.
- Remplir la bande de poudre.
- Raccordement des extrémités, formation d'un tube avec flux.
- Calibrage de la connexion et du profil lui-même. Création de la section circulaire correcte.
Dans la production de soudage moderne, la bande de soudage la plus utilisée est constituée d'aciers à faible teneur en carbone.
Lors de la fabrication, le fil n'est pas amarré et enroulé à la longueur de la bande. Il devrait y avoir une pièce entière sur la bobine.
Pour éliminer l'humidité et l'huile de la surface du PP et du PS, la bobine doit être placée dans le four avant de l'installer sur l'appareil. Maintenir pendant 2 heures à une température de 230 - 250⁰.
Caractéristiques d'utilisation
L'utilisation d'un dispositif semi-automatique lors du soudage contribue à l'application rapide des coutures, car les produits de type poudre sont alimentés sans interruption. Étant donné que le tuyau de gaz n'est pas toujours disponible pour le travail, cette méthode vous permet de souder des métaux dans un environnement de gaz protecteurs
Pratiquement tout le monde pourra cuisiner correctement sans gaz, une attention particulière devant être portée au revêtement et à la mise en place. Lors du soudage mécanisé, il est impératif de prendre en compte les paramètres actuels, la polarité, ainsi que la bonne technique d'exécution
Il y a des nuances dans le travail avec cet appareil métallique, que le maître ne doit pas oublier. Afin de mener l'arc avec succès et de former une couture, il vaut la peine de préparer une surface plane. Lorsque vous travaillez avec des appareils semi-automatiques, cela peut être réalisé en commutant des contacts à l'intérieur de l'unité.


Un point important dans le travail est l'installation de rouleaux qui correspondent parfaitement au diamètre du fil utilisé. Sur le côté du rouleau, il y a des informations sur la plage de diamètre. Un rouleau de type mobile ne doit pas être serré fortement, car le fil est caractérisé par une structure creuse, et cet événement peut entraîner sa déformation ou l'apparition d'un blocage dans le chemin de câbles.
Pour que le fil puisse passer sans entrave, vous devrez retirer l'embout situé à la sortie de l'élément de serrage. Son enroulement s'effectue après apparition de l'élément consommable à l'extrémité de ce canal. Le diamètre de la pointe doit également être adapté à la taille du fil, car un grand trou peut rendre difficile le contrôle de l'arc. Aucun gaz n'est utilisé pendant cette procédure, il n'est donc pas nécessaire de mettre la buse. Pour que le spray ne colle pas à la pointe, il doit être vaporisé avec un produit spécialement conçu.


Étant donné que l'attribut de poudre de soudage n'a pas de résistance mécanique et de rigidité, les experts recommandent d'utiliser un mécanisme spécial, qui assure la continuité de l'alimentation automatique de l'élément.
Lors du soudage, il se produit une formation intensive de laitier, il doit être rapidement éliminé avec une brosse métallique. Sinon, des scories peuvent pénétrer dans la zone de travail, ce qui entraînera la formation de défauts et une diminution de la résistance mécanique.


Le fil fourré peut être entièrement en métal ou être rempli de flux, remplissant ainsi les fonctions d'un gaz. L'utilisation de cet attribut de soudure peut entraîner une soudure de moins bonne qualité que d'habitude, mais dans certains cas, il est impossible de se passer d'un additif en poudre.
Le transport des bouteilles de gaz n'est pas toujours approprié, le technicien peut donc utiliser du fil fourré, par exemple, en hauteur ou dans un endroit peu pratique. Comme le montre la pratique, pour un usage domestique avec une petite quantité de travail, cette option de soudage est coûteuse. Mais en production, lors de l'utilisation de tubes à poudre, un soudage rapide et de haute qualité peut être effectué même par des spécialistes inexpérimentés. Il a également été remarqué qu'une telle soudure peut être rentable lors de l'application d'un long joint, sinon beaucoup de déchets sont obtenus.


Le soudage au fil fourré est décrit dans la vidéo suivante.
Types et marquage de fil pour le soudage
Les normes RF décrivent environ 80 qualités différentes de fil soudé. Cependant, dans la pratique, pas plus d'une douzaine sont largement utilisés.
Marquage des fils de soudure
Les marques restantes sont des matériaux hautement spécialisés pour des applications spéciales et plutôt rares, telles que :
- fabrication de réacteurs nucléaires, d'internes et de composants d'énergie nucléaire ;
- industrie aérospaciale;
- construction navale spéciale, y compris les coques de sous-marins et les réservations ;
- équipements pour l'extraction, le transport et le traitement du pétrole et du gaz;
- obus et équipements pour réacteurs chimiques;
- d'autres industries de haute technologie.
La désignation du fil se compose de plusieurs groupes de chiffres et de symboles :
- diamètre en millimètres;
- destination:
- en fait pour le soudage "Sv";
- pour surfaçage - "Np".
- teneur en carbone en centièmes de pour cent;
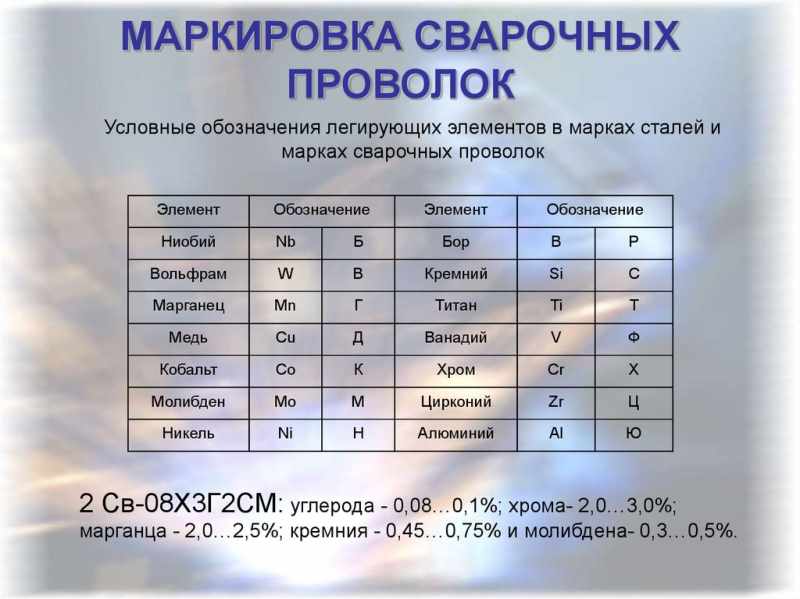
Symboles des éléments d'alliage
- la teneur en additifs d'alliage en pourcentage, si la teneur est inférieure à 1%, alors il n'est pas indiqué :
X-chrome.
N-nickel.
- M est le molybdène.
- C est le silicium.
- N est nickel.
- X est chromé.
- C - zirconium.
- G - manganèse.
- A est l'azote.
- B - tungstène.
- T est le titane.
- Yu - aluminium.
- F - vanadium.
- B - niobium.
- D - cuivre.
- C est le silicium.
- Exigences relatives à la pureté du matériau.
- A - raffiné.
- AA - haute pureté.
- Méthode de fusion.
- VI - induction sous vide.
- VD - arc sous vide.
- Pour la production d'électrodes - lettre E.
- Cuivré - lettre O.
- Lien vers GOST.
Ainsi, par exemple, à partir de la désignation, vous pouvez découvrir que la marque Sv-08G2S contient 0,08 % de carbone, 2 % de manganèse et moins de 1 % de silicium. Ce fil d'apport convient au soudage au gaz de l'acier allié.
Marque de marquage Sv-08G2S
Les principaux fabricants mondiaux de fil à souder ESAB, Autrod et autres utilisent leurs propres systèmes de désignation conformes aux normes américaines ou européennes. Les revendeurs de ces sociétés disposent toujours de tableaux de correspondance de leurs marques avec les marques stipulées par GOST.
Ce qui est nécessaire pour le soudage
- Source d'alimentation (dispositif semi-automatique);
- fil de soudage;
- gaz de protection.
Le fil de soudure doit être identique au métal à souder. Dans notre cas, choisissez un acier inoxydable pour un appareil semi-automatique.
Fil de soudure en acier inoxydable pour appareil semi-automatique

Il existe sur le marché des fils de fabricants russes et étrangers, qui sont subdivisés en fils fourrés et pleins. Diamètre de 0,13 à 6,0 mm. À la maison, des diamètres de 0,6 et 0,8 mm sont utilisés, et plus de 1,0 mm en production.
- Le fil solide est utilisé pour les connexions à protection gazeuse et à arc submergé. Cette méthode élimine l'entrée d'air dans la zone de soudage, améliorant ainsi la qualité de la soudure.
- Fil d'acier inoxydable fourré (auto-blindé) - un tube à paroi mince rempli de flux et de gaz. Le mélange des composants permet de souder des produits sans gaz protecteurs (dioxyde de carbone et argon).
Fil d'acier inoxydable semi-automatique, produit avec traitement thermique ou étiré à froid. Et il est subdivisé en oxydé (T) et léger (blanc, TC).
Le fil inoxydable est disponible en 2 classes de précision :
- précision accrue (P);
- précision normale.
Le fil est utilisé avec une précision accrue pour améliorer la qualité de la couture.
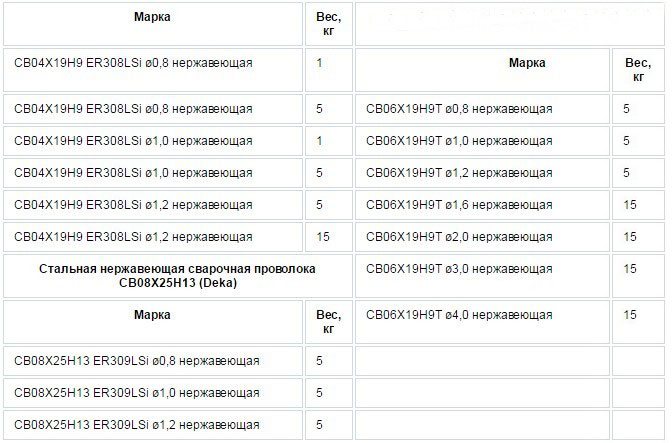
Selon leur composition chimique, les aciers inoxydables sont divisés en différentes nuances et le fil présente également des marquages différents. Le tableau (ci-dessous) vous permettra de connaître les marques, diamètres et poids des fils inox :
Le coût du fil inoxydable pour un appareil semi-automatique
Le prix varie selon le fabricant et la région de résidence de l'acheteur.
Indicateurs moyens :
- ER 308 LSI 0,8 mm 1 kg - 825 roubles;
- ER 308 LSI 0,8 mm 5 kg - 4237 roubles.
Vidéo:
Sélection de gaz
Il est impossible de cuisiner avec un appareil semi-automatique sans gaz, sauf en utilisant des fils fourrés. Le soudage de l'acier inoxydable avec un dispositif semi-automatique peut être effectué dans un environnement de dioxyde de carbone ou d'un mélange de dioxyde de carbone et d'argon.

Le dioxyde de carbone est un gaz abordable et bon marché pour l'assemblage des aciers inoxydables. Lorsqu'il est utilisé proprement, le soudeur est confronté à des projections de métal excessives et à un cordon de soudure noueux.
Le pourcentage de dioxyde de carbone par rapport à l'argon peut être ajusté à l'aide de deux cylindres séparés.Connectez les sorties des deux boîtes de vitesses à l'aide d'un té provenant d'un essuie-glace de voiture de fabrication nationale. Détails d'un design similaire dans la vidéo :
Ça y est, il vous suffit de connecter le gaz de protection et le fil sélectionnés à l'appareil. Attention : la pointe conductrice doit être du même diamètre que le fil.
Vidéo : comment configurer un appareil semi-automatique pour le travail (pour les débutants).
Comment souder l'acier inoxydable au dioxyde de carbone
Après chanfreinage, assembler les pièces à l'aide des pinces-pinces en laissant un jeu entre les produits (au moins 1,5 mm).
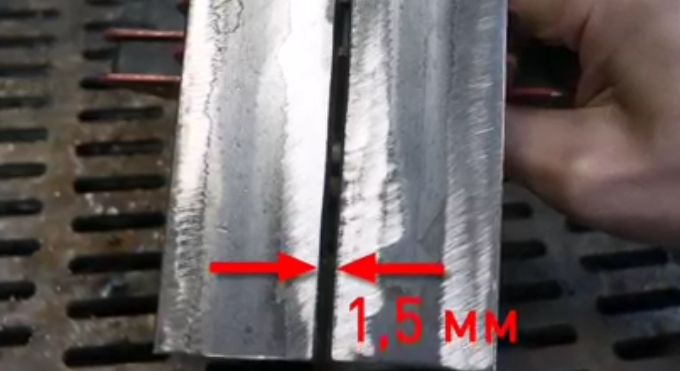
L'espace doit être sur toute la longueur de la pièce, il permettra de faire bouillir le métal sur toute son épaisseur. Connectez la masse et réglez vos réglages sur l'appareil semi-automatique, en fonction de la conception de votre appareil et de l'épaisseur du métal.
Les dispositifs semi-automatiques simples en face avant ont 2 réglages :
- tension de soudage;
- Vitesse d'alimentation du fil.
Le réglage de l'inductance modifie la dureté de l'arc, la profondeur de pénétration et la forme du cordon :
- A faible inductance : arc froid - on obtient un cordon fin à pénétration profonde ;
- A haute inductance : arc chaud - cordon large à faible pénétration.
En tenant la torche avec une pente de 20 à 60 degrés (la distance entre la buse et le bain de soudure est de 10 à 20 mm), réalisez une connexion en acier inoxydable avec des pointes courtes. Nous avons appuyé sur la gâchette - l'avons relâchée, appuyée et relâchée, juste comme ça, lentement, les bords coupés sont remplis de métal. Vous pouvez cuisiner à la fois avec un angle en arrière (vers vous) et avec un angle en avant (loin de vous).
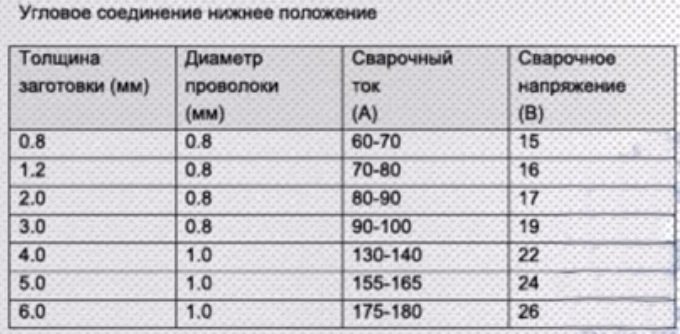
Les tableaux (ci-dessous) vous aideront à déterminer les paramètres du dispositif semi-automatique :
Lors du chevauchement des soudures, les chanfreins n'ont pas besoin d'être coupés, il suffit de nettoyer la surface, de superposer les pièces et d'établir la connexion.
Lors du soudage, mordre le cordon de soudure sur la pointe du fil avant de faire une nouvelle soudure.

Lors de l'assemblage de l'acier inoxydable avec un dispositif semi-automatique dans un environnement de dioxyde de carbone, modifiez la vitesse d'alimentation du fil, avec de telles manipulations, vous obtiendrez une couture de haute qualité.
Vidéo:
P.S. Après avoir lu l'article, visionné les tableaux et les vidéos (pour les débutants), vous maîtriserez rapidement la technologie automatique de l'assemblage de l'acier inoxydable. Bonne chance!
Soudage avec fil fourré sans gaz
Avant de commencer le processus de soudage, vous devez définir les valeurs de courant recommandées sur la machine. Ensuite, vous devez vérifier l'état du manchon d'alimentation (pour l'usure) et l'absence de déplacement du chargeur. Les rouleaux d'alimentation doivent également être calibrés - ils ne doivent pas appuyer trop fort pour éviter une déformation et une alimentation inégale.
 Les pièces à assembler doivent être nettoyées du film d'oxyde et, avec une épaisseur de plus de 4-5 mm, des chanfreins doivent être formés. Après l'apparition d'un arc électrique, il est conduit du bas vers le haut de la pièce (si elle est située verticalement). La poignée de la torche doit être maintenue à un angle par rapport aux surfaces à souder - cela stabilise le bain de fusion, protège contre la propagation prématurée du métal de celui-ci.
Les pièces à assembler doivent être nettoyées du film d'oxyde et, avec une épaisseur de plus de 4-5 mm, des chanfreins doivent être formés. Après l'apparition d'un arc électrique, il est conduit du bas vers le haut de la pièce (si elle est située verticalement). La poignée de la torche doit être maintenue à un angle par rapport aux surfaces à souder - cela stabilise le bain de fusion, protège contre la propagation prématurée du métal de celui-ci.
Il est recommandé de maintenir la vitesse de retrait de la couture à environ 15-20 mm par seconde. Lors de la formation d'une couture en plusieurs passes, vous devez attendre que la couche refroidisse et nettoie sa surface de la croûte de laitier - sinon la deuxième couture et les suivantes s'avéreront de mauvaise qualité en raison des impuretés.
Fil activé
Ce consommable de soudage est de composition similaire au fil fourré, mais des additifs spéciaux lui ont été ajoutés, qui optimisent les paramètres dans la zone du bain de fusion et empêchent la destruction du métal pendant et après le soudage. Structurellement, le fil activé a une structure différente de celle du fil fourré. Le pourcentage d'additifs est nettement inférieur et ne dépasse pas 6 à 8 % du poids total en marche. Dans ce cas, les additifs ne sont pas versés dans les cavités, mais sont noyés dans le corps du fil sous forme de canaux minces, et le matériau combine les avantages du fil plein et du fil fourré. En raison de la faible proportion d'additifs, le soudage avec un tel fil ne peut être réalisé qu'en atmosphère de gaz inerte.
Les additifs sont des composés facilement ionisables de métaux légers et de composants formant des scories qui améliorent la situation avec la stabilité des paramètres de travail du bain de fusion. Ils augmentent la stabilité de l'arc.
Les avantages suivants du fil activé peuvent être formulés :
- Large gamme d'équipements compatibles. Le fil, contrairement au fil fourré, permet des courbures et ne nécessite pas de dispositifs d'alimentation spécialisés.
- Haute qualité du joint en raison de la tension superficielle plus faible des pièces jointes et de la faible saturation en hydrogène.
- Consommation de courant réduite en protégeant la zone de soudure contre les pertes de chaleur excessives.
Fil de soudage
Le principal inconvénient du fil activé est la nécessité d'utiliser du gaz. Cela augmente la complexité et le coût de l'opération.
La technologie
Avec une machine à souder semi-automatique, vous pouvez souder indépendamment de l'acier inoxydable, des métaux non ferreux, de l'acier et de l'aluminium. Pour connecter des ébauches de métaux non ferreux, vous devez choisir le bon fil pour le soudage. Par exemple, un fondant contenant du magnésium, du manganèse et de l'aluminium peut être utilisé pour souder des pièces en aluminium. Ce fil permet de connecter des tôles fines ou des tôles épaisses
Pour les soudeurs débutants, il est important d'observer toutes les étapes de préparation et de technologie du processus de soudage


Portez des vêtements de protection et un casque de soudage avant de commencer à souder. Les travaux peuvent être effectués à condition qu'il n'y ait pas d'objets inflammables dans un rayon de 10 m. Les personnes non autorisées sans équipement de protection ne sont pas autorisées dans la zone de travail.

Préparation
La méthode de soudage avec un appareil semi-automatique sans équipement à gaz diffère de la méthode de soudage habituelle en ce qu'elle a une polarité différente : une borne avec un signe "plus" est attachée à la pièce, tandis qu'un "moins" sera connecté à la électrode. Cette polarité s'explique par le fait qu'avec son aide, il est possible d'atteindre les conditions de température les plus élevées possibles, nécessaires à la fusion du flux de poudre.
Une autre étape importante du travail préparatoire est un traitement préliminaire approfondi des surfaces des pièces reliées les unes aux autres.


Pour installer un équipement de soudage semi-automatique, vous devrez effectuer les opérations suivantes :
- choisissez l'indicateur de la force actuelle définie pour le travail, en fonction de l'épaisseur du métal à connecter;
- sélectionner le mode optimal de la vitesse d'alimentation du fil de soudage afin qu'il ne soit pas endommagé par la tension pendant le soudage ;
- transférer l'appareil à la polarité directe du courant;
- faites défiler le fil vers l'avant, ouvrez le volet de l'entonnoir d'alimentation en flux, appuyez sur le bouton de démarrage et activez l'électrode ;
- effectuer un test de soudage et, si nécessaire, corriger les paramètres de l'appareil.
Une fois le réglage du dispositif semi-automatique terminé, le fil s'alimente librement dans la zone de soudage et l'arc de soudage est stable, vous pouvez commencer à former le joint de connexion.

Les experts expérimentés recommandent de régler les rouleaux presseurs de la machine en fonction de l'épaisseur du fil. Si cette condition est remplie, le fil de flux se déplacera librement dans la canalisation sans risque de se coincer dans le canal d'alimentation ou de se casser.

Traiter
Pendant le fonctionnement de la machine à souder semi-automatique sans utilisation de gaz ballon, le flux crée un nuage de gaz de protection lors de la combustion. Ces vapeurs ont tendance à s'élever vers le haut, le soudeur doit donc prévoir un système d'évacuation ou assurer une bonne ventilation de la pièce.
Une fois que la machine à souder semi-automatique est prête à fonctionner, les mouvements de l'électrode doivent être effectués le long du joint de connexion formé. Si des tôles épaisses doivent être assemblées, ce processus est effectué en plusieurs couches.De plus, afin d'éviter l'apparition de fissures dans la couture, vous devez faire bouillir la première couche à faible courant électrique. Un joint est formé en remplissant le bain de fusion de métal en fusion. Une fois que la cavité du bain de soudure est complètement remplie, il est nécessaire d'éteindre le dévidoir, d'arrêter la machine à souder et de l'éteindre du réseau.
Pour que le travail puisse être effectué aussi facilement et efficacement que possible, il est recommandé de commencer le processus de soudage à partir du segment supérieur des pièces à assembler, en descendant progressivement. Lorsque le flux s'épuise, de l'énergie thermique est générée et, en montant vers le haut, elle permet de maintenir en permanence le même niveau de température nécessaire à la fusion du métal. Il est recommandé d'incliner légèrement la poignée du porte-électrode vers le haut pour maintenir une fusion constante du métal et former un bain de soudure.
La torche de la machine à souder semi-automatique doit se déplacer rapidement et en douceur le long du joint, tout en essayant d'éviter l'apparition d'un affaissement du métal en fusion. Pour cela, le fil doit arriver jusqu'au bord d'attaque du bain de soudure.

Comment cuisiner avec un appareil semi-automatique sans gaz, voir ci-dessous.